


Svinec je težka kovina, ki je v višjih koncentracijah lahko škodljiva za okolje in človeško zdravje. Zmanjšanje svinca v proizvodnih materialih je zato v zadnjih letih postalo vedno pomembnejše in je dodatno predpisano z določenimi direktivami EU. Pri obdelavi brezsvinčenih kovin s trenutno običajnimi orodji in geometrijami rezil pa običajno nastajajo dolgi, le redko nepravilno lomljeni odrezki. Poleg tega se rezalni robovi orodij obrabijo bistveno hitreje, kot je to pri materialih, ki vsebujejo svinec. Razlog za to je, da svinec v kovinah deluje kot integrirano mazivo, ki sedaj ni več na voljo. Proizvodnja komponent iz takšnih kovin zato zahteva inovativna orodja.
Prevzeti odgovornost
Za podjetja prehod na brezsvinčene zlitine ni le vprašanje zakonodajne skladnosti, temveč tudi ekološke odgovornosti. Odločitev za prehod na brezsvinčene materiale temelji na dolgoročni viziji Lüdecke za trajnostno proizvodnjo in odgovornim ravnanjem z viri.
Zato že trenutno izdelujemo izbrane komponente iz brezsvinčenih oziroma svinču revnih materialov (zlasti medenine) – dejstvo, ki ga stranke zelo cenijo. Sem spadajo na primer armature in spojke za pnevmatiko, aplikacije za temperiranje, procesno industrijo ali oskrbo z vodo. Prehod na okolju prijazen material pa se izkaže za bistveno težjega, kot je bilo sprva pričakovano. Pri brezsvinčenih materialih odrezki ne lomijo več redno.
Tako nastajajo dolgi zapleteni odrezki, ki se nabirajo v delovnih prostorih stružnic in frezarskih strojev. To bistveno vpliva na procesno varnost, ki jo proizvodna podjetja posebej v serijski proizvodnji potrebujejo, in pogosto vodi do visokih stroškov pri nabavi orodij, pogostih časov ustavitve strojev ter drastičnega skrajšanja življenjske dobe orodij.
Posebne zahteve pri navoju
V podjetju Lüdecke v Ambrgu med drugim izdelujejo spojke iz medenine (material CW724R). To poteka v velikih serijah na avtomatih za krožno delovanje, med drugim proizvajalca K. R. Pfiffner, Utzenstorf / Švica. Na spojkah je treba rezati navoje M18x1.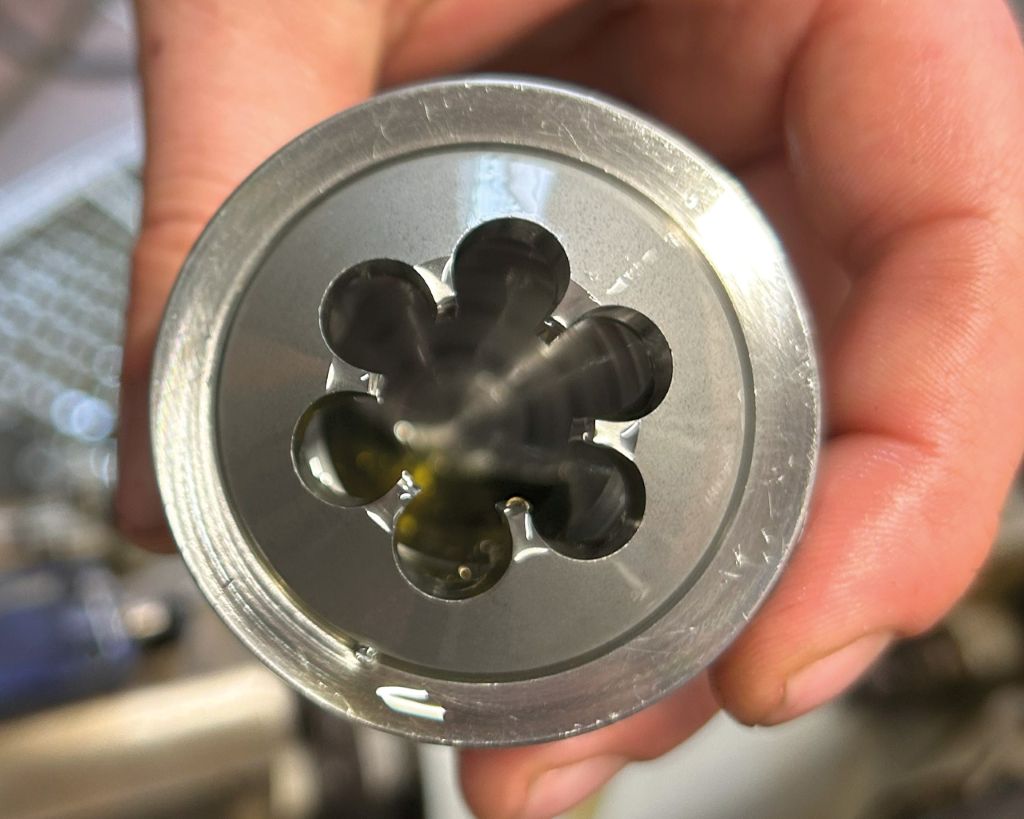
Pri izdelavi navojev v brezsvinčenih materialih s običajnimi orodji za rezanje iz HSS in HSSE pa so se pojavile bistveno nižje življenjske dobe kot pri obdelavi medeninskih zlitin, ki vsebujejo svinec. Do sedaj so takšna orodja za navoje izdelala skoraj 100.000 navojev. Pri uporabi brezsvinčene medenine pa so se po le 3.500 obdelanih delih obrabila in jih je bilo treba zamenjati. Pri ciklu časa približno 4,5 sekunde na kos to pomeni, da je treba visoko produktivne avtomate za krožno delovanje ustaviti na vsakih štiri do pet ur in zamenjati orodja za navoje. To bistveno zmanjšuje produktivnost in se izkaže za nerentabilno.
HM-orodje z optimizirano geometrijo rezil
Za obdelavo brezsvinčene medeninske zlitine CW724R so strokovnjaki proizvajalca orodij Johs. Boss GmbH + CO. KG razvili orodja za rezanje navojev iz trdnih zlitin. Ta so opremljena z optimizirano geometrijo rezil.
Prvi testi pri Lüdecke so pokazali, da optimizirana orodja za rezanje navojev po približno 2.500 izdelanih delih še vedno zanesljivo zagotavljajo zahtevano natančnost in visoko kakovost površine. Ciklus časa je bil prav tako ohranjen pri približno 4,5 sekunde. Do sedaj so lahko tehniki proizvodnje pri Lüdecke vedno prepoznali obrabo orodij na podlagi podaljšanih ciklov časa. Obrabljena rezila zahtevajo višje navore na vretenih. Posledično delujejo vretena pri nižjih hitrostih in nižjih hitrostih pomika.
Zaradi nespremenjenih parametrov so tehniki proizvodnje pustili orodje za rezanje navojev iz trdnih zlitin Johs. Boss v avtomatu za krožno delovanje. Na koncu je bilo izdelanih skoraj 80.000 spojk brez zamenjave orodja pri enakem ciklu časa. Orodje za navoje je obdelalo celotno naročilo brez obrabe na zahtevano kakovost površine na navoju. To dokazuje, da optimizirana orodja za navoje iz trdnih zlitin s posebej prilagojenimi geometrijami rezil proizvajalca orodij Johs. Boss pri obdelavi brezsvinčenih kovinskih zlitin dosegajo enako produktivnost, zanesljivost in ekonomičnost kot doslej uporabljena orodja HSS pri proizvodnji komponent iz zlitin, ki vsebujejo svinec.
Kontakt:


