


Ołów jest metalem ciężkim, który w wyższych stężeniach może być szkodliwy dla środowiska i zdrowia ludzkiego. Redukcja ołowiu w materiałach produkcyjnych stała się zatem w ostatnich latach coraz ważniejsza i jest dodatkowo wymagana przez niektóre dyrektywy UE. Podczas obróbki metali bezłowych przy użyciu dotychczasowych narzędzi i geometrii ostrzy powstają jednak zazwyczaj długie, nieregularnie łamiące się wióry. Ponadto krawędzie tnące narzędzi zużywają się znacznie szybciej niż w przypadku materiałów zawierających ołów. Powodem tego jest to, że ołów w metalach działa jak zintegrowany środek smarny, który teraz jest eliminowany. Wytwarzanie komponentów z takich metali wymaga zatem innowacyjnych narzędzi.
Przyjąć odpowiedzialność
Dla firm przejście na bezłowe stopy nie jest tylko kwestią zgodności z przepisami, ale także odpowiedzialności ekologicznej. Decyzja o przejściu na materiały bezłowe opiera się na długoterminowej wizji Lüdicke dotyczącej zrównoważonej produkcji i odpowiedzialnego zarządzania zasobami.
Dlatego już teraz produkowane są wybrane komponenty z bezłowych lub niskoolowych materiałów (w szczególności mosiądzu) – fakt, który jest bardzo ceniony przez klientów. Należą do nich na przykład armatury i sprzęgła do pneumatyki, aplikacji temperujących, przemysłu procesowego lub zaopatrzenia w wodę. Przejście na przyjazny dla środowiska materiał okazuje się jednak znacznie trudniejsze niż początkowo oczekiwano. W przypadku materiałów bezłowych wióry nie łamią się już regularnie.
W ten sposób powstają długie wióry, które gromadzą się w przestrzeniach roboczych tokarek i frezarek. Znacznie wpływa to na bezpieczeństwo procesu, które zakłady produkcyjne szczególnie w produkcji seryjnej potrzebują i często prowadzi do wysokich kosztów zakupu narzędzi, częstych przestojów maszyn oraz drastycznego skrócenia czasów eksploatacji narzędzi.
Szczególne wymagania przy gwintach
W firmie Lüdicke w Amberg produkowane są między innymi sprzęgła z mosiądzu (materiał CW724R). Odbywa się to w dużych seriach na automatach cyklicznych, między innymi od producenta K. R. Pfiffner, Utzenstorf/Szwajcaria. Na sprzęgłach mają być cięte gwinty M18x1.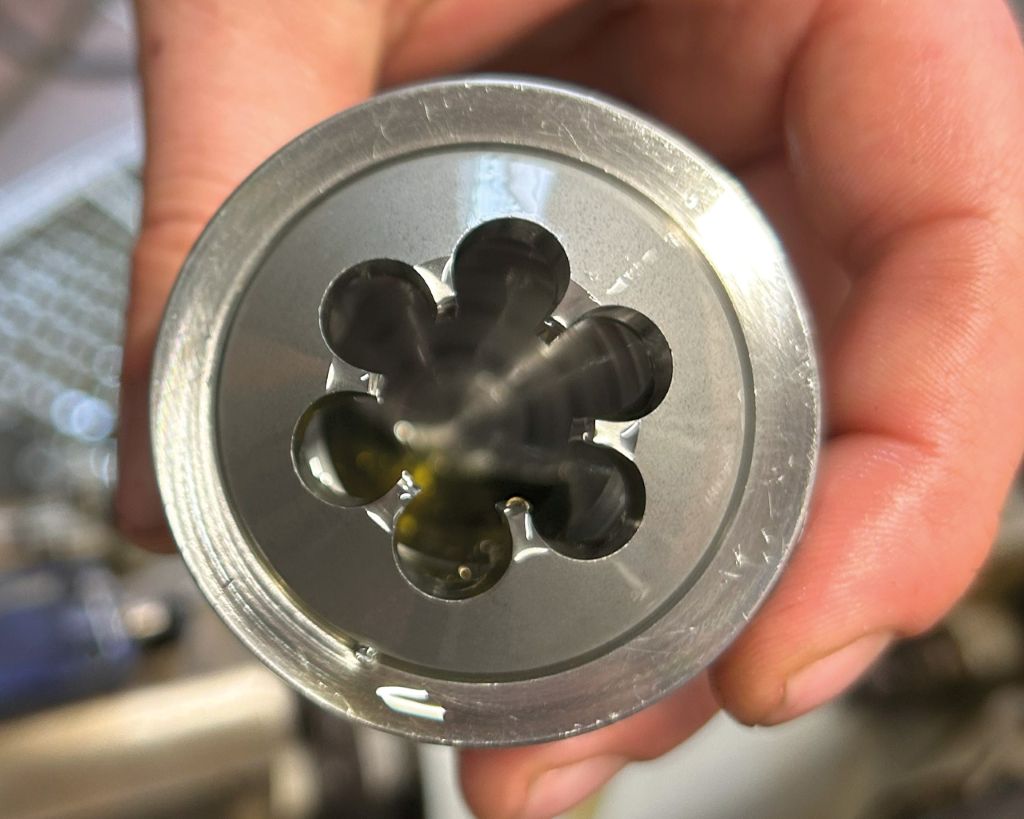
Podczas wykonywania gwintów w materiałach bezłowych przy użyciu standardowych narzędzi gwintujących z HSS i HSSE uzyskano jednak znacznie niższe ilości eksploatacyjne niż przy obróbce stopów mosiądzu zawierających ołów. Dotychczas takie narzędzia gwintujące wyprodukowały prawie 100.000 gwintów. Przy użyciu bezłowego mosiądzu jednak po zaledwie 3.500 obrabianych częściach ulegają one zużyciu i muszą być wymieniane. Przy czasie cyklu wynoszącym około 4,5 sekundy na część oznacza to, że wysoko wydajne automaty cykliczne muszą być zatrzymywane co cztery do pięciu godzin, aby wymienić narzędzia gwintujące. To znacznie obniża wydajność i okazuje się nieekonomiczne.
Narzędzie HM z optymalną geometrią ostrza
Do obróbki bezłowego mosiądzu CW724R eksperci specjalizującego się w narzędziach gwintowych producenta Johs. Boss GmbH + CO. KG opracowali narzędzia gwintujące z węglika. Są one wyposażone w optymalną geometrię ostrza.
Pierwsze testy w Lüdicke wykazały, że zoptymalizowane narzędzia gwintujące po około 2.500 wyprodukowanych częściach nadal produkują niezawodnie pod względem wymaganej dokładności i wysokiej jakości powierzchni. Czas cyklu również został utrzymany na poziomie około 4,5 sekundy. Dotychczas technicy produkcji w Lüdicke zawsze identyfikowali zużycie narzędzi na podstawie wydłużonych czasów cyklu. Zużyte krawędzie wymagają wyższych momentów obrotowych na wrzecionach. W związku z tym wrzeciona pracują przy niższych prędkościach obrotowych i niższych prędkościach posuwu.
Z powodu niezmienionych parametrów technicy produkcji pozostawili narzędzie gwintowe z węglika od Johs. Boss w automacie cyklicznym. Ostatecznie udało się wyprodukować prawie 80.000 sprzęgieł bez wymiany narzędzi przy stałym czasie cyklu. Narzędzie gwintowe obrabiało całą partię zamówienia bez zużycia na wymaganą jakość powierzchni na gwintach. To pokazuje, że zoptymalizowane narzędzia gwintowe z węglika z specjalnie dostosowanymi geometriami ostrzy producenta narzędzi Johs. Boss mogą osiągnąć tę samą wydajność, niezawodność i opłacalność przy obróbce bezłowych stopów metali, jak dotychczas stosowane narzędzia HSS przy produkcji komponentów z stopów zawierających ołów.
Kontakt:


