


Le plomb est un métal lourd qui peut être nuisible à l'environnement et à la santé humaine à des concentrations plus élevées. La réduction du plomb dans les matériaux de production est donc devenue de plus en plus importante ces dernières années et est également exigée par certaines directives de l'UE. Cependant, lors de l'usinage de métaux sans plomb avec les outils et géométries de coupe habituels, des copeaux longs et souvent irrégulièrement cassants se forment. De plus, les arêtes de coupe des outils s'usent beaucoup plus rapidement que dans le cas des matériaux contenant du plomb. La raison en est que le plomb agit comme un lubrifiant intégré dans les métaux, qui est désormais absent. La fabrication de composants en tels métaux nécessite donc des outils innovants.
Assumer la responsabilité
Pour les entreprises, le passage à des alliages sans plomb n'est pas seulement une question de conformité légale, mais aussi de responsabilité écologique. La décision de passer à des matériaux sans plomb repose sur la vision à long terme de Lüdecke d'une production durable et d'une gestion responsable des ressources.
C'est pourquoi des composants sélectionnés en matériaux sans plomb ou pauvres en plomb (notamment en laiton) sont déjà fabriqués – un fait très apprécié par les clients. Cela inclut par exemple des robinetteries et des accouplements pour la pneumatique, des applications de température, l'industrie des procédés ou l'approvisionnement en eau. Cependant, la transition vers le matériau respectueux de l'environnement s'avère beaucoup plus difficile que prévu au départ. Avec des matériaux sans plomb, les copeaux ne se cassent plus régulièrement.
Ainsi, de longs copeaux enchevêtrés se forment, qui s'accumulent dans les zones de travail des tours et des fraiseuses. Cela nuit considérablement à la sécurité des processus, que les entreprises de fabrication nécessitent particulièrement en production en série, et entraîne souvent des coûts élevés pour l'acquisition d'outils, des temps d'arrêt fréquents des machines ainsi qu'une réduction drastique des durées de vie des outils.
Exigences particulières pour le filetage
Chez Lüdecke à Amberg, des accouplements en laiton (matériau CW724R) sont notamment fabriqués. Cela se fait en grandes séries sur des automates à cycle rond, notamment du fabricant K. R. Pfiffner, Utzenstorf / Suisse. Des filetages M18x1 doivent être coupés sur les accouplements.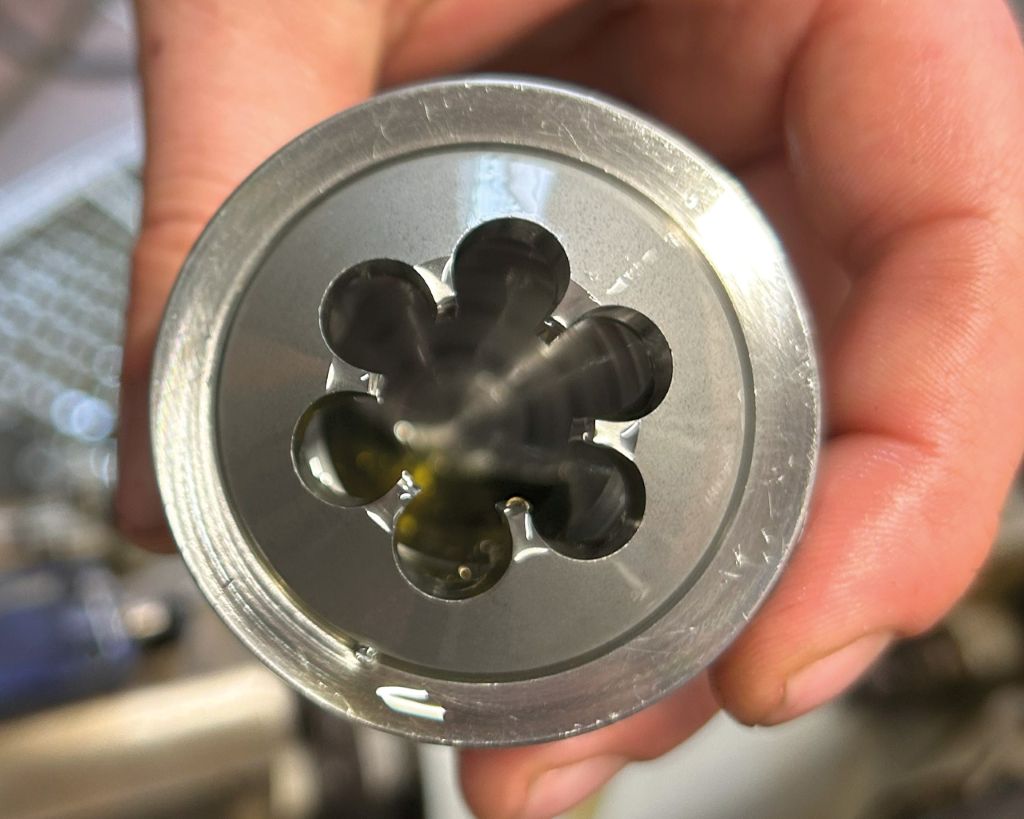
Lors de la fabrication des filetages dans les matériaux sans plomb avec les outils de filetage habituels en HSS et HSSE, des durées de vie nettement plus faibles ont été constatées par rapport à l'usinage des alliages de laiton contenant du plomb. Jusqu'à présent, de tels outils de filetage fabriquaient environ 100 000 filetages. Cependant, avec l'utilisation de laiton sans plomb, ils s'usent après seulement 3 500 pièces usinées et doivent être remplacés. Avec un temps de cycle d'environ 4,5 secondes par pièce, cela signifie que les automates à cycle rond très productifs doivent être arrêtés toutes les quatre à cinq heures pour remplacer les outils de filetage. Cela réduit considérablement la productivité et s'avère non rentable.
Outil HM avec géométrie de coupe optimisée
Pour l'usinage de l'alliage de laiton sans plomb CW724R, les experts du fabricant d'outils spécialisé dans les outils de filetage Johs. Boss GmbH + CO. KG ont développé des outils de filetage en carbure. Ceux-ci sont dotés d'une géométrie de coupe optimisée.
Les premiers tests chez Lüdecke ont montré que les outils de filetage optimisés, après environ 2 500 pièces fabriquées, continuent à produire de manière fiable en termes de précision requise et de haute qualité de surface. Le temps de cycle a également été respecté avec environ 4,5 secondes. Jusqu'à présent, les techniciens de fabrication chez Lüdecke ont toujours pu identifier l'usure des outils en fonction des temps de cycle prolongés. Les arêtes usées nécessitent des couples plus élevés sur les broches. Par conséquent, les broches fonctionnent à des vitesses plus basses et à des vitesses d'avance plus faibles.
En raison des paramètres inchangés, les techniciens de fabrication ont laissé l'outil de filetage en carbure de Johs. Boss dans l'automate à cycle rond. Au final, près de 80 000 accouplements ont pu être fabriqués sans changement d'outil tout en maintenant le même temps de cycle. L'outil de filetage a usiné un lot complet de commande sans s'user sur la qualité de surface requise sur les flancs de filetage. Cela montre que les outils de filetage optimisés en carbure avec des géométries de coupe spécialement adaptées du fabricant d'outils Johs. Boss peuvent réaliser la même productivité, fiabilité et rentabilité lors de l'usinage d'alliages métalliques sans plomb que les outils HSS utilisés jusqu'à présent pour la fabrication de composants en alliages contenant du plomb.
Contact :


