


Olovo je těžký kov, který může být ve vyšších koncentracích škodlivý pro životní prostředí a lidské zdraví. Snížení obsahu olova v výrobních materiálech se proto v posledních letech stalo stále důležitějším a je navíc vyžadováno určitými směrnicemi EU. Při zpracování bezolovnatých kovů s dosud běžnými nástroji a geometriemi břitů však většinou vznikají dlouhé, jen nepravidelně se lámající třísky. Kromě toho se břity nástrojů opotřebovávají výrazně rychleji, než je tomu u materiálů obsahujících olovo. Důvodem je, že olovo v kovech funguje jako integrované mazivo, které nyní chybí. Výroba dílů z takových kovů proto vyžaduje inovativní nástroje.
Převzít odpovědnost
Pro firmy není přechod na bezolovnaté slitiny pouze otázkou zákonné shody, ale také ekologické odpovědnosti. Rozhodnutí přejít na bezolovnaté materiály vychází z dlouhodobé vize Lüdecke o udržitelné výrobě a odpovědném zacházení se zdroji.
Proto se již nyní vyrábějí vybrané díly z bezolovnatých, respektive nízkoolovnatých materiálů (zejména mosazi) – skutečnost, kterou zákazníci velmi oceňují. Mezi ně patří například armatury a spojky pro pneumatiku, temperační aplikace, procesní průmysl nebo vodovodní systémy. Přechod na ekologický materiál se však ukazuje jako výrazně obtížnější, než se původně očekávalo. U bezolovnatých materiálů se třísky již netvoří pravidelně.
Tím vznikají dlouhé zamotané třísky, které se hromadí v pracovních prostorech soustruhů a frézek. To výrazně ovlivňuje procesní bezpečnost, kterou výrobní podniky potřebují zejména v sériové výrobě, a často to vede k vysokým nákladům na pořízení nástrojů, častým prostojům strojů a drastickému zkrácení životnosti nástrojů.
Zvláštní požadavky na závity
Ve firmě Lüdecke v Amberg se mimo jiné vyrábějí spojky z mosazi (materiál CW724R). To probíhá ve velkých sériích na kulových automatech, mimo jiné od výrobce K. R. Pfiffner, Utzenstorf / Švýcarsko. Na spojkách se mají řezat závity M18x1.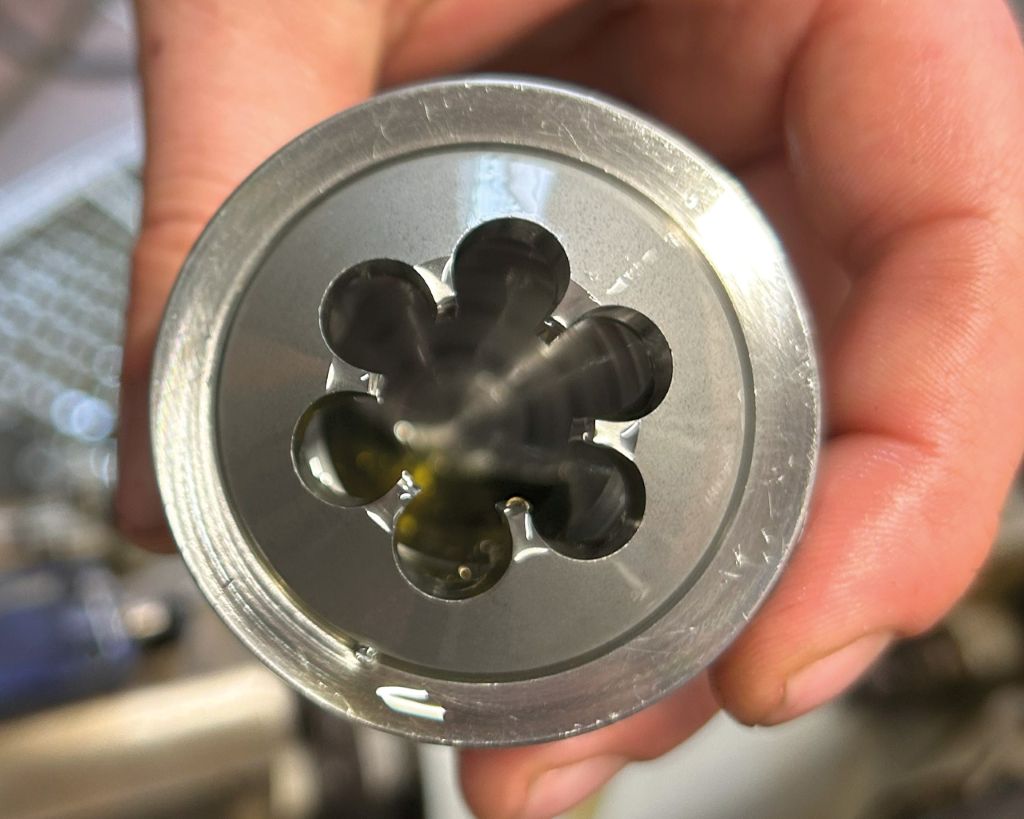
Při výrobě závitů v bezolovnatých materiálech s běžnými závitovými nástroji z HSS a HSSE se však prokázaly výrazně nižší životnosti než při zpracování mosazných slitin obsahujících olovo. Dosud vyráběly takové závitové nástroje přibližně 100 000 závitů. Při použití bezolovnaté mosazi jsou však po pouhých 3 500 zpracovaných dílech opotřebované a musí být vyměněny. Při cyklové době přibližně 4,5 sekundy na kus to znamená, že vysoce produktivní kulové automaty je třeba zastavit každé čtyři až pět hodin a vyměnit závitové nástroje. To výrazně snižuje produktivitu a ukazuje se jako neekonomické.
HM-nástroj s optimalizovanou geometrií břitů
Pro zpracování bezolovnaté mosazné slitiny CW724R vyvinuli odborníci specializovaného výrobce nástrojů na závity Johs. Boss GmbH + CO. KG závitové nástroje z karbidu. Tyto jsou vybaveny optimalizovanou geometrií břitů.
První testy u Lüdecke ukázaly, že optimalizované závitové nástroje po přibližně 2 500 vyrobených dílech stále spolehlivě splňují požadovanou přesnost a vysokou kvalitu povrchu. Také cyklová doba byla dodržena na přibližně 4,5 sekundy. Dosud mohli výrobní technici u Lüdecke vždy identifikovat opotřebení nástrojů na základě prodloužených cyklových časů. Opotřebované břity vyžadují vyšší točivé momenty na vřetenech. V důsledku toho pracují vřetena při nižších otáčkách a nižších posuvových rychlostech.
Vzhledem k nezměněným parametrům nechali výrobní technici závitový nástroj z karbidu od Johs. Boss v kulovém automatu. Nakonec bylo vyrobeno téměř 80 000 spojek bez výměny nástroje při konstantní cyklové době. Závitový nástroj zpracoval kompletní zakázku bez opotřebení na požadovanou kvalitu povrchu na závitových plochách. To ukazuje, že optimalizované závitové nástroje z karbidu se speciálně přizpůsobenými geometriemi od výrobce nástrojů Johs. Boss mohou při zpracování bezolovnatých kovových slitin dosáhnout stejné produktivity, spolehlivosti a ekonomičnosti jako dosud používané nástroje HSS při výrobě dílů z slitin obsahujících olovo.
Kontakt:


