


Свинць є важким металом, який у вищих концентраціях може бути шкідливим для навколишнього середовища та людського здоров'я. Тому зменшення свинцю в виробничих матеріалах стало дедалі важливішим у останні роки і додатково передбачено певними директивами ЄС. Проте при обробці безсвинцевих металів з використанням звичайних інструментів та геометрій ріжучих кромок зазвичай виникають довгі, лише нерегулярно ламаючі стружки. Крім того, ріжучі кромки інструментів зношуються значно швидше, ніж це відбувається з матеріалами, що містять свинець. Причина цього полягає в тому, що свинець у металах діє як інтегрований мастильний матеріал, який тепер відсутній. Виготовлення компонентів з таких металів вимагає інноваційних інструментів.
Взяти на себе відповідальність
Для компаній перехід на безсвинцеві сплави є не лише питанням законодавчої відповідності, але й екологічної відповідальності. Рішення перейти на безсвинцеві матеріали базується на довгостроковій візії Lüdecke щодо сталого виробництва та відповідального ставлення до ресурсів.
Тому вже зараз виготовляються вибрані компоненти з безсвинцевих або малосвинцевих матеріалів (зокрема, латуні) – факт, який дуже цінується клієнтами. До них належать, наприклад, арматура та з'єднання для пневматики, температурних застосувань, процесної промисловості або водопостачання. Однак перехід на екологічно чистий матеріал виявився значно складнішим, ніж спочатку очікувалося. У безсвинцевих матеріалах стружки більше не ламаються регулярно.
Таким чином, виникають довгі заплутані стружки, які накопичуються в робочих зонах токарних і фрезерних верстатів. Це суттєво впливає на процесну безпеку, яку виробничі підприємства особливо потребують у серійному виробництві, і часто призводить до високих витрат на придбання інструментів, частих простоїв машин, а також до різкого скорочення терміну служби інструментів.
Особливі вимоги до різьби
У компанії Lüdecke в Амберзі, зокрема, виготовляються з'єднання з латуні (матеріал CW724R). Це відбувається у великих серіях на круглоциклічних автоматах, зокрема, від виробника K. R. Pfiffner, Утцендорф /Швейцарія. На з'єднаннях потрібно нарізати різьби M18x1.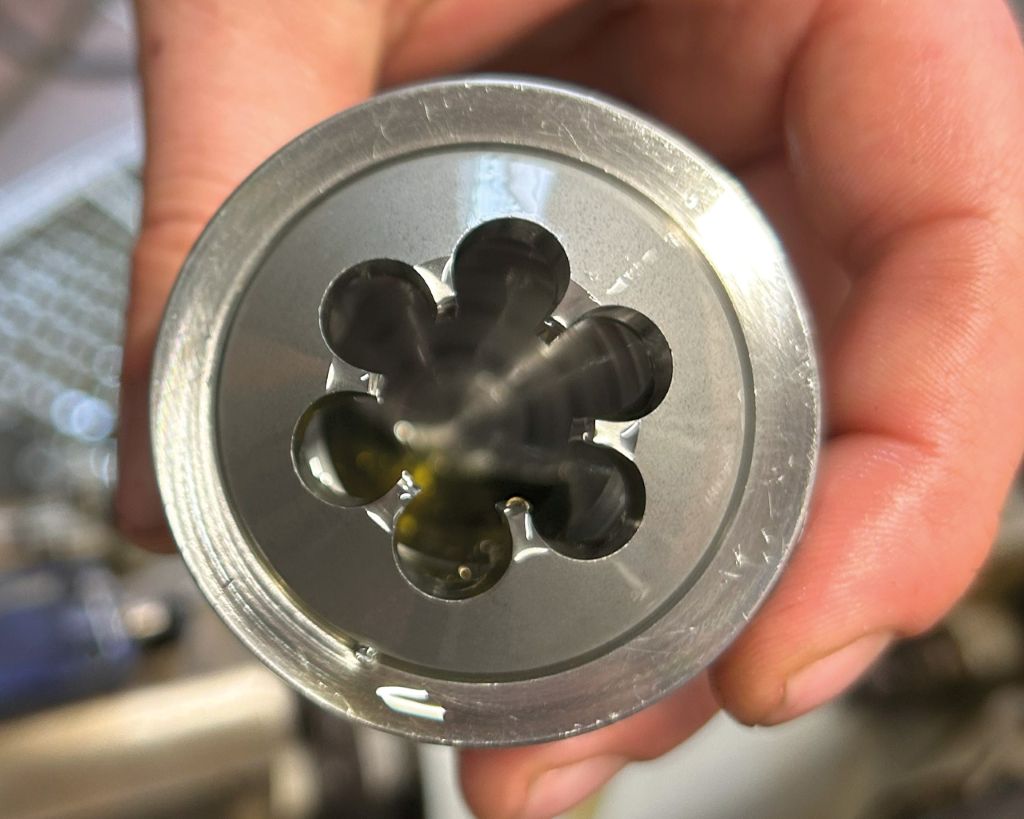
При виготовленні різьб у безсвинцевих матеріалах з використанням звичайних різьбонарізних інструментів з HSS та HSSE виявилися значно нижчі терміни служби, ніж при обробці латунних сплавів, що містять свинець. Раніше такі різьбонарізні інструменти виготовляли близько 100 000 різьб. Проте при використанні безсвинцевої латуні вони зношуються вже після лише 3 500 оброблених деталей і потребують заміни. При тактовому часі близько 4,5 секунди на деталь це означає, що високопродуктивні круглоциклічні автомати потрібно зупиняти кожні чотири-п'ять годин і змінювати різьбонарізні інструменти. Це суттєво знижує продуктивність і виявляється економічно невигідним.
HM-інструмент з оптимізованою геометрією ріжучих кромок
Для обробки безсвинцевого латунного сплаву CW724R експерти спеціалізованого виробника інструментів Johs. Boss GmbH + CO. KG розробили різьбонарізні інструменти з твердого сплаву. Вони оснащені оптимізованою геометрією ріжучих кромок.
Перші тести в Lüdecke показали, що оптимізовані різьбонарізні інструменти після близько 2 500 виготовлених компонентів все ще надійно виготовляють з урахуванням вимог до точності та високої якості поверхні. Тактовий час також був дотриманий на рівні близько 4,5 секунди. Досі техніки виробництва в Lüdecke завжди могли ідентифікувати знос інструментів за подовженими тактовими часами. Зношені ріжучі кромки потребують більших обертових моментів на шпинделях. Відповідно, шпинделі працюють на нижчих обертах і зниженою швидкістю подачі.
Через незмінні параметри техніки виробництва залишили різьбонарізний інструмент з твердого сплаву від Johs. Boss у круглоциклічному автоматі. Врешті-решт, вдалося виготовити майже 80 000 з'єднань без зміни інструментів при незмінному тактовому часі. Різьбонарізний інструмент обробляв повну партію замовлення без зносу до вимог до якості поверхні на різьбових гранях. Це показує, що оптимізовані різьбонарізні інструменти з твердого сплаву з особливо адаптованими геометріями ріжучих кромок виробника інструментів Johs. Boss можуть досягати такої ж продуктивності, надійності та економічності при обробці безсвинцевих металевих сплавів, як і раніше використовувані інструменти HSS при виготовленні компонентів з латунних сплавів, що містять свинець.
Контакт:


