


Olovo je teški metal koji u višim koncentracijama može biti štetan za okoliš i ljudsko zdravlje. Smanjenje olova u proizvodnim materijalima postalo je sve važnije u posljednjim godinama i dodatno je propisano određenim EU smjernicama. Međutim, pri obradi bezolovnih metala s dosadašnjim uobičajenim alatima i geometrijama rezanja, obično nastaju dugi, samo neredovito lomljivi strugotini. Osim toga, oštrice alata troše se znatno brže nego što je to slučaj s materijalima koji sadrže olovo. Razlog tome je što olovo u metalima djeluje kao integrirani maziv, koji sada nedostaje. Proizvodnja dijelova od takvih metala zahtijeva inovativne alate.
Preuzeti odgovornost
Za poduzeća prelazak na bezolovne legure nije samo pitanje zakonske usklađenosti, već i ekološke odgovornosti. Odluka o prelasku na bezolovne materijale temelji se na dugoročnoj viziji Lüdecke-a o održivoj proizvodnji i odgovornom upravljanju resursima.
Stoga se već sada proizvode odabrani dijelovi od bezolovnih, odnosno legura s malo olova (posebno mesinga) – činjenica koja se od strane kupaca vrlo cijeni. To uključuje, na primjer, armature i spojnice za pneumatske sustave, primjene grijanja, procesnu industriju ili opskrbu vodom. Međutim, prelazak na ekološki prihvatljiv materijal pokazuje se znatno težim nego što se prvotno očekivalo. Kod bezolovnih materijala strugotine više ne lome redovito.
Tako nastaju dugi zapetljani strugotini koji se nakupljaju u radnim prostorima tokarskih i frezarskih strojeva. To značajno utječe na sigurnost procesa, koju proizvodni pogoni posebno trebaju u serijskoj proizvodnji, i često rezultira visokim troškovima nabave alata, čestim vremenima zastoja strojeva te drastičnim smanjenjem trajanja alata.
Posebni zahtjevi za navoj
U tvrtki Lüdecke u Amberg-u, između ostalog, proizvode se spojnice od mesinga (materijal CW724R). To se odvija u velikim serijama na automatskim strojevima s kružnim ciklusom, između ostalog od proizvođača K. R. Pfiffner, Utzenstorf / Švicarska. Na spojnicama se trebaju rezati navoji M18x1.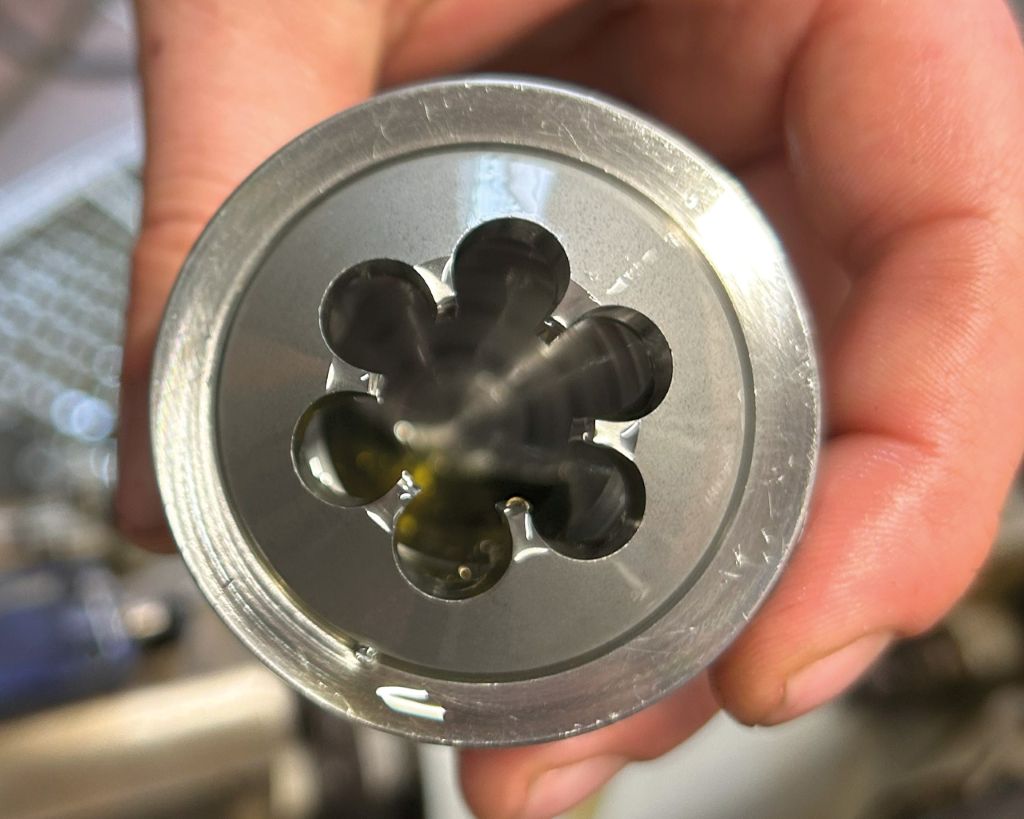
Međutim, prilikom izrade navoja u bezolovnim materijalima s uobičajenim reznim alatima od HSS i HSSE, zabilježena su znatno niža trajanja nego pri obradi legura koje sadrže olovo. Dosad su takvi alati za navoje izradili gotovo 100.000 navoja. Međutim, pri korištenju bezolovnog mesinga, troše se nakon samo 3.500 obrađenih dijelova i moraju se zamijeniti. Pri vremenu ciklusa od otprilike 4,5 sekundi po dijelu, to znači da se visoko produktivni automatski strojevi moraju zaustaviti svaka četiri do pet sati i zamijeniti alate za navoje. To značajno smanjuje produktivnost i pokazuje se kao neekonomično.
HM-alat s optimiziranom geometrijom rezanja
Za obradu bezolovne mesing legure CW724R, stručnjaci specijaliziranog proizvođača alata za navoje Johs. Boss GmbH + CO. KG razvili su rezne alate od tvrdog metala. Ovi su opremljeni optimiziranom geometrijom rezanja.
Prvi testovi kod Lüdecke-a pokazali su da optimizirani alati za navoje nakon otprilike 2.500 izrađenih dijelova i dalje pouzdano proizvode u skladu s traženom točnošću i visokom kvalitetom površine. Također je zadržano vrijeme ciklusa od otprilike 4,5 sekundi. Do sada su proizvodni tehničari u Lüdecke-u uvijek mogli identificirati trošenje alata na temelju produženih vremena ciklusa. Trošene oštrice zahtijevaju veće obrtne momente na vretenima. Stoga vretena rade pri nižim brzinama i nižim brzinama pomaka.
Zbog nepromijenjenih parametara, proizvodni tehničari su ostavili alat za navoje od tvrdog metala tvrtke Johs. Boss u automatskom stroju s kružnim ciklusom. Na kraju je izrađeno gotovo 80.000 spojnica bez promjene alata uz nepromijenjeno vrijeme ciklusa. Alat za navoje obradio je cijeli serijski posao bez trošenja na traženu kvalitetu površine na navoju. To pokazuje da optimizirani alati za navoje od tvrdog metala s posebno prilagođenim geometrijama proizvođača alata Johs. Boss mogu ostvariti istu produktivnost, pouzdanost i ekonomičnost pri obradi bezolovnih metalnih legura kao što su dosad korišteni HSS alati pri proizvodnji dijelova od legura koje sadrže olovo.
Kontakt:


