


Die fachgerechte Herstellung und Instandhaltung von Druckgusswerkzeugen ist für die Gießereiindustrie von zentraler Bedeutung: Als eines der teuersten Betriebsmittel bestimmen sie maßgeblich Qualität, Effizienz und Wirtschaftlichkeit. Komplexe Formen und Einsätze erreichen leicht Anschaffungskosten im sechsstelligen Eurobereich und deren uneingeschränkte Funktion für die Produktion über Jahre hinweg unabdingbar. Sie müssen extremen Belastungen standhalten. Im Druckguss wirken Temperaturen von bis zu 700 °C auf das Formmaterial ein, während die Werkzeuge gleichzeitig mechanischen Kräften von mehreren hundert Kilonewton ausgesetzt sind. Hinzu kommen abrasive Belastungen an der Werkzeugoberfläche und chemische Angriffe durch Legierungselemente der Gusswerkstoffe. Thermische Spannungen und Materialermüdung führen zu Rissbildung, Erosion und abrasivem Verschleiß. Selbst mit optimaler Auslegung und sorgfältiger Fertigung der Formen ist ihr Verschleiß ein unvermeidlicher Faktor, der irgendwann einen Werkzeugaustausch erzwingt. Tritt dieser Fall unvorhergesehen ein, entstehen hohe Folgekosten.
Die wirtschaftliche Bedeutung ist erheblich: Jeder Werkzeugausfall bedeutet Produktionsstillstand, zusätzliche Rüstzeiten und mitunter das Anfertigen neuer Einsätze oder gar kompletter Werkzeuge. Hinzu kommt der steigende Druck, Formen nicht nur wirtschaftlich, sondern auch nachhaltig herzustellen und zu betreiben. »In einer Branche, in der jede Minute Produktionszeit zählt, brauchen wir Verfahren, die Werkzeuglebenszyklen verlängern, Ausfallzeiten verringern und Produktionsprozesse ökologisch optimieren können«, weiß Dr. Thomas Schopphoven, Abteilungsleiter Laserauftragschweißen beim Fraunhofer-Institut für Lasertechnik ILT in Aachen.
Klassische Ansätze wie etwa der Einsatz hochlegierter Werkzeugstähle, stoßen an physikalische Grenzen. Höhere Härten und Verschleißbeständigkeit bedeuten oft eine aufwendige Verarbeitung, lange Lieferzeiten und hohe Rohstoffkosten. Neben Aspekten der Standzeit, steigen auch die Ansprüche an die Flexibilität in der Werkzeugherstellung: Produktmodifikationen erfordern regelmäßig Änderungen an Formeinsätzen, Anguss- und Kühlsystemen, was zusätzliche Herausforderungen für den Werkzeugbau bedeutet.
Die Suche nach Lösungen muss daher über bisherige Strategien hinausgehen. Konventionell bestehen Werkzeuge aus nur einem Werkstoff, was ihre Leistungsfähigkeit begrenzt und ihre Reparatur erschwert. Innovative Fertigungstechnologien wie das Laser Material Deposition (LMD) ermöglichen hierbei nicht nur die Reparatur von Werkzeugen, sondern auch die selektive Beschichtung besonders belasteter Bereiche sowie die flexible Anpassung von Geometrien durch hybrid-additive Fertigungsansätze. Auf diese Weise können Formen länger genutzt, schneller angepasst und ressourcenschonender betrieben werden.
In einer Zeit, in der die Kreislaufwirtschaft auch im industriellen Werkzeugbau zunehmend an Bedeutung gewinnt, besteht mit dieser Technologie ein enormes zukunftsweisendes Potenzial.
Laser Material Deposition und EHLA

Laser Material Deposition, oft auch Laserauftragschweißen genannt, ist ein additives Fertigungsverfahren, das zwischenzeitlich in zahlreichen Branchen, wie etwa der Instandsetzung von Turbomaschinenkomponenten oder der Beschichtung von Walzen und Zylindern eine industriell weit verbreitet ist. Das Prinzip ist einfach, die Möglichkeiten bemerkenswert. Ein Laserstrahl erzeugt ein Schmelzbad mit exakt einstellbarer Größe auf der Oberfläche eines Werkstücks, während gleichzeitig ein Metallpulver in dieses Schmelzbad eingebracht wird.
Durch präzise Steuerung der Verfahrwege wird lokal Schicht für Schicht Material aufgetragen, wodurch sich nicht nur verschlissene Bereiche wieder aufbauen, sondern auch neue, funktionale Geometrien erzeugen lassen. Die Besonderheit liegt in der hohen Prozesskontrolle: Laserparameter, Pulverzufuhr und Vorschubgeschwindigkeit werden exakt aufeinander abgestimmt, sodass der Wärmeeintrag minimal bleibt und thermische Belastungen reduziert werden.
Eine Weiterentwicklung dieses Verfahrens ist das mehrfach prämierte Extreme Hochgeschwindigkeits-Laserauftragschweißen (EHLA), das Dr. Schopphoven vor einigen Jahren am Fraunhofer ILT entwickelt hat: »Während klassisches LMD vor allem für dickere Schichten im Millimeterbereich eingesetzt wird, erlaubt EHLA die Erzeugung sehr dünner, verschleißfester Beschichtungen mit Schichtdicken ab ca. 30 µm.« Dies geschieht mit einer Geschwindigkeit, die der Prozessbezeichnung alle Ehre macht: Mehrere Hundert Meter pro Minute sind möglich. Die Technik ist inzwischen in zahlreichen Industrien etabliert; mehre hundert EHLA-Systeme sind weltweit bereits im industriellen Einsatz.
Der entscheidende Vorteil liegt in der Präzision und Effizienz: EHLA ermöglicht es, selbst schwer schweißbare Werkstoffkombinationen wie hochlegierte Werkzeugstähle oder Hartmetalle prozesssicher zu verarbeiten bei gleichzeitig geringem Energieverbrauch.
Mit EHLA3D erreicht das Verfahren eine weitere Stufe. Durch die Integration auf 5-Achs-CNC-Anlagen lässt sich die Technologie nicht nur für Beschichtungen und kleinere Reparaturen, sondern auch für additive Fertigung nutzen. Komplexe Freiformgeometrien können so endkonturnah auf Halbzeugen aufgebaut werden. Damit vereint die Technologie Möglichkeiten aus den Bereichen Fertigung, Beschichtung und Reparatur zu einem einzigen Prozess, der sowohl für die Produktion neuer Werkzeuge als auch für deren Regeneration eingesetzt werden kann. Besonders interessant für den Werkzeugbau ist die Möglichkeit, Funktionszonen gezielt zu verstärken, ohne das gesamte Werkzeug neu herstellen zu müssen. Der geringe Wärmeeintrag erlaubt die Bearbeitung empfindlicher Geometrien ohne Verzug, während die hohe Auftragsrate eine wirtschaftliche Fertigung selbst großer Flächen ermöglicht.
Nutzen für die Gießereiindustrie
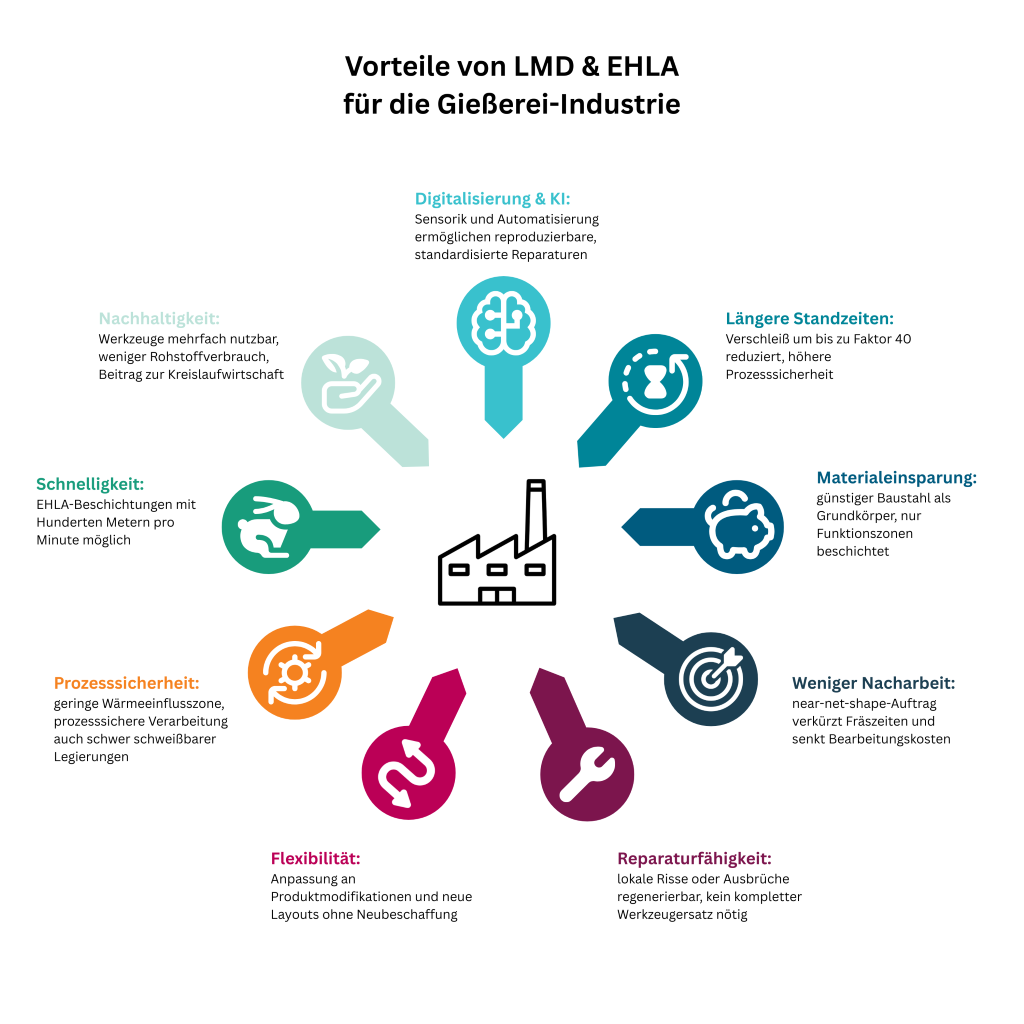
Die Vorteile von LMD und EHLA für die Gießereiindustrie sind vielfältig und reichen weit über eine Verlängerung der Werkzeuglebensdauer hinaus. Besonders für Druckgussformen, die extremen Temperaturwechseln und abrasivem Verschleiß ausgesetzt sind, bietet das Verfahren einen klaren wirtschaftlichen und technischen Mehrwert.
Aktuelle Forschungsarbeiten zeigen, dass sich durch die gezielte Beschichtung von Funktionszonen der verschleißbedingte Materialabtrag erheblich reduzieren lässt.
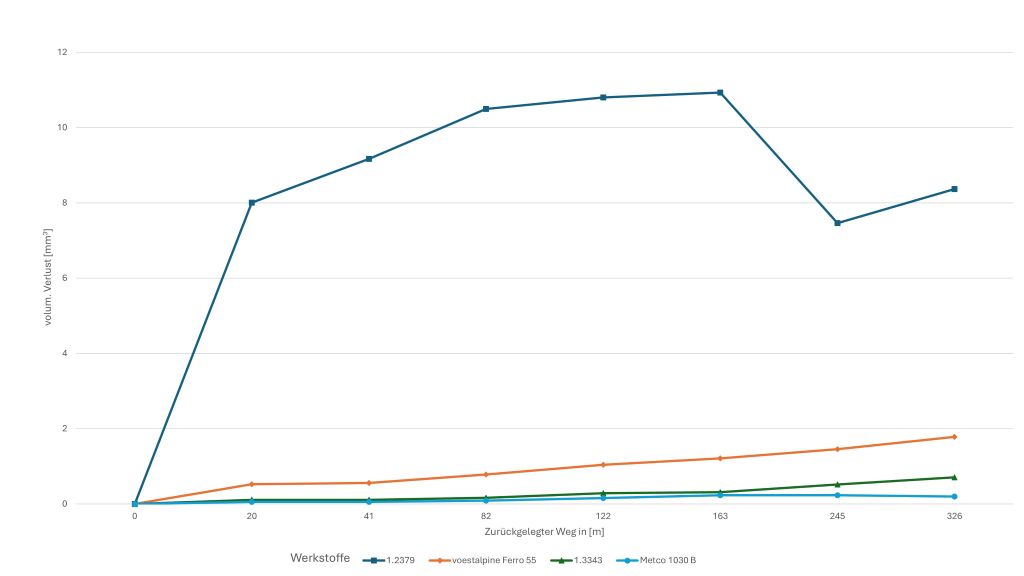
In Gleitreibverschleißtests wurden Verbesserungen von bis zu einem Faktor 40 gegenüber herkömmlichem Werkzeugstahl festgestellt, abhängig von der gewählten Legierung und Prozessführung. Werkstoffe wie beispielsweise ein hochlegierter Karbid-bildender Werkstoff erzielen Härten bis zu 930 HV bei gleichzeitig stoffschlüssiger Anbindung an den Grundwerkstoff. Diese Ergebnisse demonstrieren eindrucksvoll, dass sich Werkzeugstandzeiten signifikant erhöhen lassen, was unmittelbare Auswirkungen auf Produktionssicherheit und Wirtschaftlichkeit hat.
Neben der Standzeitsteigerung ermöglicht LMD einen effizienteren Einsatz von Materialien. Während konventionelle Werkzeuge häufig vollständig aus teurem, hochlegiertem Werkzeugstahl gefertigt werden, kann durch den Einsatz von LMD ein kostengünstiger Baustahl als Substrat verwendet werden. Nur die Bereiche, die tatsächlich hohen Belastungen ausgesetzt sind, werden mit einer Hartlegierung beschichtet. Dieses »Material-on-Demand«-Prinzip reduziert nicht nur die Kosten, sondern verringert auch den Bearbeitungsaufwand. Durch den near-net-shape-Auftrag entfällt ein Großteil der aufwendigen Fräsoperationen, und Formen lassen sich schneller in Betrieb nehmen.
Werkzeuge, die bisher nach dem Auftreten von Rissen oder Ausbrüchen vollständig ersetzt werden mussten, können heute durch LMD regeneriert werden. Beschädigte Zonen werden gezielt nachgeschweißt und anschließend mechanisch bearbeitet, sodass die Werkzeuge wieder die ursprüngliche Geometrie erreichen. Diese Möglichkeit eröffnet nicht nur wirtschaftliche Einsparpotenziale, sondern reduziert auch die Abhängigkeit von langen Lieferketten für neue Formen. Besonders bei großen und komplexen Druckgusswerkzeugen, die individuelle Fertigungsprozesse erfordern, ist diese Flexibilität ein entscheidender Faktor.

AI-SLAM: Automatisierte Reparatur mit Künstlicher Intelligenz
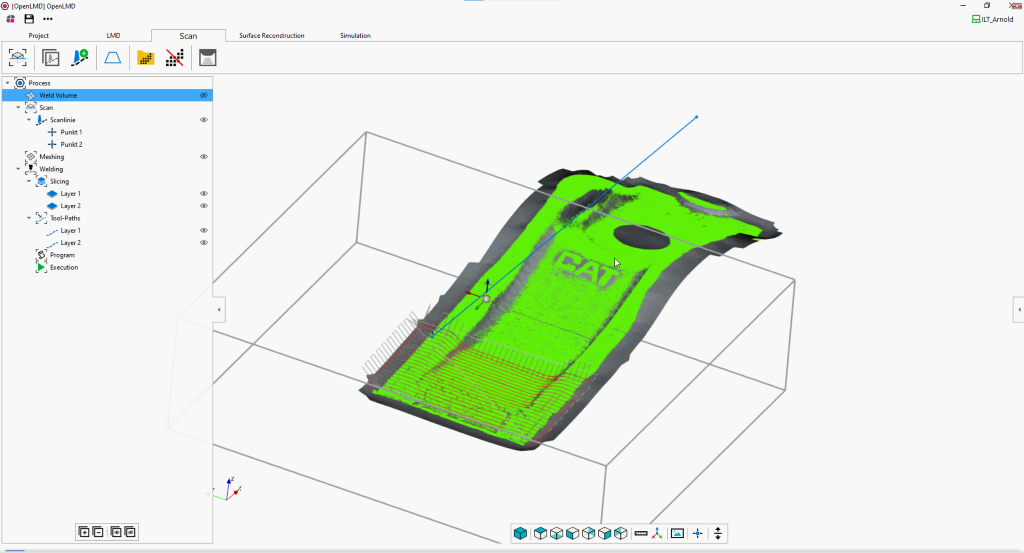
Ein entscheidender Schritt in Richtung Serienanwendung von Laser Material Deposition im Werkzeugbau ist die zunehmende Automatisierung. Im Forschungsprojekt AI-SLAM (Artificial Intelligence Enhancement of Process Sensing for Adaptive Laser Additive Manufacturing) haben die Fachleute des Fraunhofer ILT gemeinsam mit internationalen Partnern gezeigt, dass sich Beschichtungs- und Reparaturprozesse mithilfe von Sensorik und Künstlicher Intelligenz automatisieren lassen.
Im AI-SLAM-Projekt erfasst ein Linienlaser mit Kamera die verschlissene Oberfläche eines Werkzeugs für die Bergbauindustrie und gleicht sie mit der ursprünglichen CAD-Geometrie ab. Aus der Differenz errechnet die Software die exakten Verfahrwege und die notwendige Schichtdicke, um die ursprüngliche Kontur wiederherzustellen. Die Bahnplanung erfolgt automatisch, und selbst während des Auftrags überprüft die KI den Prozess. Abweichungen in der Größe oder Ausprägung des Schmelzbades oder in der Geometrie werden sofort erkannt und durch angepasste Prozessparameter korrigiert.
Eine Besonderheit liegt in der Vielzahl der überwachten Größen. Neben der Geometrie erfassen Pyrometer die Temperatur, Kameras analysieren die Form des Schmelzbads, und Profilometer kontrollieren den Schichtaufbau. Diese Datenströme werden in Echtzeit zusammengeführt und durch die KI bewertet. Das Bedienpersonal muss nicht mehr komplexe Parameter manuell einstellen, sondern lediglich den Startbefehl geben, die Regelung des Prozesses übernimmt das System. Damit reduziert sich die Abhängigkeit von hochspezialisierten Fachkräften, die bislang für den erfolgreichen Einsatz von LMD unverzichtbar waren.
Auch für die Gießereiindustrie bedeutet dies einen deutlichen Fortschritt. Reparaturen von Druckgussformen, die bislang aufwendig geplant und mit viel Erfahrung durchgeführt werden mussten, lassen sich künftig reproduzierbar und standardisiert umsetzen. Besonders interessant ist die Möglichkeit, auch große und komplexe Werkzeuge automatisch zu regenerieren. Defekte werden nicht nur erkannt, sondern unmittelbar behoben, wodurch Ausfallzeiten drastisch sinken. Zudem lassen sich die Ergebnisse dokumentieren und nachweisen, was für eine Serienanwendung im industriellen Umfeld essenziell ist.
Mit dem AI-SLAM-Projekt entsteht eine Perspektive, in der Werkzeuge nicht mehr als Verschleißteile betrachtet, sondern als langlebige Investitionen gesehen werden, die über ihren gesamten Lebenszyklus hinweg optimiert und verbessert werden können.
Innovativer Ansatz zur Fertigung von Umformwerkzeugen
Das Fraunhofer ILT hat im Projekt H2GO (Nationaler Aktionsplan Brennstoffzellen-Produktion) einen neuartigen Ansatz zur Fertigung von Umformwerkzeugen für Bipolarplatten vorgestellt. Anstatt Werkzeuge zeit- und materialintensiv aus dem Vollen zu fräsen, wird eine verschleißfeste Funktionsschicht mittels EHLA direkt auf kostengünstigen Baustahl aufgetragen. Auf diese Weise entstehen Werkzeuge schneller, günstiger und mit deutlich geringerem Materialeinsatz.
Als Beschichtungsmaterialien werden unter anderem Schnellarbeitsstahl 1.3343 und Ferro55 eingesetzt, die Härtewerte bis 865 HV0,5 erreichen. Ein typischer EHLA-Auftrag erzeugt pro Lage etwa 0,05 mm bis 0,15 mm Schichtdicke; durch mehrere Lagen lässt sich die erforderliche Endkontur gezielt aufbauen. Das Verfahren spart nicht nur Fräszeit, Werkzeuge und Materialkosten, sondern erhöht zugleich die Standzeit der hergestellten Formen.
Ein Demonstrator machte den kompletten Prozess anschaulich: von der EHLA-Beschichtung über die Endbearbeitung bis hin zur Strukturierung der Funktionsflächen mit Ultrakurzpulslasern. In Kooperation mit dem Fraunhofer IPT werden die so gefertigten Werkzeuge derzeit unter realistischen Bedingungen getestet. Ziel ist es, die Standzeit der EHLA-beschichteten Werkzeuge unter industriellen Belastungsszenarien zu validieren.
Ein entscheidender Vorteil zeigt sich bereits: Mit dem Verfahren lassen sich besonders harte, langzeitstabile Legierungen auf die Werkzeugoberfläche aufbringen, die sich konventionell kaum oder nur sehr schwer bearbeiten lassen. Dadurch erhöht sich die Lebensdauer der Werkzeuge erheblich, was unmittelbar zur Senkung der Produktionskosten beiträgt. Zudem ermöglicht EHLA einen ortsselektiven Auftrag: Defekte oder verschlissene Bereiche können gezielt repariert werden, sodass Werkzeuge mehrfach genutzt werden können. Diese Möglichkeit der Wiederverwendung stellt eine weitere vielversprechende Stellschraube für die Kostensenkung dar und eröffnet darüber hinaus Perspektiven für den Werkzeugbau in anderen Branchen.
»Die Übertragung dieser Ansätze auf die Gießereiindustrie kann die bisherigen Abläufe im Werkzeugbau revolutionieren«, ist sich Thomas Schopphoven sicher. »Statt in festen Zyklen neue Formen zu beschaffen, können Unternehmen ihre bestehenden Werkzeuge länger und effizienter nutzen.« Gleichzeitig eröffnet LMD die Möglichkeit, Werkzeuge kontinuierlich an neue Produktdesigns und Fertigungsanforderungen anzupassen. In Zeiten, in denen Flexibilität und Geschwindigkeit, Resilienz und Unabhängigkeit von Lieferketten entscheidende Wettbewerbsvorteile darstellen, wird das Laserauftragschweißen zu einer Schlüsseltechnologie für die Zukunft des Werkzeugbaus.
Kontakt:


