


Als Lieferant von hochanspruchsvollen Branchen wie der Luft- und Raumfahrt sowie der Medizintechnik weiß toolcraft, was höchste Genauigkeit bedeutet. Um speziell die stetig steigenden Anforderungen im Werkzeugbau zu erfüllen, hat das Unternehmen im Jahr 2024 wieder investiert und sich für das fünfachsige Premium-Bearbeitungszentrum Kern Micro HD entschieden. Aufsichtsrat, Vorstand, Teamleitung und Mitarbeiter sind sich einig: „Wir hätten es nicht besser treffen können – mit der Maschine und der Zusammenarbeit.“

Vom Gründer zum Aufsichtsratsvorsitzenden – Bernd Krebs hat seit 1989 stets ein wachsames Auge auf seine Firma, die toolcraft AG. Die operativen Geschäfte legte er vor rund fünf Jahren im Rahmen der Umfirmierung zur AG in jüngere, ebenso kompetente Hände (siehe Kasten). Und so entwickelt sich sein Unternehmen gleichmäßig weiter und beschäftigt heute knapp 500 Mitarbeiter. Mit Hochpräzisionszerspanung, Additiver Fertigung, Robotik und Automatisierung sowie Spritzguss und dem in Spalt bei Nürnberg ansässigen Werkzeugbau hat toolcraft vielfältige innovative Dienstleistungen im Portfolio.

Als entscheidend für die positive Entwicklung sieht Bernd Krebs unter anderem die hohe Motivations- und Vertrauenskultur in seinem Unternehmen. Er ist überzeugt: „Nur wenn das Arbeitsklima stimmt, schöpfen Mitarbeiter ihr volles Potenzial aus und bringen Ideen ein, die uns wirklich weiterbringen.“ Dass dies gelingt, ist nicht nur an den guten Zahlen in allgemein schwierigen Zeiten zu sehen, es ist auch allerorten zu spüren, wenn man in die freundlichen Gesichter der Beschäftigten schaut.
Auch Johannes Herzog, Teamleiter im Werkzeugbau, weiß das angenehme Umfeld bei toolcraft zu schätzen. Darüber hinaus unterstreicht der gelernte Werkzeugmechaniker und Industriemeister, die innovative Einstellung seines Arbeitgebers: „Bernd Krebs und unsere Vorstände haben immer ein offenes Ohr, wenn es um Investitionen in moderne Technik geht, die uns besser machen.“
Kern Micro HD schon lange im Blick

Dies bestätigte sich nicht zuletzt im Jahr 2024, als mit dem hochpräzisen Fünfachszentrum Kern Micro HD eine große Investition im Bereich des Werkzeugbaus getätigt wurde. Ein wohlüberlegter Schritt. Schon seit gut zehn Jahren findet ein regelmäßiger Austausch mit Kern-Gebietsverkaufsleiterin Barbara Bergmann statt. Seit Markteinführung der Kern Micro HD im Jahr 2019 hat sich der Kontakt weiter intensiviert. Diverse Besuche bei Kern in Eschenlohe inklusive. Was Johannes Herzog und seine Kollegen dort sahen, hat sie beeindruckt: „Die Mitarbeiter sind dort genauso motiviert wie bei uns.

Es herrscht ein respektvoller Umgang miteinander und ein spürbar gutes Arbeitsklima. Das hat bei uns jedes Mal ein richtig gutes Gefühl hinterlassen.“
Nach den Leistungsdemonstrationen der Micro HD in der Anwendungstechnik war dann auch schnell klar, dass dieses Präzisionsfünfachszentrum die bestmögliche Lösung für den toolcraft Werkzeugbau darstellt. Einziger kleiner Wermutstropfen: Die bearbeitbare Bauteilgröße entspricht nicht ganz dem Optimum.
„Wenn wir Paletten mit 320 x 320 mm aufspannen könnten, wäre das perfekt. Nachdem wir aber feststellten, dass die kompakte Micro HD Einzelbauteile bis zu einem Durchmesser von 350 mm bearbeiten kann und darüber hinaus Koordinaten-Schleifen ermöglicht, waren unsere letzten Zweifel beseitigt.“
Kreative Lösung für beengte Platzverhältnisse

Die Entscheidung fiel im März 2024. Gut fünf Monate später ging die Kern Micro HD in Betrieb. Aufgrund der im Spalter Werkzeugbau beengten räumlichen Verhältnisse, waren in dieser Zeit noch einige Anpassungsarbeiten notwendig. Um nur eine zu nennen: Das normalerweise separat am Boden oder auf dem Hybridaggregat stehende Spindelkühlaggregat wurde durch Spezialkonstruktion der Kern-Konstrukteure über dem Bandfilter platziert. So nimmt die komplette Maschine samt Automatisierung und notwendiger Zugänglichkeiten lediglich rund 5 x 5 m² Fläche in Anspruch.
Für Johannes Herzog ist dies nur einer von vielen Belegen für die außergewöhnlich gute Zusammenarbeit mit Kern. Er erklärt: „Die technologische Überlegenheit der Maschine ist eine Sache. Zusammen mit der stets unterstützenden Anwendungstechnik von Kern Microtechnik ist das Angebot unschlagbar.“
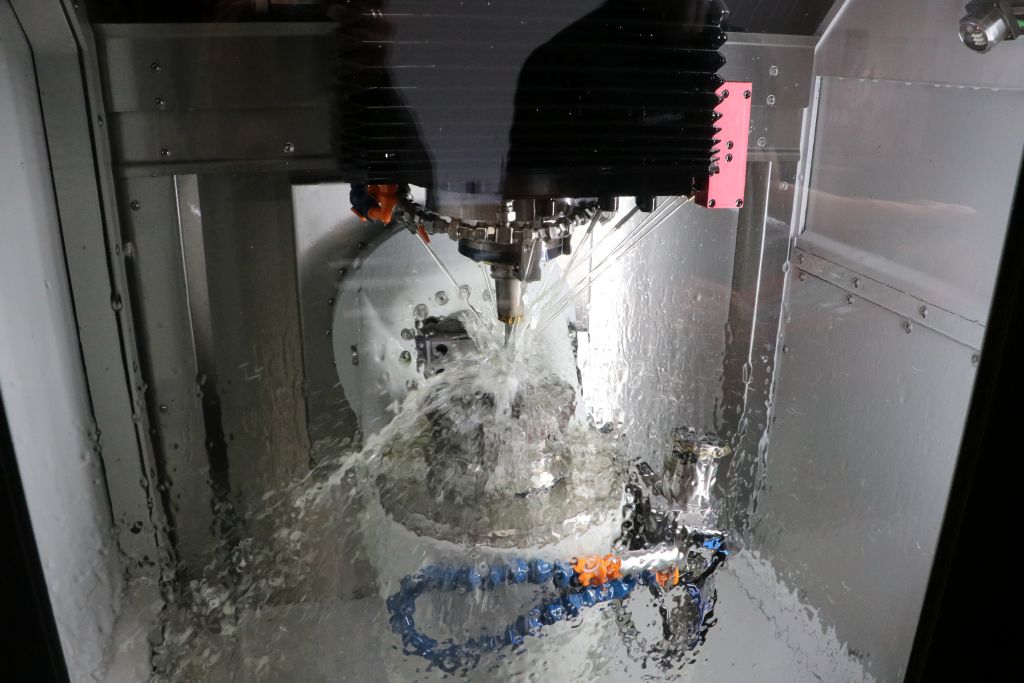
Bei toolcraft werden mit der Kern Micro HD zu 90 Prozent harte Konturbauteile gefräst und geschliffen.
Dabei ist die Materialpalette breit gefächert: hauptsächlich Werkzeugstähle, aber auch Edelstahl, Titan, Kupfer, HSS und Hartmetall. Für Elektroden kommt die Maschine nur dann zum Einsatz, wenn außergewöhnlich gute Oberflächen erforderlich sind.
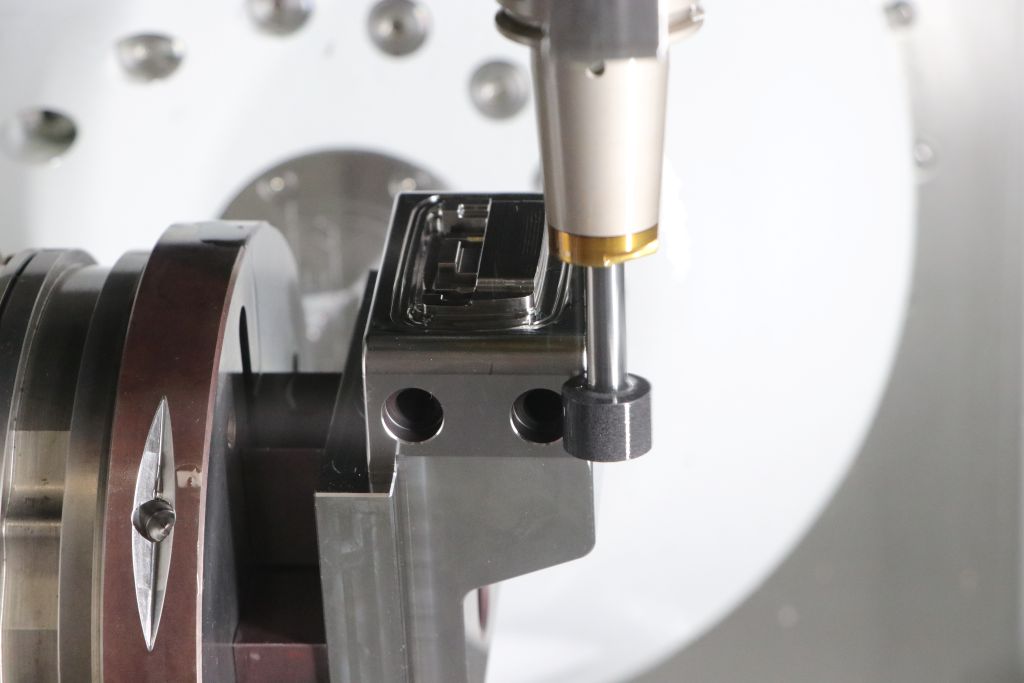
Generell sind die Anforderungen an die Fertigungsqualität im Werkzeug- und Formenbau oft extrem. toolcraft benötigt teils Oberflächen von Ra = 0,015 µm und Genauigkeiten im Bereich von 1,5 µm. Am prozesssicheren Erreichen dieser Werte hat laut Herzog das optional integrierte Schleifpaket einen entscheidenden Anteil: „Für uns steht dabei vor allem die Genauigkeit im Fokus. Jedes reduzierte µm am Bauteil spart uns Kosten und Durchlaufzeit.“

Besonders bei gratanfälligen Werkzeugen für Flüssigsilikon können wir mit der Micro HD Auswerfer und Kernbohrungen koordinatenschleifen. Dank dieses „Hon“-Schliffs in den Bohrungen reduziert sich auch der Verschleiß an den Auswerfern deutlich.
Durchlaufzeiten im Fertigungsprozess extrem reduziert
Besonders wichtig sind Herzog die dank der Kern Micro HD erzielten Prozessoptimierungen in den Fertigungsabläufen. Konkret: Früher stellte sein Team typische Bauteile in sechs bzw. sieben Schritten her. Nach dem Schruppen auf einer Fünfachsfräsmaschine ging’s zum Härten. Anschließend zum Fünf-Seiten-Flachschleifen. Dann folgte eine weitere Fräsbearbeitung in zwei Aufspannungen, bevor Bohrungen via Drahterodieren eingebracht wurden und Senkerodieren den maschinellen Fertigungsabschluss darstellte. Händische Nacharbeiten waren dabei häufig unabdingbar.
„Heute brauchen wir zwei bis drei Schritte weniger – beispielsweise das aufwendige Flachschleifen“, freut sich Johannes Herzog. Nach dem Schruppen und Härten wird das Bauteil mit der Kern Micro HD in nur zwei Aufspannungen komplett gefräst, inklusive Außenmaße und koordinatengeschliffener Bohrungen. Anschließend erfolgt, falls es durch Fräsen und Koordinatenschleifen nicht herstellbar ist, noch das Senkerodieren und Drahterodieren. Händische Nacharbeit ist nur noch in den seltensten Fällen notwendig.

„Wir reduzieren damit unsere Durchlaufzeit um mindestens eine Woche“, beziffert der Teamleiter die Prozessverbesserungen. Am Beispiel eines Schiebers konkretisiert er: „Durch den Wegfall des Flachschleifens sparen wir rund vier Stunden Maschinenzeit, beim Drahterodieren ungefähr das gleiche nochmal. Zudem brauchen wir weniger Arbeitszeit, denn unsere Mitarbeiter mussten sich früher in jedes Bauteil neu reindenken, es programmieren und aufspannen.“
Das klingt zwar zunächst nicht nach mehr als einer Woche Durchlaufzeitverbesserung. Aber wenn man berücksichtigt, dass bei toolcraft alle Fertigungsstationen gut ausgelastet sind, ist schnell klar, dass es durch Kapazitätsspitzen auch zu Liegezeiten der Bauteile vor dem nächsten Bearbeitungsschritt kommen kann.“
Temperaturmanagement, Mikrospalttechnologie und Schleifpaket machen den Unterschied

Gefragt, was den Unterschied der Kern Micro HD zu anderen fünfachsigen Präzisionsbearbeitungszentren ausmacht, sieht Johannes Herzog mehrere Faktoren. Einen hebt er besonders hervor: „Das Temperaturmanagement der gesamten Maschine in Kombination mit der 45.000 min-1 schnellen, wellengekühlten Spindel ist einzigartig.“ Dazu kommt die von Kern patentierte Mikrospalttechnologie in allen Linearachsen, die Johannes Herzog und Kern-Vertriebsberaterin Barbara Bergmann gleichermaßen hervorheben. Die Ingenieurin ergänzt dazu: „Unsere Entwickler haben es geschafft, all diese einzelnen Innovationen perfekt zu kombinieren.“ Als weiteren Vorteil nennt Bergmann die Möglichkeit, mit Öl zu fräsen – speziell in Verbindung mit dem Schleifpaket: „Dies erhöht die Prozesssicherheit noch weiter und ermöglicht optimale Bearbeitungsergebnisse bei unterschiedlichsten Materialien.“
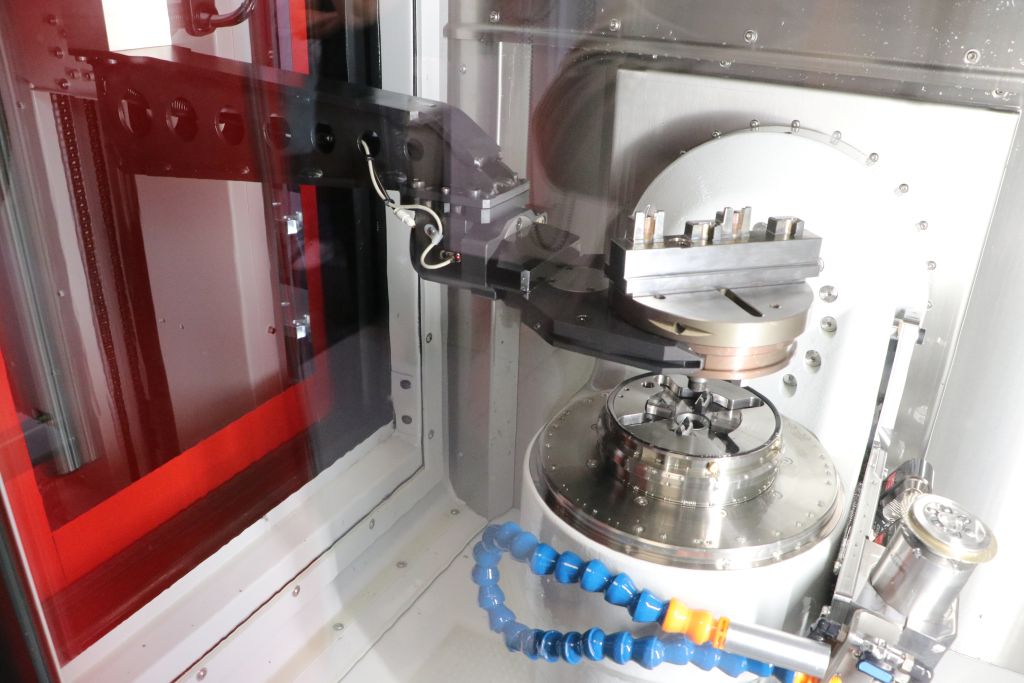
Zur Maximierung der Maschinenauslastung hat toolcraft seine Kern Micro HD mit einer Erowa ERC-80 Automatisierung ausgestattet. Die Anlage bietet Platz für 11 ITS50/72-Paletten und 48 ITS148-Paletten. Laufzeiten von über 150 Stunden sind also keine Seltenheit mehr. Ein mannloser 24/7-Betrieb ist damit nahezu realisierbar – auch über Wochenendschichten hinweg. Mitarbeiter können also im Normalfall beruhigt auf einen einschichtigen Arbeitsbetrieb vertrauen. Ein nicht unbedeutender Vorteil bei der Suche nach kompetenten Fachkräften.
Kontakt:


