


Mint a lég- és űripar, valamint az orvostechnika magas igényeit kiszolgáló beszállító, a toolcraft tudja, mit jelent a legmagasabb precizitás. Annak érdekében, hogy kifejezetten a folyamatosan növekvő követelményeknek eleget tegyen az szerszámgyártás terén, a vállalat 2024-ben ismét befektetett, és a Kern Micro HD öt tengelyes prémium megmunkáló központ mellett döntött. Az felügyelőbizottság, az igazgatóság, a csapatvezetés és a munkavállalók egyetértenek: „Jobban nem is dönthettünk volna – a géppel és az együttműködéssel.”

A alapítótól a felügyelőbizottság elnökéig – Bernd Krebs 1989 óta folyamatosan figyelemmel kíséri cégét, a toolcraft AG-t. Az operatív üzletágat körülbelül öt évvel ezelőtt a részvénytársasággá alakulás keretében fiatalabb, szintén kompetens kezekre bízta (lásd a keretet). Így cége egyenletesen fejlődik tovább, és ma közel 500 alkalmazottat foglalkoztat. A toolcraft széleskörű innovatív szolgáltatásokat kínál a nagy precizitású forgácsolás, az additív gyártás, a robotika és automatizálás, valamint a fröccsöntés és a Nürnberg melletti szerszámgyártás területén.
Bernd Krebs a pozitív fejlődés szempontjából döntőnek tartja többek között a vállalatán belüli magas motivációs és bizalmi kultúrát. Meggyőződése: „Csak akkor, ha a munkahelyi légkör megfelelő, a munkavállalók ki tudják aknázni teljes potenciáljukat, és olyan ötleteket hoznak, amelyek valóban előre visznek minket.” Ennek a sikernek nemcsak a nehéz időkben elért jó számok tanúskodnak, hanem mindenhol érezhető, ha az ember a munkavállalók barátságos arcába néz.
Johannes Herzog, a szerszámgyártás csapatvezetője is értékeli a toolcraft kellemes környezetét. Ezen kívül a képzett szerszámgépész és ipari mester hangsúlyozza munkáltatója innovatív hozzáállását: „Bernd Krebs és a vezetőség mindig nyitott a modern technikába történő beruházásokra, amelyek javítanak minket.”
A Kern Micro HD már régóta a látókörünkben van.

Ez nem utolsósorban 2024-ben igazolódott, amikor a Kern Micro HD nagy pontosságú öt tengelyes központjának megvásárlásával jelentős beruházás történt az szerszámgyártás területén. Egy jól átgondolt lépés. Már körülbelül tíz éve rendszeres kapcsolat van Barbara Bergmannnal, a Kern területi értékesítési vezetőjével. A Kern Micro HD 2019-es piaci bevezetése óta a kapcsolat tovább intenzívebbé vált. Számos látogatás történt a Kern-nél Eschenlohéban is. Amit Johannes Herzog és kollégái ott láttak, lenyűgözte őket: „A munkatársak ott ugyanolyan motiváltak, mint nálunk.
Tisztelet teljesítmény jellemzi a kölcsönös kapcsolatokat, és érezhetően jó munkakörnyezet van. Ez mindig igazán jó érzést hagyott bennünk.
A Micro HD alkalmazástechnikai teljesítménybemutatói után gyorsan világossá vált, hogy ez az öt tengelyes precíziós központ a legjobb megoldást jelenti a toolcraft szerszámgyártás számára. Az egyetlen kis bökkenő: a megmunkálható alkatrészméret nem teljesen felel meg az optimumnak.
„Ha 320 x 320 mm-es palettákat tudnánk rögzíteni, az tökéletes lenne. Miután azonban megállapítottuk, hogy a kompakt Micro HD egyedi alkatrészeket akár 350 mm átmérőig képes megmunkálni, és ezen felül koordináta-fúrást is lehetővé tesz, az utolsó kétségeink is eloszlottak.“
Kreatív megoldás szűk helyzetekre

A döntés 2024 márciusában született. Jól öt hónappal később üzembe helyezték a Kern Micro HD-t. A vágóeszközgyártás szűk térbeli viszonyai miatt ebben az időszakban még néhány módosításra volt szükség. Csak egyet említve: A normálisan külön a padlón vagy a hibrid aggregátumon álló orsóhűtő aggregátumot a Kern tervezőinek különleges konstrukciója révén a szalagszűrő fölé helyezték. Így a teljes gép, beleértve az automatizálást és a szükséges hozzáférhetőségeket, mindössze körülbelül 5 x 5 m² területet foglal el.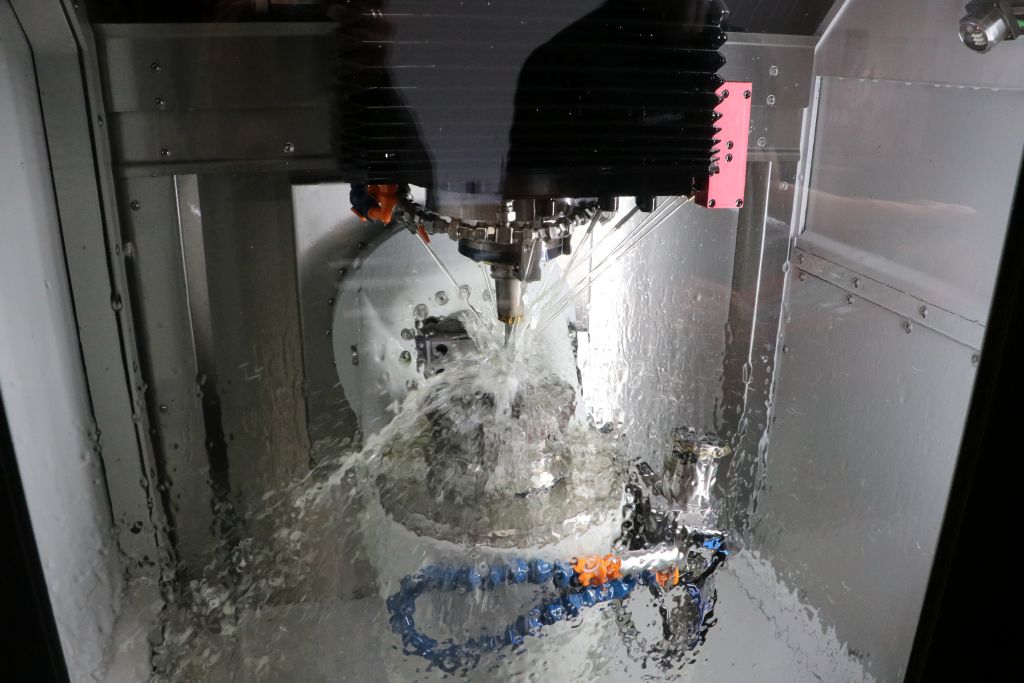
Johannes Herzog számára ez csak eines von vielen Belegen für die außergewöhnlich gute Zusammenarbeit mit Kern. Er erklärt: „Die technologische Überlegenheit der Maschine ist eine Sache. Zusammen mit der stets unterstützenden Anwendungstechnik von Kern Microtechnik ist das Angebot unschlagbar.“
A toolcraftnál a Kern Micro HD segítségével a kemény kontúros alkatrészek 90 százalékát marják és csiszolják.
A felhasználható anyagok széles skáláját öleli fel: főként szerszámacélokat, de rozsdamentes acélt, titánt, rezet, HSS-t és keményfémet is. Az elektródák esetében a gép csak akkor kerül alkalmazásra, ha rendkívül jó felületekre van szükség.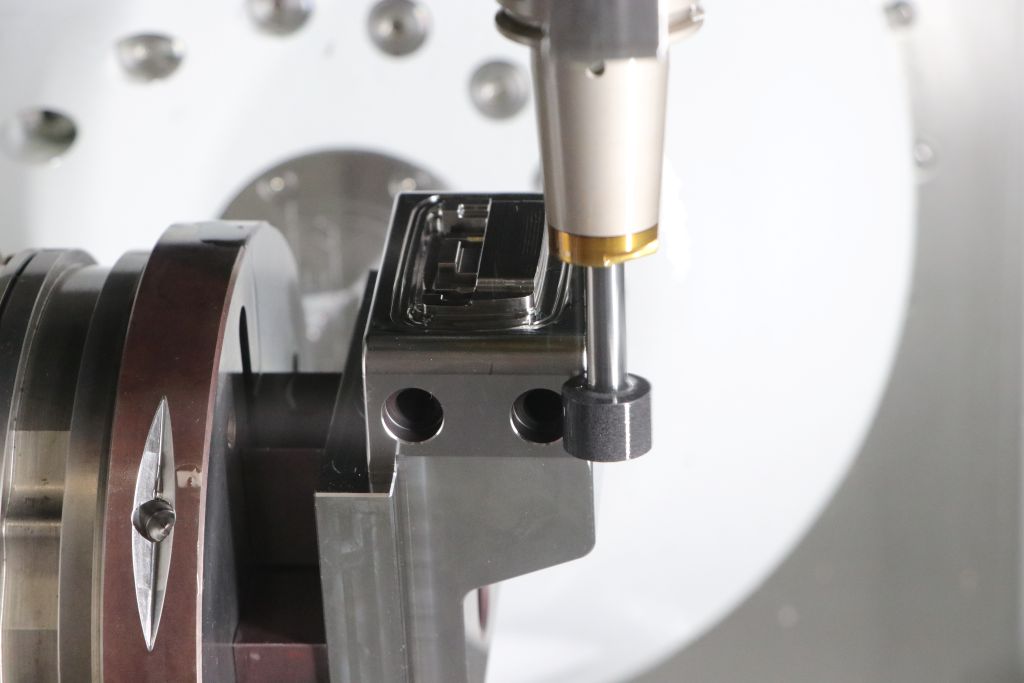
Általánosságban elmondható, hogy a gyártási minőséggel szembeni követelmények az szerszám- és formagyártásban gyakran rendkívül szigorúak. A toolcraft esetében néha Ra = 0,015 µm felületekre és 1,5 µm pontosságra van szükség. A Herzog szerint a folyamatbiztos értékek elérésében a választhatóan integrált csiszolócsomagnak döntő szerepe van: „Számunkra a pontosság áll a középpontban. Minden csökkentett µm a komponensen költségeket és átfutási időt takarít meg.”
Különösen a forgácsolásra hajlamos folyékony szilikon eszközöknél a Micro HD kiemelő és magfúrások koordinátszemcsés csiszolásával tudunk dolgozni. Ennek a „finom” csiszolásnak köszönhetően a kiemelők kopása is jelentősen csökken.
A gyártási folyamat átfutási ideje rendkívül csökkent.
Különösen fontosak Herzog számára a Kern Micro HD által elért folyamatoptimalizálások a gyártási folyamatokban. Konkétan: Korábban csapata tipikus alkatrészeket hat vagy hét lépésben állított elő. A durva megmunkálás után egy ötfunkciós marógépen következett a keményítés. Ezt követően az ötfelületű síkcsiszolás. Ezután egy újabb marási művelet következett két rögzítésben, mielőtt a furatok drót-érlelés révén kerültek beépítésre, és a süllyesztett élezés képviselte a gépi gyártás befejezését. A kézi utómunka gyakran elengedhetetlen volt.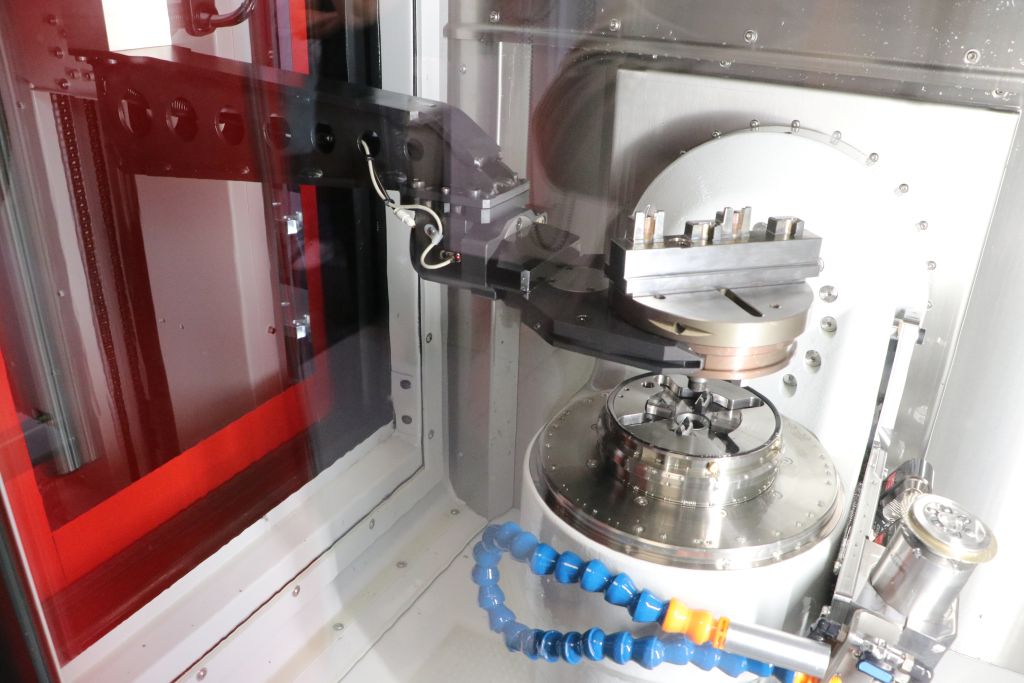
„Ma már két-három lépéssel kevesebbre van szükség – például a bonyolult síkcsiszolásra”, örül Johannes Herzog. A durva megmunkálás és a keményítés után az alkatrész a Kern Micro HD-val mindössze két rögzítésben teljesen meg van marva, beleértve a külső méretet és a koordinátásan csiszolt furatokat. Ezt követően, ha a marás és a koordinátás csiszolás nem lehetséges, még mindig szükség van a süllyesztett élezésre és drót-érlelésre. Kézi utómunka csak a legritkább esetekben szükséges.
„Ezzel legalább egy héttel csökkentjük a átfutási időnket”, mondja a csapatvezető a folyamatjavításokról. Egy csúszkán keresztül konkretizálja: „A síkcsiszolás elhagyásával körülbelül négy órát spórolunk a gépi időn, a drót-érlelésnél körülbelül ugyanezt. Ezen kívül kevesebb munkaidőre van szükség, mert a munkatársainknak korábban minden egyes alkatrészbe újra bele kellett gondolniuk, programozniuk és rögzíteniük kellett azt.”
Bár ez elsőre nem tűnik többnek, mint egy hét átfutási idő javulásának. De ha figyelembe vesszük, hogy a toolcraft összes gyártási állomása jól ki van használva, gyorsan világossá válik, hogy a kapacitáscsúcsok miatt az alkatrészek a következő feldolgozási lépés előtt is várakozhatnak.
Hőmérsékletkezelés, mikroszélesség-technológia és csiszolócsomag teszi a különbséget

Amikor arról kérdezik, mi a különbség a Kern Micro HD és más ötfunkciós precíziós megmunkáló központok között, Johannes Herzog több tényezőt is megemlít. Különösen egyet emel ki: „A gép teljes hőmérsékletkezelése a 45.000 perc-1 sebességű, hullámhűtésű orsóval egyedülálló.” Ezen kívül a Kern által szabadalmaztatott mikroszélesség-technológia minden lineáris tengelyen, amelyet Johannes Herzog és a Kern értékesítési tanácsadója, Barbara Bergmann egyaránt kiemel. Az mérnök hozzátette: „Fejlesztőinknek sikerült mindezeket az egyes innovációkat tökéletesen kombinálniuk.” További előnyként említi Bergmann az olajjal való marás lehetőségét – különösen a csiszolócsomaggal összekapcsolva: „Ez még tovább növeli a folyamatbiztonságot és lehetővé teszi az optimális feldolgozási eredményeket különböző anyagok esetén.”
A gép kihasználtságának maximalizálása érdekében a toolcraft a Kern Micro HD-t egy Erowa ERC-80 automatizálással látta el. Az üzem 11 ITS50/72 paletta és 48 ITS148 paletta számára kínál helyet. Így a 150 órát meghaladó futási idő már nem ritkaság. Egy ember nélküli 24/7 üzemelés így szinte megvalósítható – akár hétvégi műszakokon is. A munkatársak tehát általában nyugodtan bízhatnak egy egy műszakos munkafolyamatban. Ez nem elhanyagolható előny a kompetens szakemberek keresésekor.
Kapcsolat:


