


Jako dodavatel pro vysoce náročné odvětví, jako je letectví a kosmonautika a medicínská technika, ví společnost toolcraft, co znamená nejvyšší přesnost. Aby splnila stále rostoucí požadavky v oblasti strojírenství, investovala společnost v roce 2024 znovu a zvolila pětiosé prémiové obráběcí centrum Kern Micro HD. Dozorčí rada, vedení, týmoví vedoucí a zaměstnanci se shodují: „Lepší volbu jsme nemohli udělat – jak s touto strojní technikou, tak i v oblasti spolupráce.“

Od zakladatele k předsedovi dozorčí rady – Bernd Krebs má od roku 1989 neustále bdělý dohled nad svou firmou, toolcraft AG. Operativní záležitosti předal před přibližně pěti lety v rámci přeměny na akciovou společnost do mladších, stejně kompetentních rukou (viz rámeček). A tak se jeho společnost rovnoměrně vyvíjí a dnes zaměstnává téměř 500 pracovníků. S vysokopřesným obráběním, aditivní výrobou, robotikou a automatizací, jakož i vstřikováním a nástrojárnou se sídlem ve Spaltu u Norimberka má toolcraft v portfoliu širokou škálu inovativních služeb.
Bernd Krebs považuje za rozhodující pro pozitivní vývoj mimo jiné vysokou kulturu motivace a důvěry ve své společnosti. Je přesvědčen: „Pouze pokud je pracovní klima v pořádku, zaměstnanci plně využívají svůj potenciál a přicházejí s nápady, které nás skutečně posunou dál.“ To, že se to daří, není vidět jen na dobrých číslech v obecně obtížných časech, ale také je to cítit všude, když se podíváte do přátelských tváří zaměstnanců.
Také Johannes Herzog, vedoucí týmu ve výrobě nástrojů, si cení příjemného prostředí ve firmě toolcraft. Kromě toho zdůrazňuje inovativní přístup svého zaměstnavatele: „Bernd Krebs a naši vedoucí mají vždy otevřené ucho, pokud jde o investice do moderní technologie, která nás zlepšuje.“
Kern Micro HD už dlouho v hledáčku

To se potvrdilo nejen v roce 2024, kdy byla provedena velká investice v oblasti nástrojařství s vysoce přesným pětiosým centrem Kern Micro HD. Dobře promyšlený krok. Již více než deset let probíhá pravidelná výměna informací s oblastní prodejní manažerkou Kern, Barbarou Bergmann. Od uvedení Kern Micro HD na trh v roce 2019 se kontakt dále intenzivně rozvíjel. Různé návštěvy v Kernu v Eschenlohe včetně. To, co Johannes Herzog a jeho kolegové tam viděli, je ohromilo: „Zaměstnanci jsou tam stejně motivovaní jako u nás.
Panuje zde vzájemný respekt a pocit dobré pracovní atmosféry. To u nás pokaždé zanechalo opravdu dobrý pocit.
Po výkonnostních demonstracích Micro HD v aplikační technice bylo rychle jasné, že toto přesné pětiosé centrum představuje nejlepší možné řešení pro nástrojárnu toolcraft. Jedinou malou kaňkou je, že zpracovávaná velikost dílce neodpovídá zcela optimu.
„Pokud bychom mohli upnout palety o rozměrech 320 x 320 mm, bylo by to perfektní. Poté, co jsme však zjistili, že kompaktní Micro HD dokáže zpracovávat jednotlivé díly až do průměru 350 mm a navíc umožňuje koordinované broušení, byly naše poslední pochybnosti rozptýleny.“
Kreativní řešení pro stísněné prostory

Rozhodnutí padlo v březnu 2024. Dobře pět měsíců poté byla uvedena do provozu Kern Micro HD. Vzhledem k omezeným prostorovým podmínkám ve strojírenském oddělení bylo v této době ještě nutné provést několik úprav. Abychom jmenovali alespoň jednu: Chladicí agregát vřetena, který obvykle stojí samostatně na podlaze nebo na hybridním agregátu, byl díky speciální konstrukci inženýrů Kern umístěn nad pásovým filtrem. Celý stroj včetně automatizace a potřebných přístupových cest tak zabírá pouze přibližně 5 x 5 m² plochy.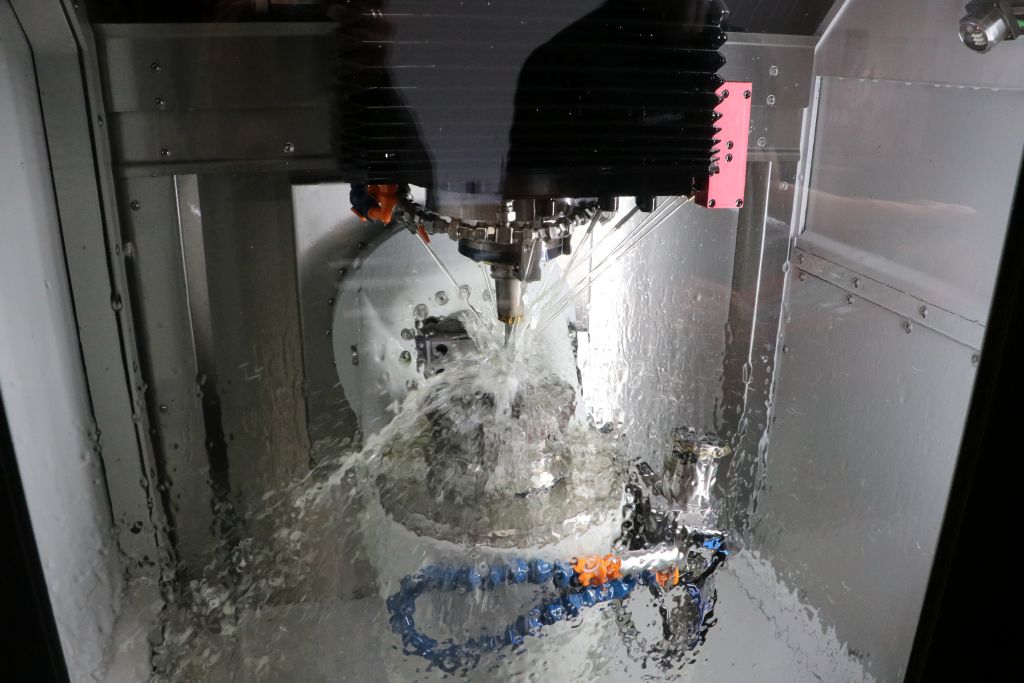
Pro Johannese Herzoga je to jen jeden z mnoha důkazů výjimečně dobré spolupráce se společností Kern. Vysvětluje: „Technologická převaha stroje je jedna věc. Spolu s neustálou podporou aplikační techniky od Kern Microtechnik je nabídka nepřekonatelná.“
Ve společnosti toolcraft se s jádrovým Micro HD frézují a brousí 90 procent tvrdých konturových dílů.
Materiálová paleta je široká: převážně nástroje oceli, ale také nerezová ocel, titan, měď, HSS a tvrdokov. Stroj se používá pro elektrody pouze tehdy, když jsou vyžadovány mimořádně dobré povrchy.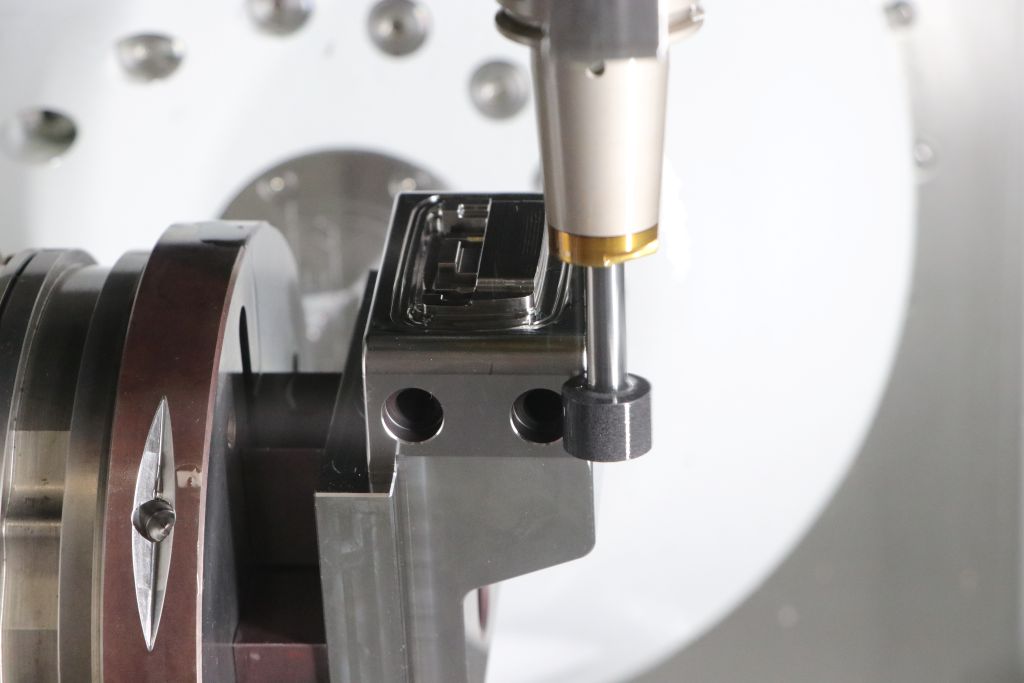
Obecně jsou požadavky na výrobní kvalitu ve strojírenství a výrobě forem často extrémní. Společnost toolcraft potřebuje někdy povrchy s Ra = 0,015 µm a přesnosti v oblasti 1,5 µm. Podle Herzoga má volitelně integrovaný brusný balíček rozhodující podíl na procesně bezpečném dosažení těchto hodnot: „Pro nás je především důležitá přesnost. Každý snížený µm na dílu nám šetří náklady a čas potřebný k výrobě.“
Zvláště u nástrojů náchylných k otřepům pro tekutý silikon můžeme s pomocí Micro HD vyhazovače a jádrových vrtáků provádět souřadnicové broušení. Díky tomuto „honovacímu“ broušení ve vrtání se také výrazně snižuje opotřebení vyhazovačů.
Doba průchodu ve výrobním procesu byla extrémně zkrácena.
Zejména důležité jsou pro Herzoga optimalizace procesů dosažené díky Kern Micro HD v výrobních procesech. Konkrétně: Dříve vyráběl jeho tým typické součásti v šesti nebo sedmi krocích. Po hrubování na pětiosém frézovacím stroji následovalo kalení. Poté pětistranné ploché broušení. Následovala další frézovací operace ve dvou upínáních, než byly provedeny otvory pomocí drátového erodování a zapuštěné erodování představovalo strojní dokončení výroby. Ruční dokončovací práce byly často nezbytné.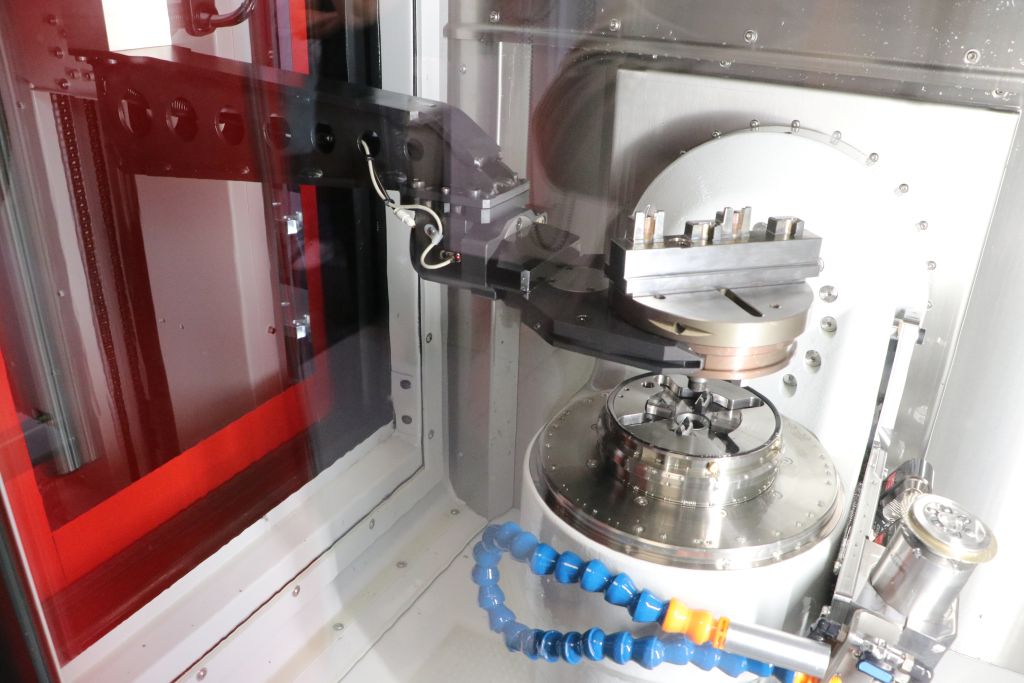
„Dnes potřebujeme o dva až tři kroky méně – například náročné ploché broušení,“ raduje se Johannes Herzog. Po hrubování a kalení je součást s Kern Micro HD kompletně frézována pouze ve dvou upínáních, včetně vnějších rozměrů a koordinovaně broušených otvorů. Následně, pokud to není možné vyrobit frézováním a koordinovaným broušením, probíhá ještě zapuštěné a drátové erodování. Ruční dokončovací práce jsou nyní nutné jen ve velmi vzácných případech.
„Tímto způsobem snižujeme naši dobu průchodu o minimálně jeden týden,“ uvádí vedoucí týmu zlepšení procesů. Na příkladu klapky konkretizuje: „Zrušením plochého broušení šetříme přibližně čtyři hodiny strojního času, u drátového erodování přibližně to samé znovu. Kromě toho potřebujeme méně pracovní doby, protože naši zaměstnanci se dříve museli do každé součásti znovu vžít, naprogramovat ji a upnout.“
To sice na první pohled nevypadá jako více než týden zlepšení doby průchodu. Ale když vezmeme v úvahu, že v toolcraft jsou všechny výrobní stanice dobře vytíženy, rychle je jasné, že kvůli kapacitním špičkám mohou také nastat prostoje součástí před dalším krokem zpracování.
Řízení teploty, mikroštěrbinová technologie a brusný balíček dělají rozdíl

Když se ptá, co dělá Kern Micro HD odlišnou od jiných pětiosých přesných obráběcích center, vidí Johannes Herzog několik faktorů. Jeden z nich zvlášť vyzdvihuje: „Řízení teploty celé stroje v kombinaci s 45 000 ot./min rychlou, vlnově chlazenou vřetenem je jedinečné.“ K tomu se přidává patentovaná mikroštěrbinová technologie Kern ve všech lineárních osách, kterou Johannes Herzog a obchodní poradkyně Kern Barbara Bergmann rovněž zdůrazňují. Inženýrka k tomu dodává: „Naši vývojáři dokázali perfektně zkombinovat všechny tyto jednotlivé inovace.“ Další výhodou je možnost frézování s olejem – zejména ve spojení s brusným balíčkem: „To ještě více zvyšuje procesní bezpečnost a umožňuje optimální výsledky zpracování u různých materiálů.“
Pro maximalizaci vytížení stroje vybavil toolcraft svou Kern Micro HD automatizací Erowa ERC-80. Zařízení nabízí místo pro 11 ITS50/72 palet a 48 ITS148 palet. Provozní doby přes 150 hodin tedy již nejsou výjimkou. Bezobslužný provoz 24/7 je tak téměř realizovatelný – i přes víkendové směny. Zaměstnanci se tedy obvykle mohou spolehnout na jednosměnný provoz. To je významná výhoda při hledání kvalifikovaných odborníků.
Kontakt:


