


Kao dobavljač za visoko zahtjevne industrije poput zrakoplovstva i medicinske tehnologije, toolcraft zna što znači najviša preciznost. Kako bi ispunili stalno rastuće zahtjeve u proizvodnji alata, tvrtka je 2024. ponovno investirala i odlučila se za petosmjerno premium obradno središte Kern Micro HD. Nadzorni odbor, uprava, vodstvo tima i zaposlenici slažu se: 'Nismo mogli bolje pogoditi - s mašinom i suradnjom.'

Od osnivača do predsjednika nadzornog odbora - Bernd Krebs od 1989. uvijek pomno prati svoju tvrtku, toolcraft AG. Operativne poslove predao je prije otprilike pet godina u okviru preoblikovanja u AG mlađim, jednako kompetentnim rukama (vidi okvir). Tako se njegova tvrtka ravnomjerno razvija i danas zapošljava gotovo 500 zaposlenika. S visoko preciznom obradom, aditivnom proizvodnjom, robotikom i automatizacijom te injekcijskim prešanjem i proizvodnjom alata smještenom u Spaltu kod Nürnberga, toolcraft ima raznovrsne inovativne usluge u svom portfelju.
Bernd Krebs smatra da je visoka motivacijska i povjerenjska kultura u njegovoj tvrtki ključna za pozitivan razvoj. Uvjeren je: 'Samo kada je radna atmosfera dobra, zaposlenici mogu ostvariti svoj puni potencijal i donijeti ideje koje nas stvarno pokreću.' Da to uspijeva, ne vidi se samo u dobrim brojkama u općenito teškim vremenima, već se također može osjetiti svuda, kada se pogleda u prijateljske lica zaposlenika.
I Johannes Herzog, voditelj tima u proizvodnji alata, cijeni ugodno okruženje kod toolcrafta. Osim toga, ističe inovativan pristup svog poslodavca: 'Bernd Krebs i naši članovi uprave uvijek imaju otvoreno uho kada je u pitanju ulaganje u modernu tehnologiju koja nas poboljšava.'
Kern Micro HD već dugo u fokusu

To se potvrdilo ne samo 2024. godine, kada je s visoko preciznim petosmjernim središtem Kern Micro HD izvršena velika investicija u području proizvodnje alata. Dobro promišljen korak. Već više od deset godina odvija se redovita razmjena s regionalnom prodajnom menadžericom Kern, Barbarom Bergmann. Od uvođenja Kern Micro HD na tržište 2019. godine kontakt se dodatno intenzivirao. Različite posjete Kernu u Eschenloheu uključene. Ono što su Johannes Herzog i njegovi kolege tamo vidjeli, impresioniralo ih je: 'Zaposlenici su tamo jednako motivirani kao i kod nas.'
Postoji međusobno poštovanje i osjetno dobra radna atmosfera. To nam je svaki put ostavilo dobar osjećaj.
Nakon demonstracija performansi Micro HD u primjeni, brzo je postalo jasno da ovo precizno petosmjerno središte predstavlja najbolje moguće rješenje za proizvodnju alata toolcrafta. Jedini mali nedostatak: Veličina obrađivog dijela ne odgovara potpuno optimalnom.
'Ako bismo mogli stegnuti palete veličine 320 x 320 mm, to bi bilo savršeno. Međutim, kada smo otkrili da kompaktna Micro HD može obrađivati pojedinačne dijelove do promjera od 350 mm i omogućava koordinatno brušenje, naši posljednji sumnje su nestale.'
Kreativno rješenje za ograničene prostorne uvjete

Odluka je donesena u ožujku 2024. Godinu dana kasnije, Kern Micro HD je pušten u rad. Zbog ograničenih prostornih uvjeta u proizvodnji alata, u tom razdoblju bilo je potrebno još nekoliko prilagodbi. Da spomenemo samo jednu: Agregat za hlađenje vretena, koji obično stoji odvojeno na tlu ili na hibridnom agregatu, postavljen je iznad trake za filtriranje zahvaljujući specijalnoj konstrukciji inženjera iz Kerna. Tako cijela mašina s automatizacijom i potrebnim pristupima zauzima samo oko 5 x 5 m² površine.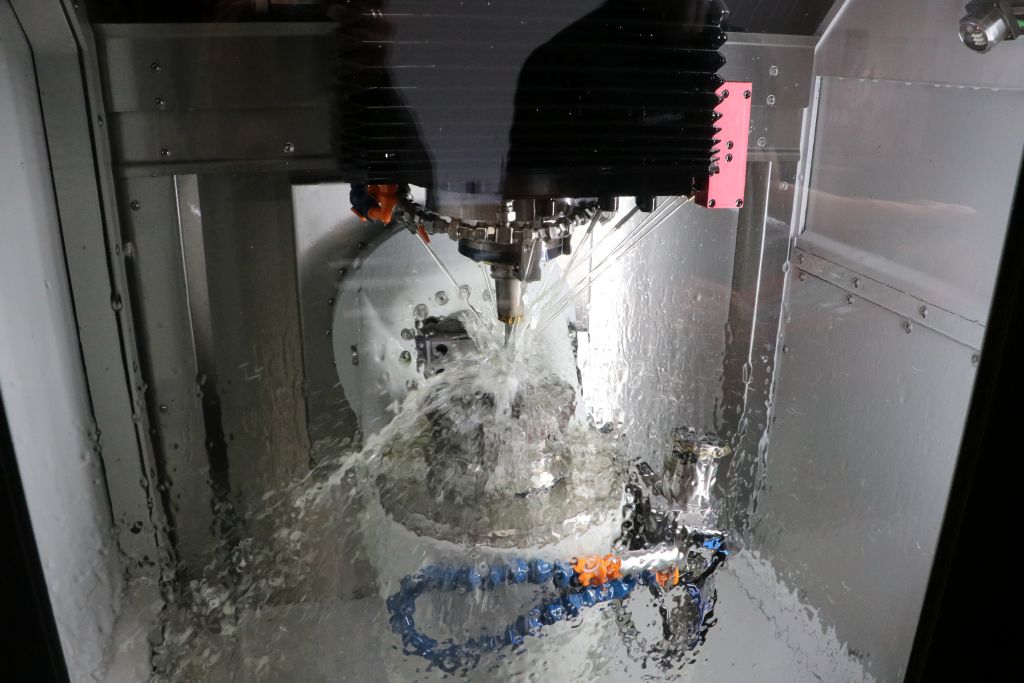
Za Johannesa Herzoga, to je samo jedan od mnogih dokaza izvanredne suradnje s Kernom. Objašnjava: 'Tehnološka superiornost mašine je jedna stvar. Zajedno s uvijek podržavajućom primjenom tehnologije Kern Microtechnik, ponuda je neusporediva.'
U toolcraftu se s Kern Micro HD obrađuje 90 posto tvrdih kontura dijelova.
Pri tome je paleta materijala široka: uglavnom alatni čelici, ali i nehrđajući čelik, titan, bakar, HSS i tvrdometalni materijali. Mašina se koristi za elektrode samo kada su potrebne izuzetno dobre površine.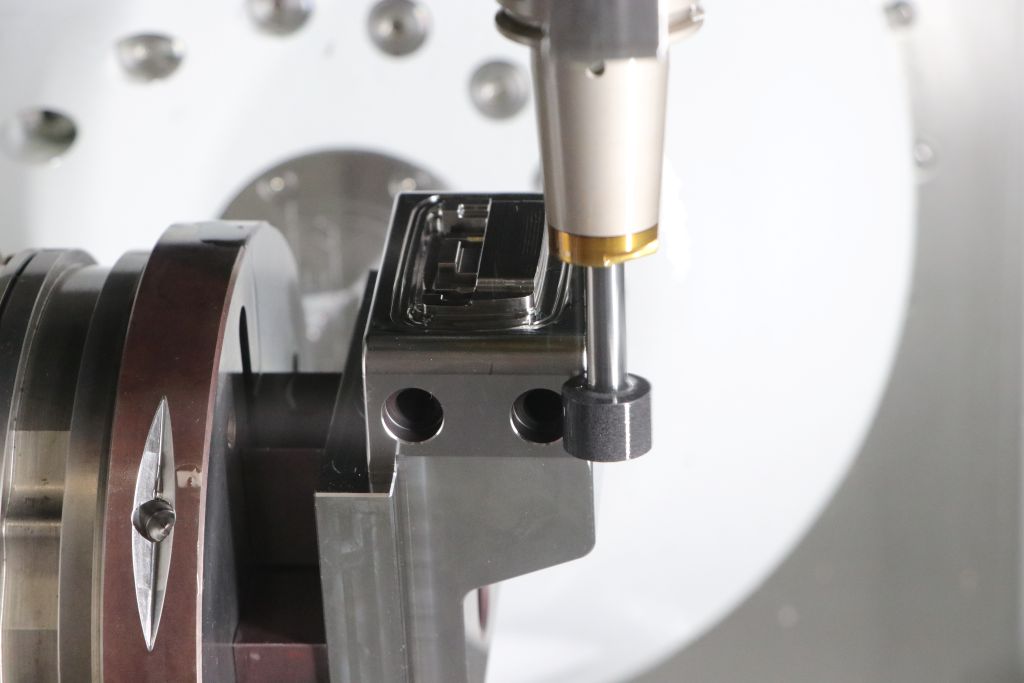
Općenito, zahtjevi za kvalitetom proizvodnje u proizvodnji alata i kalupa često su ekstremni. Toolcraft ponekad zahtijeva površine od Ra = 0,015 μm i preciznosti u rasponu od 1,5 μm. Prema Herzogu, opcionalno integrirani paket za brušenje igra ključnu ulogu u sigurnom postizanju tih vrijednosti: 'Za nas je prvenstveno fokus na preciznosti. Svaki smanjeni μm na dijelu štedi nam troškove i vrijeme obrade.'
Osobito kod alata sklonih stvaranju strugotina za tekući silikon, možemo s Micro HD koordinatno brusiti izbacivače i jezgre. Zahvaljujući ovom 'Hon' brušenju u otvorima, trošenje izbacivača se također značajno smanjuje.
Vrijeme obrade u proizvodnom procesu ekstremno smanjeno
Posebno su važna poboljšanja procesa koja je Herzog postigao zahvaljujući Kern Micro HD u proizvodnim procesima. Konkretno: Njegov tim ranije je proizvodio tipične dijelove u šest ili sedam koraka. Nakon grubog rezanja na petosnom frezaru, slijedilo je kaljenje. Zatim je uslijedilo petostrano ravno brušenje. Nakon toga, uslijedila je dodatna frezarska obrada u dva stezanja, prije nego što su bušenja izvedena žičanim erodiranjem, a erodiranje rupa predstavljalo je završetak strojne proizvodnje. Ručni doradi često su bili neizbježni.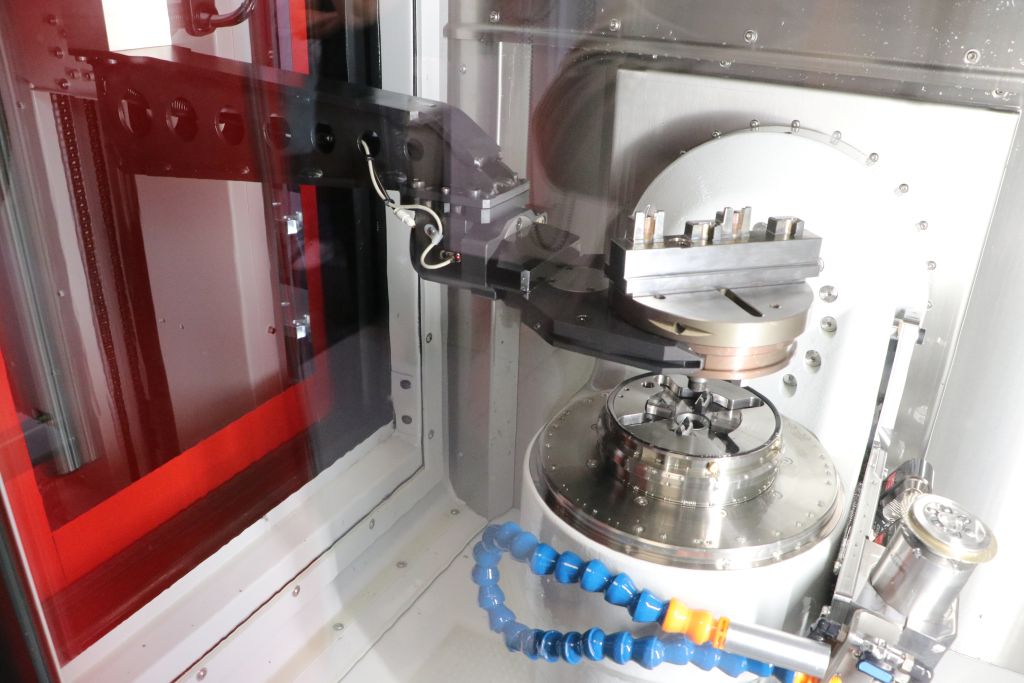
„Danas nam treba dva do tri koraka manje – na primjer, složeno ravno brušenje“, raduje se Johannes Herzog. Nakon grubog rezanja i kaljenja, dio se s Kern Micro HD u samo dva stezanja potpuno freza, uključujući vanjske dimenzije i koordinatno brušene rupe. Nakon toga, ako se ne može izraditi frezanjem i koordinatnim brušenjem, slijedi erodiranje rupa i žičano erodiranje. Ručni doradak potreban je samo u rijetkim slučajevima.
„Time smanjujemo naše vrijeme obrade za najmanje tjedan dana“, precizira voditelj tima poboljšanja procesa. Na primjeru kliznika konkretizira: „Zbog ukidanja ravnog brušenja štedimo oko četiri sata vremena stroja, a kod žičanog erodiranja otprilike isto još jednom. Osim toga, trebamo manje radnog vremena, jer su naši zaposlenici ranije morali ponovno razmišljati o svakom dijelu, programirati ga i stegnuti.“
Iako to na prvi pogled ne zvuči kao više od tjedan dana poboljšanja vremena obrade. No, kada se uzme u obzir da su sve proizvodne stanice u toolcraftu dobro opterećene, brzo postaje jasno da zbog vrhunca kapaciteta može doći do zastoja dijelova prije sljedećeg koraka obrade.
Upravljanje temperaturom, tehnologija mikro razmaka i paket brušenja čine razliku

Kada ga pitaju što čini razliku između Kern Micro HD i drugih petosnih preciznih obradnih centara, Johannes Herzog ističe nekoliko faktora. Jedan posebno ističe: „Upravljanje temperaturom cijele mašine u kombinaciji s brzinom od 45.000 min-1, hlađenom valjkom, jedinstveno je.“ Uz to, tu je i Kernova patentirana tehnologija mikro razmaka u svim linearnih osama, koju jednako ističu Johannes Herzog i savjetnica za prodaju Kern Barbara Bergmann. Inženjerka dodaje: „Naši su developeri uspjeli savršeno kombinirati sve te pojedinačne inovacije.“ Kao dodatnu prednost, Bergmann navodi mogućnost frezanja s uljem – posebno u kombinaciji s paketom brušenja: „To dodatno povećava sigurnost procesa i omogućuje optimalne rezultate obrade kod različitih materijala.“
Kako bi maksimizirao opterećenje mašine, toolcraft je svoju Kern Micro HD opremio automatizacijom Erowa ERC-80. Sustav nudi prostor za 11 ITS50/72 paleta i 48 ITS148 paleta. Vrijeme rada od više od 150 sati više nije rijetkost. Rad bez osoblja 24/7 je tako gotovo ostvariv – čak i tijekom vikend smjena. Zaposlenici se tako u normalnim okolnostima mogu pouzdati u jednosmjernu radnu operaciju. To je značajna prednost u potrazi za kompetentnim stručnjacima.
Kontakt:


