


As a supplier to highly demanding industries such as aerospace and medical technology, toolcraft knows what the highest precision means. To meet the continuously increasing demands in toolmaking, the company invested again in 2024 and opted for the five-axis premium machining center Kern Micro HD. The supervisory board, management, team leaders, and employees agree: 'We couldn't have made a better choice – with the machine and the collaboration.'

From founder to chairman of the supervisory board – Bernd Krebs has kept a watchful eye on his company, toolcraft AG, since 1989. He handed over the operational business about five years ago during the transformation to AG to younger, equally competent hands (see box). And thus, his company continues to develop steadily and now employs nearly 500 people. With high-precision machining, additive manufacturing, robotics and automation, as well as injection molding and toolmaking based in Spalt near Nuremberg, toolcraft has a diverse portfolio of innovative services.
Bernd Krebs sees the high motivation and trust culture in his company as crucial for positive development. He is convinced: 'Only when the work atmosphere is right can employees fully realize their potential and contribute ideas that really move us forward.' This is not only reflected in the good numbers during generally difficult times, but it is also palpable everywhere when looking into the friendly faces of the employees.
Johannes Herzog, team leader in toolmaking, also appreciates the pleasant environment at toolcraft. Furthermore, the trained tool mechanic and industrial master emphasizes the innovative attitude of his employer: 'Bernd Krebs and our management always have an open ear when it comes to investments in modern technology that make us better.'
Kern Micro HD long in focus

This was confirmed in 2024, when a major investment was made in toolmaking with the highly precise five-axis center Kern Micro HD. A well-considered step. For over ten years, there has been regular exchange with Kern's regional sales manager Barbara Bergmann. Since the market introduction of the Kern Micro HD in 2019, the contact has intensified. Various visits to Kern in Eschenlohe included. What Johannes Herzog and his colleagues saw there impressed them: 'The employees there are just as motivated as we are.'
There is a respectful interaction and a noticeably good working atmosphere. That has left us with a really good feeling every time.
After the performance demonstrations of the Micro HD in application technology, it quickly became clear that this precision five-axis center represents the best possible solution for toolcraft's toolmaking. The only small downside: the processable component size does not quite match the optimum.
'If we could clamp pallets measuring 320 x 320 mm, that would be perfect. However, after we found out that the compact Micro HD can process individual components up to a diameter of 350 mm and also allows coordinate grinding, our last doubts were dispelled.'
Creative solution for cramped conditions

The decision was made in March 2024. About five months later, the Kern Micro HD went into operation. Due to the cramped spatial conditions in the splitter toolmaking, several adjustments were necessary during this time. To name just one: The spindle cooling unit, which normally stands separately on the floor or on the hybrid unit, was placed above the band filter through a special construction by Kern's designers. Thus, the entire machine, along with automation and necessary access points, occupies only about 5 x 5 m² of space.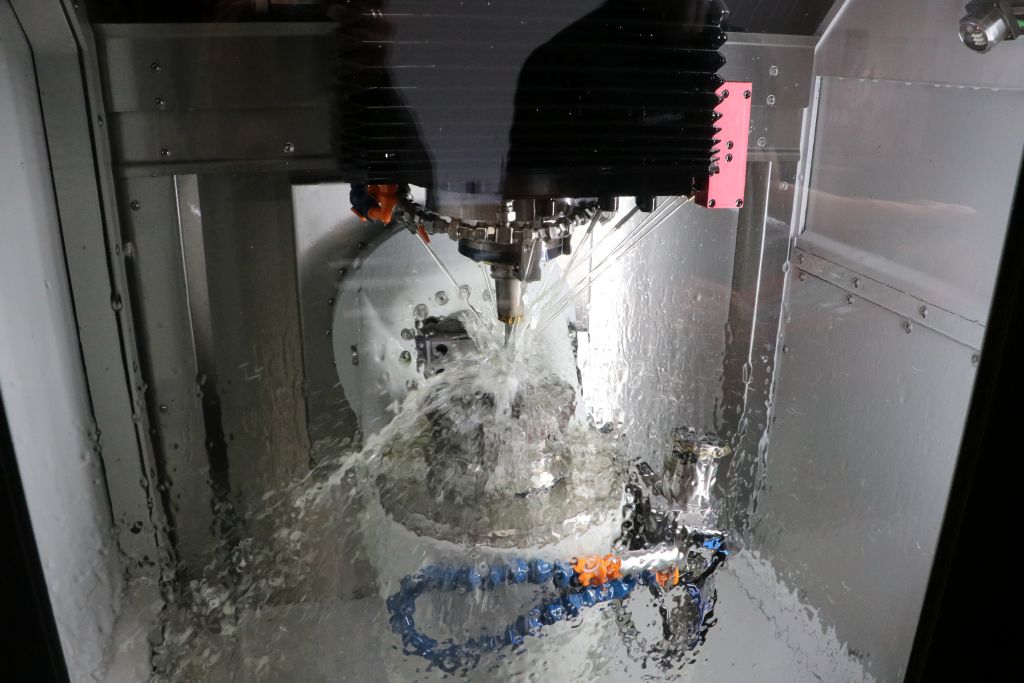
For Johannes Herzog, this is just one of many pieces of evidence for the extraordinarily good collaboration with Kern. He explains: 'The technological superiority of the machine is one thing. Together with the always supportive application technology from Kern Microtechnik, the offer is unbeatable.'
At toolcraft, 90 percent of hard contour components are milled and ground with the Kern Micro HD.
The material range is broad: mainly tool steels, but also stainless steel, titanium, copper, HSS, and carbide. The machine is only used for electrodes when exceptionally good surfaces are required.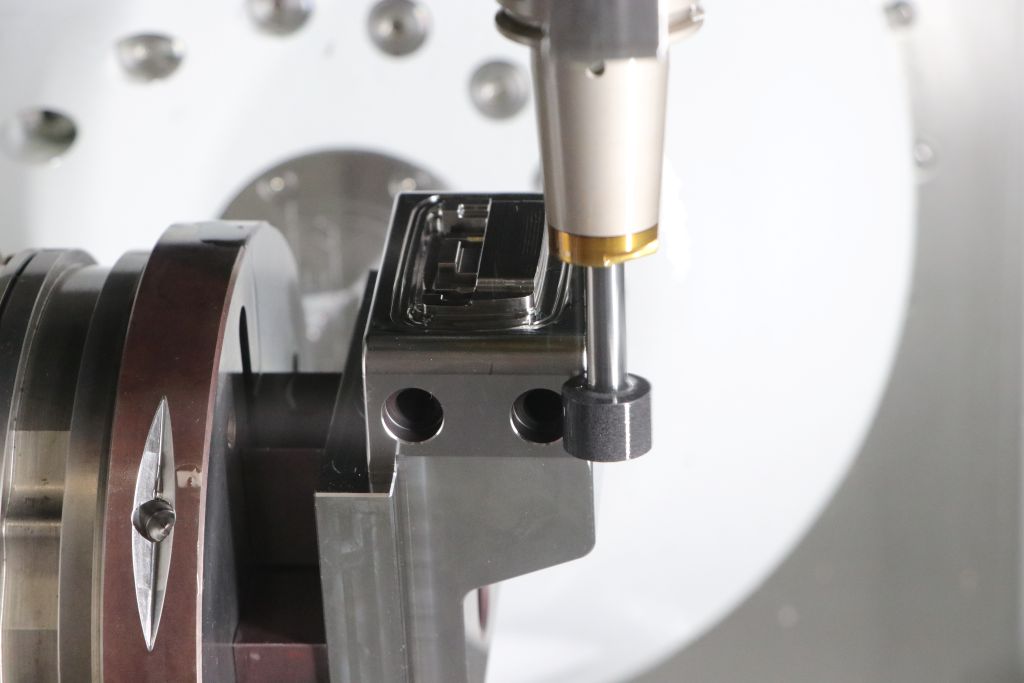
In general, the requirements for manufacturing quality in tool and mold making are often extremely high. Toolcraft sometimes requires surfaces of Ra = 0.015 µm and accuracies in the range of 1.5 µm. According to Herzog, the optionally integrated grinding package plays a crucial role in reliably achieving these values: 'For us, accuracy is the main focus. Every reduced µm on the component saves us costs and lead time.'
Especially for burr-prone tools for liquid silicone, we can coordinate grind ejectors and core holes with the Micro HD. Thanks to this 'honing' grind in the holes, wear on the ejectors is also significantly reduced.
Lead times in the manufacturing process are extremely reduced.
Especially important to Herzog are the process optimizations achieved with the Kern Micro HD in the manufacturing processes. Specifically: Previously, his team manufactured typical components in six or seven steps. After roughing on a five-axis milling machine, it went to hardening. This was followed by five-sided surface grinding. Then came another milling operation in two setups, before holes were introduced via wire EDM and sinker EDM represented the mechanical completion of manufacturing. Manual rework was often essential.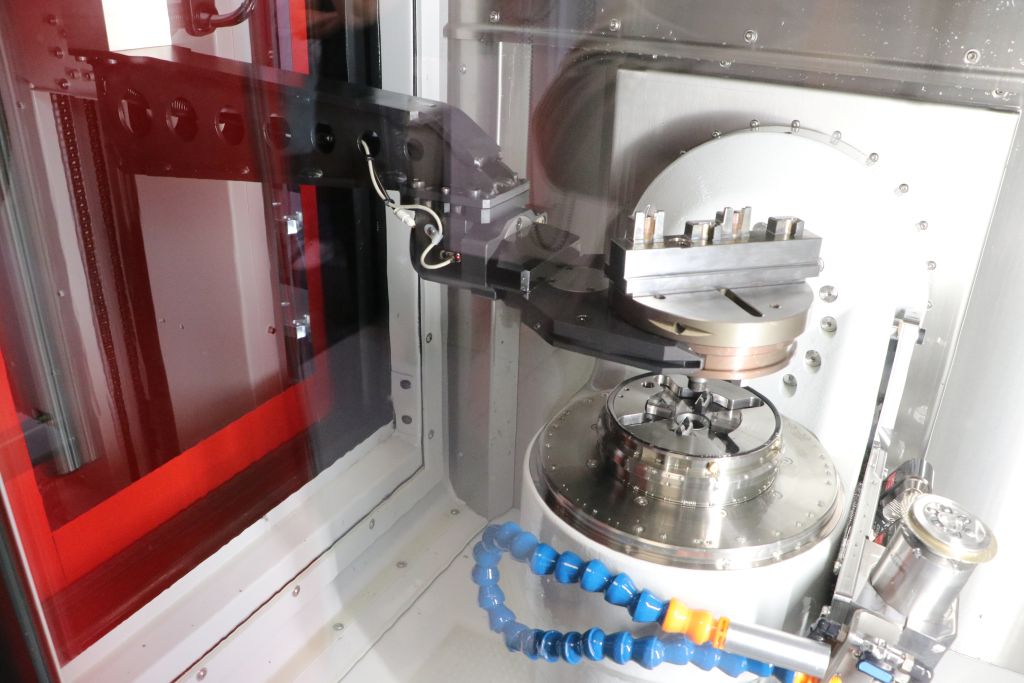
“Today we need two to three steps less – for example, the elaborate surface grinding,” Johannes Herzog is pleased to say. After roughing and hardening, the component is completely milled with the Kern Micro HD in just two setups, including external dimensions and coordinate-ground holes. Subsequently, if it cannot be produced through milling and coordinate grinding, sinker EDM and wire EDM are still performed. Manual rework is only necessary in the rarest cases.
“We reduce our lead time by at least a week,” the team leader quantifies the process improvements. Using the example of a slider, he specifies: “By eliminating surface grinding, we save about four hours of machine time, and approximately the same again for wire EDM. Additionally, we require less labor time, as our employees previously had to rethink each component, program it, and set it up anew.”
While this initially does not sound like more than a week of lead time improvement, it quickly becomes clear that at toolcraft, all manufacturing stations are well utilized, and due to capacity peaks, there can also be downtime for the components before the next processing step.
Temperature management, micro-gap technology, and grinding package make the difference.

When asked what distinguishes the Kern Micro HD from other five-axis precision machining centers, Johannes Herzog sees several factors. He highlights one in particular: “The temperature management of the entire machine in combination with the 45,000 rpm, water-cooled spindle is unique.” Additionally, there is the patented micro-gap technology from Kern in all linear axes, which both Johannes Herzog and Kern sales consultant Barbara Bergmann emphasize. The engineer adds: “Our developers have managed to perfectly combine all these individual innovations.” As another advantage, Bergmann mentions the possibility of milling with oil – especially in connection with the grinding package: “This further increases process reliability and enables optimal machining results with a variety of materials.”
To maximize machine utilization, toolcraft has equipped its Kern Micro HD with an Erowa ERC-80 automation system. The system offers space for 11 ITS50/72 pallets and 48 ITS148 pallets. Running times of over 150 hours are therefore no longer uncommon. A manless 24/7 operation is thus almost realizable – even over weekend shifts. Employees can generally rely on a single-shift operation. This is a significant advantage in the search for skilled professionals.
Contact:


