


Kot dobavitelj za visoko zahtevne panoge, kot sta letalska in vesoljska industrija ter medicinska tehnologija, toolcraft ve, kaj pomeni najvišja natančnost. Da bi izpolnili nenehno rastoče zahteve v orodjarstvu, je podjetje leta 2024 ponovno investiralo in se odločilo za petosno premium obdelovalno središče Kern Micro HD. Nadzorni odbor, uprava, vodstvo ekip in zaposleni se strinjajo: 'Nismo mogli bolje izbrati – z napravo in sodelovanjem.'

Od ustanovitelja do predsednika nadzornega odbora – Bernd Krebs že od leta 1989 skrbno spremlja svojo podjetje, toolcraft AG. Operativne dejavnosti je pred približno petimi leti prenesel v mlajše, prav tako usposobljene roke v okviru preoblikovanja v AG (glej okvir). Tako se njegovo podjetje enakomerno razvija in danes zaposluje skoraj 500 ljudi. S hiper natančnim obdelovanjem, aditivno proizvodnjo, robotiko in avtomatizacijo ter brizganjem in orodjarstvom, ki se nahaja v Spaltu pri Nürnbergu, ima toolcraft široko paleto inovativnih storitev.
Bernd Krebs kot odločilnega za pozitivni razvoj vidi med drugim visoko motivacijsko in zaupno kulturo v svojem podjetju. Prepričan je: 'Samo, če je delovno okolje ustrezno, zaposleni izkoristijo svoj polni potencial in prinašajo ideje, ki nas resnično napredujejo.' Da to deluje, ni vidno le v dobrih številkah v splošno težkih časih, temveč je tudi povsod čutiti, ko pogledaš v prijazne obraze zaposlenih.
Tudi Johannes Herzog, vodja ekipe v orodjarstvu, ceni prijetno okolje pri toolcraft. Poleg tega podčrtuje inovativno naravnanost svojega delodajalca: 'Bernd Krebs in naši vodstveni delavci vedno prisluhnejo, ko gre za naložbe v moderno tehnologijo, ki nas izboljšuje.'
Kern Micro HD že dolgo v fokusu

To se je potrdilo tudi leta 2024, ko je bila z natančnim petosnim središčem Kern Micro HD izvedena velika naložba na področju orodjarstva. Dobro premišljen korak. Že dobro desetletje poteka redna izmenjava z regionalno prodajno vodjo Kern, Barbaro Bergmann. Od tržne uvedbe Kern Micro HD leta 2019 se je stik še okrepil. Različni obiski pri Kern v Eschenloheu vključeni. Kar so tam videli Johannes Herzog in njegovi kolegi, jih je navdušilo: 'Zaposleni so tam prav tako motivirani kot pri nas.'
Obstaja spoštljiv odnos med seboj in občutno dobro delovno vzdušje. To je pri nas vsakič pustilo res dobro občutje.
Po predstavitvah zmogljivosti Micro HD v aplikacijski tehniki je bilo hitro jasno, da to natančno petosno središče predstavlja najboljšo možno rešitev za orodjarstvo toolcraft. Edina majhna pomanjkljivost: obdelovalna velikost komponent ne ustreza povsem optimumu.
'Če bi lahko pritrjevali palete velikosti 320 x 320 mm, bi bilo to popolno. Potem ko smo ugotovili, da kompaktna Micro HD lahko obdeluje posamezne komponente do premera 350 mm in omogoča tudi koordinatno brušenje, so bili naši zadnji dvomi razblinjeni.'
Kreativna rešitev za omejene prostorske razmere

Odločitev je padla marca 2024. Dobrih pet mesecev kasneje je Kern Micro HD začela obratovati. Zaradi omejenih prostorskih razmer v orodjarstvu Spalter so bile v tem času potrebne še nekatere prilagoditve. Da omenimo le eno: agregat za hlajenje vretena, ki običajno stoji ločeno na tleh ali na hibridnem agregatu, je bil s posebno konstrukcijo inženirjev Kern postavljen nad trak za filtracijo. Tako celotna naprava skupaj z avtomatizacijo in potrebnimi dostopi zavzema le približno 5 x 5 m² površine.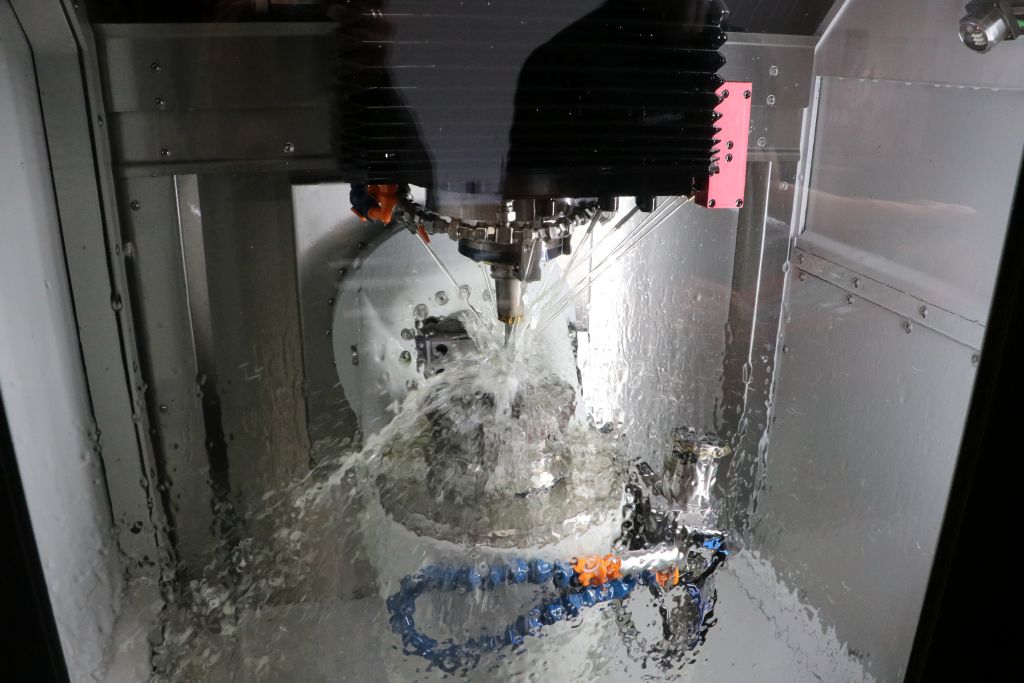
Za Johannesa Herzoga je to le en od mnogih dokazov izjemno dobrega sodelovanja s Kern. Pojasnjuje: 'Tehnološka superiornost stroja je ena stvar. Skupaj s stalno podporo aplikacijske tehnike Kern Microtechnik je ponudba neprekosljiva.'
Pri toolcraft se s Kern Micro HD obdeluje 90 odstotkov trdnih kontur komponent.
Pri tem je paleta materialov široka: predvsem orodjarni jekla, pa tudi nerjaveče jeklo, titan, baker, HSS in trdi kovinski materiali. Stroj se uporablja za elektrode le, kadar so potrebne izjemno dobre površine.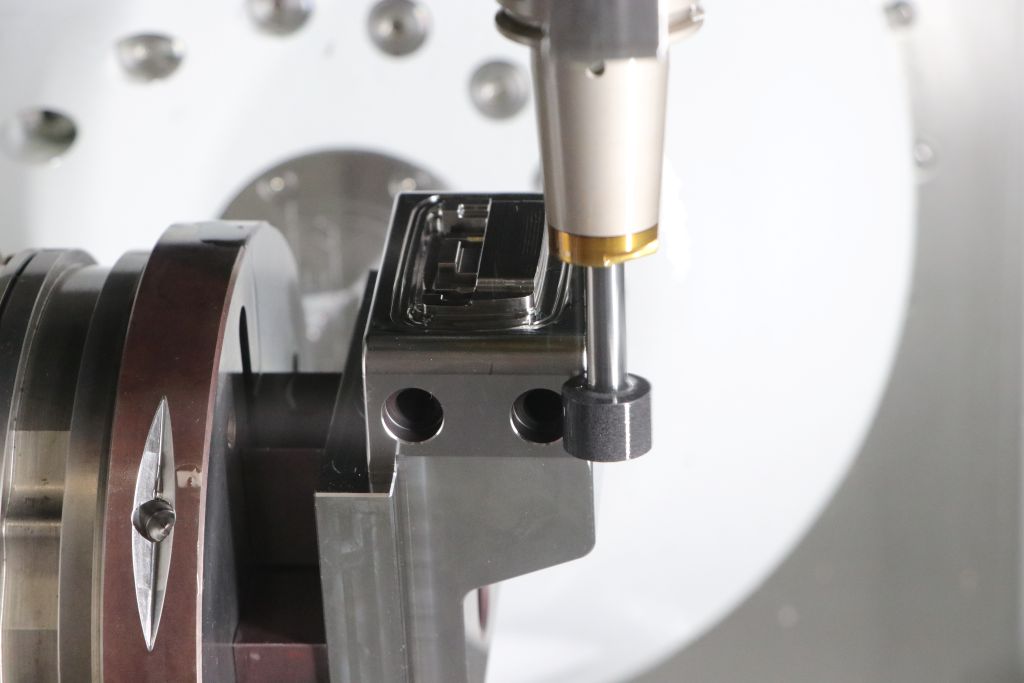
Na splošno so zahteve glede kakovosti proizvodnje v orodjarstvu in oblikovanju pogosto ekstremne. toolcraft včasih potrebuje površine z Ra = 0,015 μm in natančnosti v razponu 1,5 μm. Pri procesno varnem doseganju teh vrednosti ima po Herzogovih besedah odločilno vlogo opcijski integrirani paket za brušenje: 'Za nas je pri tem predvsem osredotočenost na natančnost. Vsak zmanjšan μm na komponenti nam prihrani stroške in čas obdelave.'
Še posebej pri orodjih, nagnjenih k nastanku ostružkov za tekoči silikon, lahko z Micro HD koordinatno brušimo izmetne in jedrne luknje. Zaradi tega 'Hon' brušenja v luknjah se tudi obraba izmetnikov znatno zmanjša.
Časi obdelave v proizvodnem procesu so ekstremno zmanjšani
Zelo pomembne so optimizacije procesov, ki jih je Herzog dosegel z Kern Micro HD v proizvodnih procesih. Konkretno: Njegova ekipa je prej tipične komponente izdelovala v šestih ali sedmih korakih. Po obdelavi na petosnem frezalniku je sledilo kaljenje. Nato je prišlo na petstransko ravno brušenje. Sledila je še ena frezalna obdelava v dveh nastavitvah, preden so bile luknje vnesene z žičnim erodiranjem in erodiranje je predstavljalo zaključek strojne proizvodnje. Ročno dodelovanje je bilo pogosto nujno.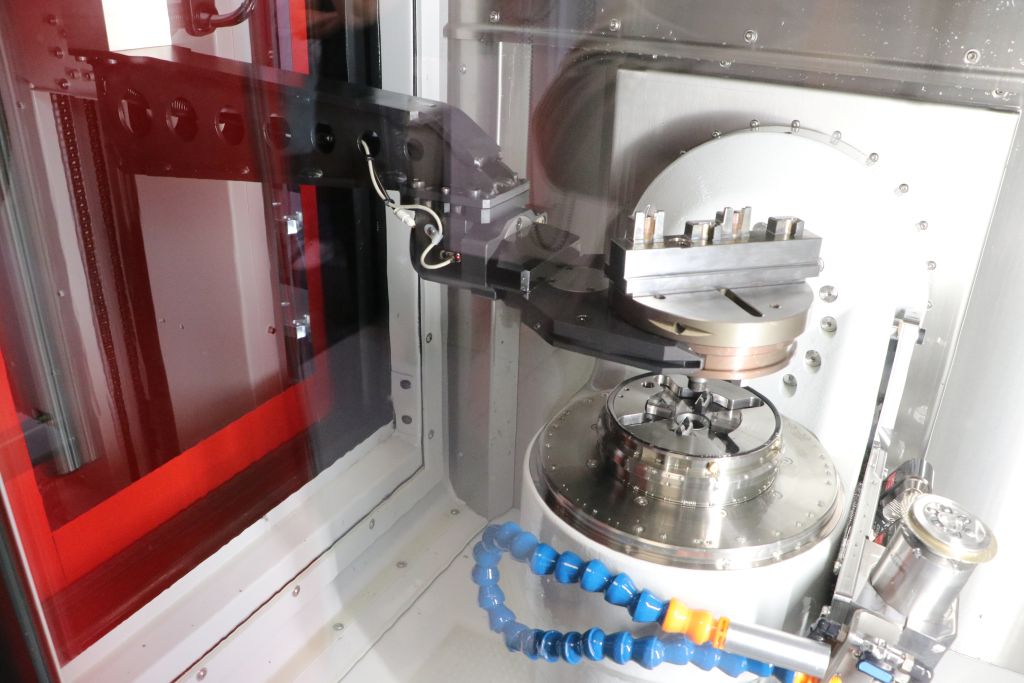
»Danes potrebujemo dva do tri korake manj – na primer zahtevno ravno brušenje«, se veseli Johannes Herzog. Po obdelavi in kaljenju je komponenta s Kern Micro HD v samo dveh nastavitvah popolnoma obdelana, vključno z zunanjimi dimenzijami in koordinatno brušenimi luknjami. Nato sledi, če ni mogoče izdelati z frezanjem in koordinatnim brušenjem, še erodiranje in žično erodiranje. Ročno dodelovanje je le še v redkih primerih potrebno.
»S tem zmanjšujemo našo časovno obdobje za obdelavo za vsaj en teden«, natančno opredeli vodja ekipe izboljšave procesov. Na primeru drsnika konkretizira: »Z opustitvijo ravnega brušenja prihranimo približno štiri ure strojnoga časa, pri žičnem erodiranju približno enako še enkrat. Poleg tega potrebujemo manj delovnega časa, saj so se naši zaposleni prej morali v vsak del ponovno vživeti, ga programirati in nastaviti.«
To se sprva morda ne sliši kot več kot en teden izboljšanja časa obdelave. Ampak ko upoštevamo, da so pri toolcraft vse proizvodne postaje dobro zasedene, je hitro jasno, da lahko zaradi kapacitetnih vrhov pride tudi do čakalnih časov delov pred naslednjim korakom obdelave.
Upravljanje temperature, mikro režna tehnologija in brušenje paketa delajo razliko

Ko ga vprašajo, kaj razlikuje Kern Micro HD od drugih petosnih preciznih obdelovalnih centrov, Johannes Herzog izpostavi več dejavnikov. Enega posebej izpostavi: »Upravljanje temperature celotne naprave v kombinaciji z 45.000 min-1 hitro, valovno hlajeno vreteno je edinstveno.« Poleg tega je tu še Kernova patentirana mikro režna tehnologija v vseh linearnih oseh, ki jo enako izpostavljata Johannes Herzog in svetovalka za prodajo Kern Barbara Bergmann. Inženirka dodaja: »Naši razvijalci so uspeli popolnoma kombinirati vse te posamezne inovacije.« Kot dodatno prednost Bergmann navaja možnost frezanja z oljem – posebej v povezavi z brusnim paketom: »To še dodatno povečuje varnost procesa in omogoča optimalne rezultate obdelave pri najrazličnejših materialih.«
Za maksimizacijo obremenitve stroja je toolcraft svojo Kern Micro HD opremil z avtomatizacijo Erowa ERC-80. Sistem ponuja prostor za 11 ITS50/72 palet in 48 ITS148 palet. Čas delovanja več kot 150 ur torej ni več redkost. Brezposadno delovanje 24/7 je tako skoraj izvedljivo – tudi čez vikende. Zaposleni lahko torej v normalnih razmerah mirno zaupajo enoslojni delovni obdelavi. To je pomembna prednost pri iskanju usposobljenih strokovnjakov.
Kontakt:


