


Як постачальник високовимогливих галузей, таких як аерокосмічна промисловість та медична техніка, компанія toolcraft знає, що таке найвища точність. Щоб задовольнити постійно зростаючі вимоги в інструментальному виробництві, компанія у 2024 році знову інвестувала і обрала п'ятиосьовий преміум-обробний центр Kern Micro HD. Наглядова рада, правління, керівництво команди та співробітники одностайні: «Ми не могли б зробити кращий вибір – як з машиною, так і з співпрацею».

Від засновника до голови наглядової ради – Бернд Кребс з 1989 року завжди уважно стежить за своєю компанією toolcraft AG. Оперативні справи він передав близько п’яти років тому в рамках перетворення на акціонерне товариство в молодші, так само компетентні руки (див. рамку). І так його компанія рівномірно розвивається і сьогодні налічує майже 500 співробітників. Завдяки високоточній обробці, адитивному виробництву, робототехніці та автоматизації, а також литтю під тиском і розташованому в Спальті біля Нюрнберга інструментальному виробництву, toolcraft має різноманітні інноваційні послуги в своєму портфоліо.
Бернд Кребс вважає вирішальним для позитивного розвитку, зокрема, високу культуру мотивації та довіри у своїй компанії. Він переконаний: «Тільки коли робочий клімат сприятливий, співробітники реалізують свій повний потенціал і вносять ідеї, які дійсно допомагають нам просуватися вперед». Це досягається не лише завдяки хорошим показникам у загалом складні часи, але й відчувається скрізь, коли дивишся на дружні обличчя працівників.
Також Йоганнес Герцог, керівник команди у виробництві інструментів, цінує приємну атмосферу в toolcraft. Крім того, кваліфікований механік інструментів та промисловий майстер підкреслює інноваційний підхід свого роботодавця: «Бернд Кребс та наші керівники завжди готові вислухати, коли йдеться про інвестиції в сучасні технології, які роблять нас кращими».
Kern Micro HD вже давно в полі зору

Це підтвердилося не в останню чергу в 2024 році, коли з високоточним п'ятиосьовим центром Kern Micro HD була здійснена велика інвестиція в галузі інструментального виробництва. Добре обдуманий крок. Протягом останніх десяти років відбувається регулярний обмін думками з регіональним менеджером з продажу Kern Барбарою Бергман. З моменту виходу на ринок Kern Micro HD у 2019 році контакт став ще інтенсивнішим. Різні візити до Kern в Ешенлої також включені. Те, що Йоганнес Герцог і його колеги там побачили, вразило їх: «Працівники там так само мотивовані, як і у нас».
Існує повага один до одного та відчутно хороша робоча атмосфера. Це щоразу залишало у нас справді хороше відчуття.
Після демонстрацій продуктивності Micro HD у прикладній техніці стало зрозуміло, що цей прецизійний п'ятиосний центр є найкращим рішенням для виробництва інструментів toolcraft. Єдиною невеликою проблемою є те, що розмір оброблюваної деталі не зовсім відповідає оптимуму.
„Якщо б ми могли затискати палети розміром 320 x 320 мм, це було б ідеально. Однак, після того як ми з'ясували, що компактний Micro HD може обробляти одиничні деталі діаметром до 350 мм і, крім того, дозволяє координатне шліфування, наші останні сумніви були розвіяні.“
Креативне рішення для обмежених просторових умов

Рішення було прийнято в березні 2024 року. Добре через п’ять місяців після цього, Kern Micro HD почала працювати. Через обмежені просторові умови в розподільному інструментальному виробництві в цей час було необхідно провести ще кілька налаштувань. Щоб назвати лише одне: охолоджувальний агрегат шпинделя, який зазвичай стоїть окремо на підлозі або на гібридному агрегаті, був розміщений над стрічковим фільтром завдяки спеціальній конструкції конструкторів Kern. Таким чином, вся машина разом з автоматизацією та необхідними доступами займає лише приблизно 5 x 5 м² площі.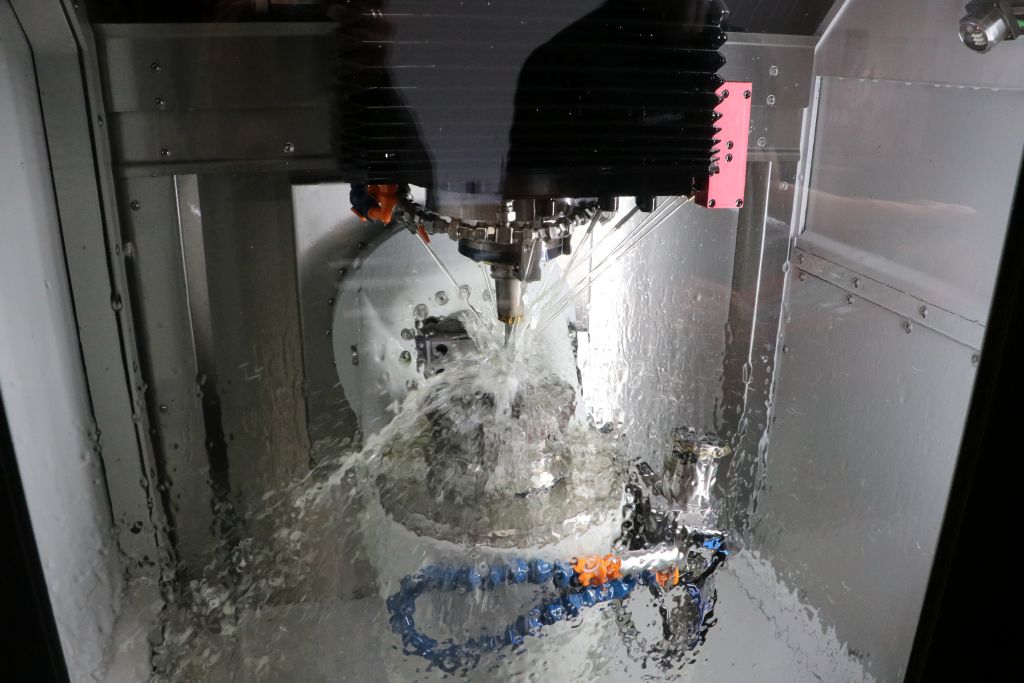
Для Йоганнеса Герцога це лише одне з багатьох свідчень надзвичайно хорошої співпраці з Kern. Він пояснює: «Технологічна перевага машини — це одна справа. Разом з постійною підтримкою технології застосування від Kern Microtechnik пропозиція є непереможною.»
У toolcraft на 90 відсотків обробляються жорсткі контурні деталі за допомогою Kern Micro HD.
При цьому асортимент матеріалів є досить широким: в основному інструментальні сталі, але також нержавіюча сталь, титанові сплави, мідь, HSS та твердий сплав. Машина використовується для електродів лише тоді, коли потрібні надзвичайно якісні поверхні.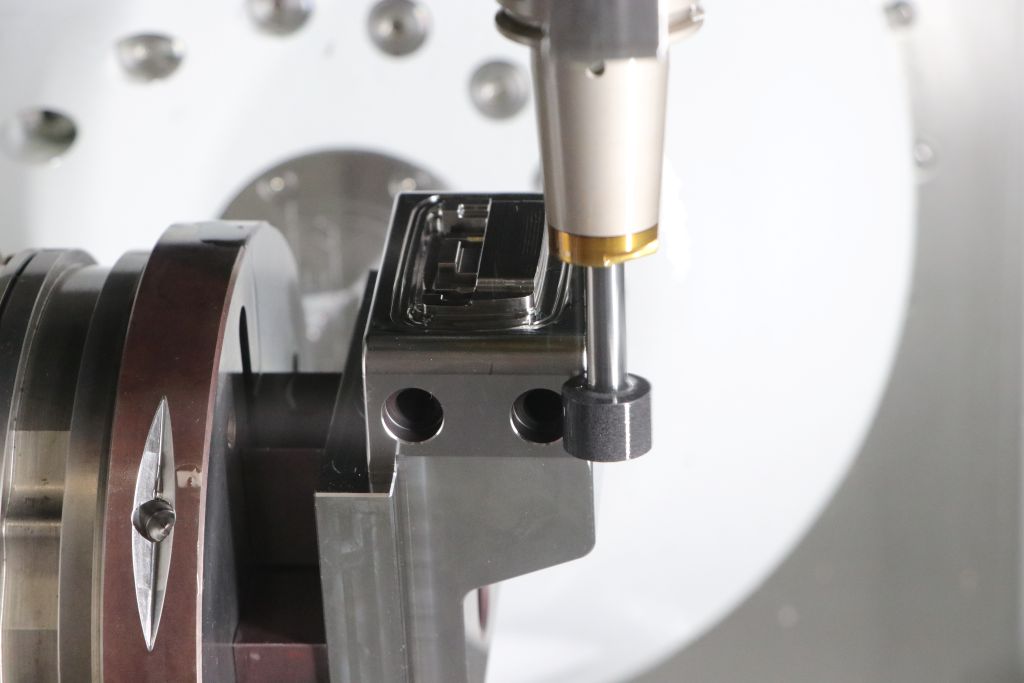
Загалом вимоги до якості виробництва в інструментальному та формувальному виробництві часто є надзвичайно високими. toolcraft іноді потребує поверхонь з Ra = 0,015 мкм та точностей в межах 1,5 мкм. За словами Херцога, на процесуально безпечному досягненні цих значень значну роль відіграє опціонально інтегрований шліфувальний пакет: «Для нас в першу чергу важлива точність. Кожен зекономлений мкм на деталі економить нам витрати та час виконання.»
Особливо для інструментів, схильних до утворення задирок, для рідкого силікону ми можемо координатно шліфувати мікро HD викидачі та сердечники. Завдяки цьому "хон"-шліфуванню в отворах зменшується також знос викидачів.
Час проходження у виробничому процесі суттєво зменшено
Особливо важливими для Герцога є оптимізації процесів, досягнуті завдяки Kern Micro HD у виробничих процесах. Конкретно: Раніше його команда виготовляла типові деталі в шести або семи етапах. Після обробки на п'ятиосьовому фрезерному верстаті відбувалося загартування. Потім - п'ятистороннє плоске шліфування. Далі відбувалася ще одна фрезерна обробка в двох установках, перш ніж отвори були зроблені за допомогою електроерозійної обробки, а занурювальна ерозія завершувала машинну обробку. Ручна доопрацювання часто була необхідною.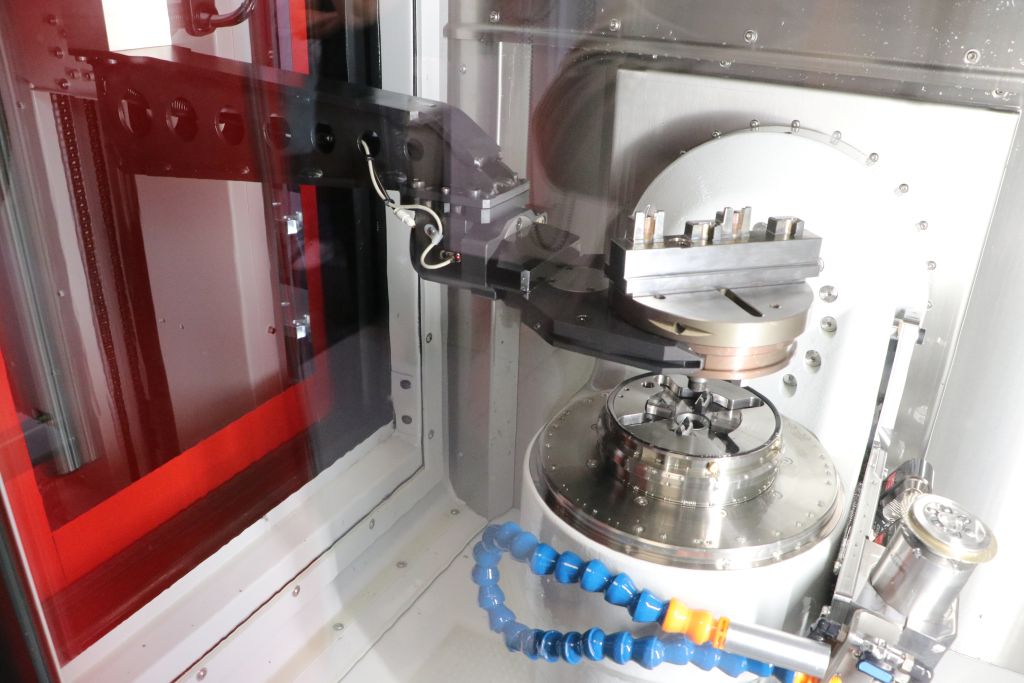
«Сьогодні нам потрібно на два-три етапи менше – наприклад, складне плоске шліфування», - радіє Йоганнес Герцог. Після обробки та загартування деталь повністю фрезерується з Kern Micro HD лише в двох установках, включаючи зовнішні розміри та координатно відшліфовані отвори. Далі, якщо це неможливо зробити за допомогою фрезерування та координатного шліфування, проводиться занурювальна ерозія та електроерозія. Ручна доопрацювання потрібна лише в найрідкісніших випадках.
«Таким чином, ми скорочуємо наш час обробки щонайменше на тиждень», - зазначає керівник команди, говорячи про покращення процесів. На прикладі ковзання він конкретизує: «Завдяки відмові від плоского шліфування ми заощаджуємо близько чотирьох годин машинного часу, а при електроерозії приблизно так само. Крім того, нам потрібно менше робочого часу, адже раніше нашим працівникам доводилося заново вникати в кожну деталь, програмувати її та встановлювати.»
Це, хоча спочатку і не виглядає як більше ніж тиждень покращення часу обробки. Але якщо врахувати, що в toolcraft всі виробничі станції добре завантажені, швидко стає зрозуміло, що через піки потужності можуть виникати простої деталей перед наступним етапом обробки.
Управління температурою, технологія мікротріщин та шліфувальний пакет роблять різницю

Запитуючи, що робить Kern Micro HD відмінною від інших п'ятиосьових центрів прецизійної обробки, Йоганнес Герцог виділяє кілька факторів. Один з них він особливо підкреслює: «Управління температурою всього верстата в поєднанні з 45 000 об/хв швидкою, охолоджуваною хвостовою частиною є унікальним». Додатково є запатентована Kern технологія мікротріщин у всіх лінійних осях, яку також підкреслюють Йоганнес Герцог та консультант з продажу Kern Барбара Бергман. Інженерка додає: «Нашим розробникам вдалося ідеально поєднати всі ці окремі інновації». Ще однією перевагою є можливість фрезерування з маслом – особливо у поєднанні зі шліфувальним пакетом: «Це ще більше підвищує надійність процесу та дозволяє досягати оптимальних результатів обробки з різних матеріалів».
Для максимізації завантаження верстата toolcraft оснастила свою Kern Micro HD автоматизацією Erowa ERC-80. Установка має місце для 11 палет ITS50/72 та 48 палет ITS148. Тривалість роботи понад 150 годин більше не є рідкістю. Безлюдний 24/7 режим роботи таким чином майже реалізований – навіть через вихідні зміни. Працівники можуть, отже, зазвичай спокійно розраховувати на одношарову роботу. Це не незначна перевага при пошуку кваліфікованих фахівців.
Контакт:


