


Hohe Wellen, der Wind stürmt gegen Backbord und die Gischt peitscht über das Deck. Das Versorgungsschiff ist nur wenige Meter von den gewaltigen Stützfüßen der Offshore-Plattform entfernt. Jedoch weicht das Schiff nicht einen Meter von seiner Position. Wie ist das möglich? Die Crew steuert dieses mit Voith-Schneider-Propellern. Seit rund 100 Jahren produziert Voith diesen speziellen Antrieb im schwäbischen Heidenheim. Die Kraftübertragung geschieht in der mechanischen Variante über enorme Verzahnungsbauteile. Zum Schruppen der Verzahnungen setzt das Team um den Prozess-Ingenieur Dr. Thomas Glaser auf Hochvorschub-Frässysteme der Paul Horn GmbH und Boehlerit.
Durch seine Bauweise erzeugt ein Voith-Schneider-Propeller (VSP) Schub in jede beliebige Richtung. Er ist daher Antrieb und Steuerung in einem. Dank kurzer Reaktionszeiten auf Steuerbefehle ermöglicht der VSP zudem auch unter widrigen Bedingungen schnelles, sicheres und präzises Manövrieren. Sogar eine seitliche Bewegung (Traversieren) ermöglicht dieses System. Zum Einsatz kommt dieses Antriebskonzept bei Schiffen, die eine hohe Manövrierfähigkeit benötigen.
Dazu zählen beispielsweise Hafenschlepper, Doppelendfähren, Schwimmkräne sowie Bohrinselversorgungsschiffe.
Einfaches Prinzip

In einem Radkörper sind senkrecht bewegliche und steuerbare Flügelblätter montiert. Je nach Typ variiert die Anzahl zwischen vier und acht Flügeln. Rotiert der Radkörper und die Flügel führend währenddessen eine Schwingbewegung aus, dann wird Schub erzeugt. Die Drehzahl des Radkörpers und die Schwingungsamplitude bestimmen dessen Kraft. Die Phasenlage der Flügel bestimmen die Richtung. Der VSP arbeitet im Betrieb mit geringen Drehzahlen.
Diese betragen nur rund ca. 25 Prozent von herkömmlichen Schiffspropellern. Die dadurch entstehenden hohe Drehmomente verlangen nach einer robusten Konstruktion des Systems. Der Antrieb der VSP erfolgt über Diesel- oder Elektromotoren.

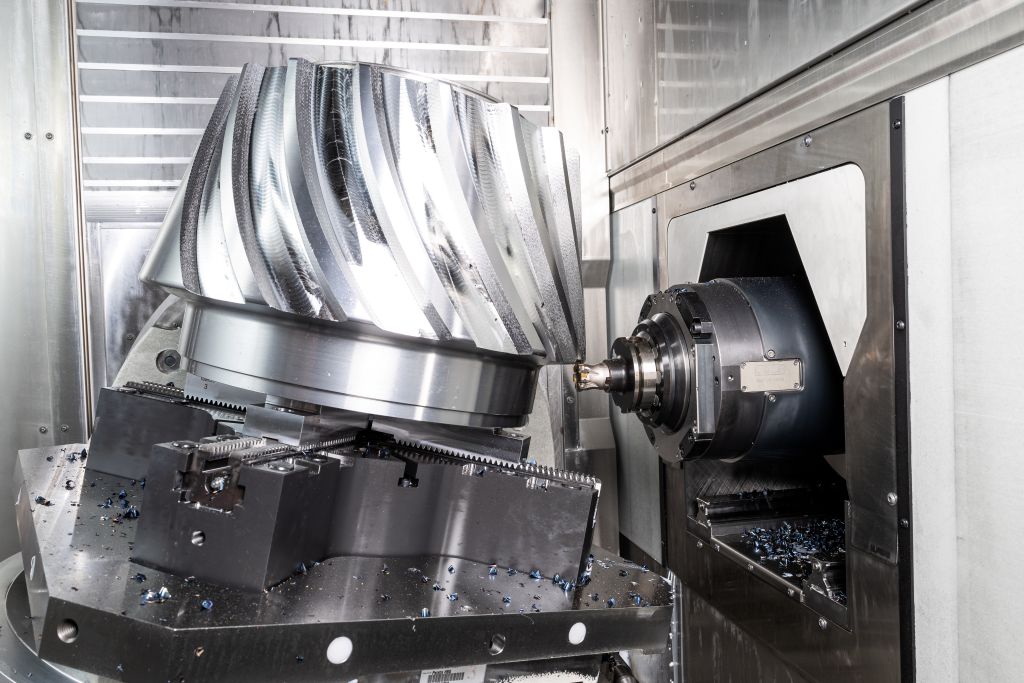
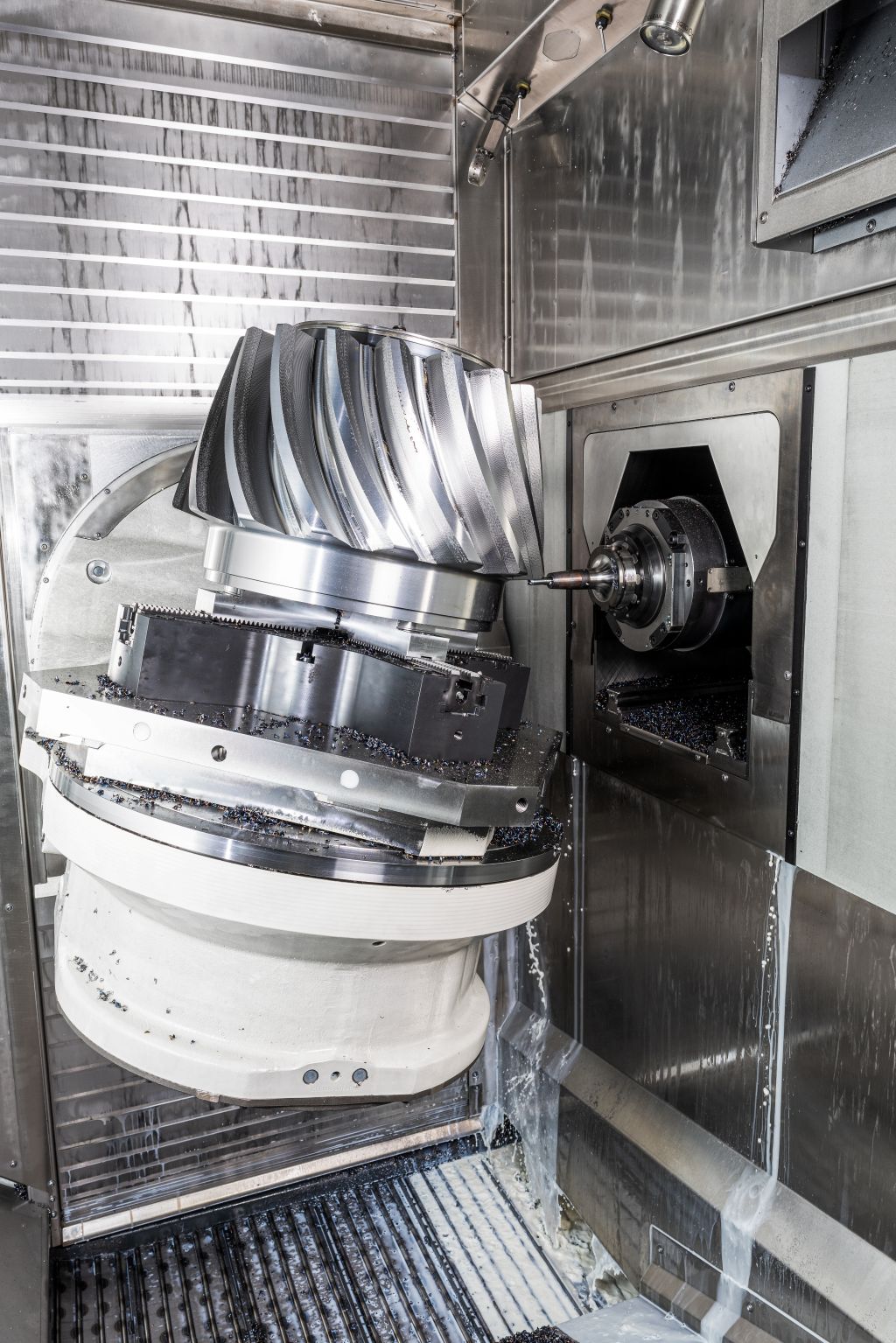
Die Kraftübertragung von Motor zum Propeller geschieht in der mechanischen Variante über ein Kegelradgetriebe. Je nach Größe des VSP, gestalten sich auch die Ausmaße der Verzahnungsbauteile. Aufgrund der teils langen Bearbeitungszeiten sucht Glaser stets nach Punkten, wie er die Bearbeitungsprozesse optimieren kann: „Die Fertigung eines Kegelritzel mit dem Modul 21,4 erforderte eine Anpassung. Für die Vorbearbeitung des Ritzels benötigten wir auf einer speziellen Schälmaschine eine sehr lange Bearbeitungszeit“.
Das Ziel war die Umstellung vom Schälen zum 5-Achs-Simultan-Schrupp-Fräsen, um die Bearbeitungszeit nahezu zu halbieren. „Ein weiterer wichtiger Punkt war die Standzeit der Werkzeuge. Hier legten wir fest, dass der Standweg eines Werkzeugs mindestens ein Bauteil betragen muss“, so Glaser.

Hochvorschubfräser von Horn und Boehlerit
Aufgrund der guten Erfahrungen mit Horn-VHM-Fräsern beim Hart- und Fertigfräsen war der Tübinger Werkzeughersteller der erste Ansprechpartner für den Fräsprozess der Modul 21,4 Verzahnung. Wegen des hohen Zerspanvolumens und der geforderten Reduktion der Bearbeitungszeit um 40 Prozent, kommen zum Schruppen Hochvorschubfrässysteme zum Einsatz.
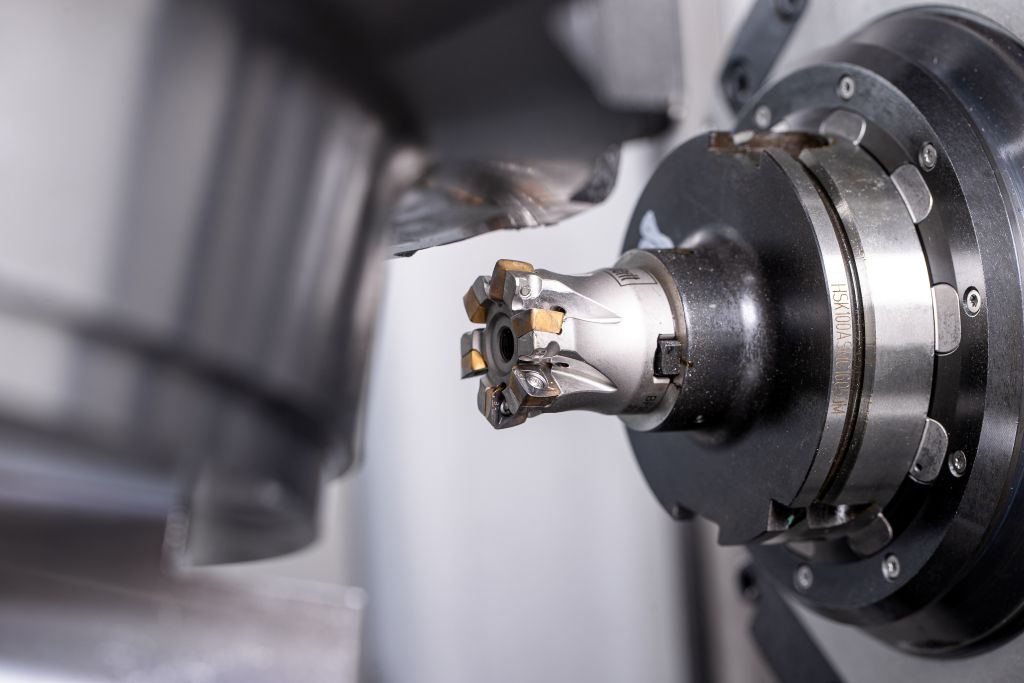
Die Wahl fiel, aufgrund der Verzahnungsgeometrie, auf drei unterschiedliche Durchmesser sowie unterschiedliche Fräsertypen. Den ersten Schnitt übernimmt ein Wendeplattenfräser mit einem Durchmesser von 40 mm und sechs Zähnen von Boehlerit. Die zweite Zustellung übernimmt Horn-Wechselkopffräser des Typs DGH mit vier Schneiden und einem Schneidendurchmesser von 20 mm. Zum Schruppen des Zahngrunds des Ritzel kommt ein VHM-Schaftfräser der Baureihe DSH mit dem Durchmesser 12 mm und ebenfalls vier Zähnen zum Einsatz.

Hochvorschubfräser schneiden stirnseitig. Durch die Belastung in Achsrichtung ist die Werkzeugspindel vorwiegend auf Druck belastet und die Querkräfte sind verhältnismäßig niedrig. Wegen der geringen Vibrationsneigung können die Werkzeuge die hohen Belastungen bei den üblichen Zahnvorschüben von fz = 1 mm bei Schnitttiefen ap bis 1,5 mm sicher aufnehmen. Der große Radius an der Hauptschneide der Wendeschneidplatten erzeugt einen weichen Schnitt, sichert eine gleichmäßige Aufteilung der Schnittkräfte und damit lange Standzeiten. Auf der Innenseite sorgt ein kleiner Schneidenradius für ein problemloses und schnelles Eintauchen. Ein Primär- und Sekundärfreiwinkel führt zu einem stabilen Keilwinkel und guter Schneidenstabilität. Durch bedeutend höhere Vorschübe als beim konventionellen Fräsen ist das Zerspanvolumen beim Hochvorschubfräsen wesentlich höher, trotz der geringeren Zustelltiefen.
Horn und Boehlerit
Die Vertiebskooperation zwischen Horn und Boehlerit besteht seit dem September 2016. Ziel dieser Vertriebskooperation ist es, sowohl die Produkt als auch die Vertriebssynergien von zwei mittelständischen Unternehmen zu bündeln und als familiengeführte Unternehmen gemeinsam in gezielten Märkten zu wachsen. Für Horn ist das Boehlerit Fräsprogramm eine passende Produktergänzung zum eigenen Fräsprogramm. Horn erweitert somit seine führende Werkzeugposition bei technisch anspruchsvollen Anwendungen, auch auf die allgemeine Zerspanung.
Ziel erreicht

Für das Schruppen der Verzahnung setzt man bei Voith auf ein neues vollautomatisiertes Fertigungssystem von Grob. Die Anlage besteht aus drei 5-Achs-Bearbeitungszentren mit automatischen Linearspeicher sowie diversen Rüststationen. Die Bearbeitungszeit beim Vorverzahnen konnte durch die Umstellung auf das neue Werkzeugkonzept im Vergleich zum Schälen um 55% reduziert werden. Das Ziel von 40% wurde somit übertroffen. Die Standzeit der Werkzeuge beläuft sich wie gefordert bei einem Bauteil pro Werkzeug, beziehungsweise eine Schneide beim Wendeplattenfräser. „Die Leistung der Fräser haben uns voll überzeugt. Es sind jedoch nicht nur die Werkzeuglösungen:
Zur Umsetzung von solchen Projekten gehört auch die kompetente technische Beratung sowie eine schnelle Reaktions- und Lieferzeit. Diese Merkmale erfüllt Horn für uns als Werkzeugpartner“, erzählt Glaser.
Unternehmensinfo Voith:
Die Voith Group ist ein weltweit agierender Technologiekonzern. Mit seinem breiten Portfolio aus Anlagen, Produkten, Serviceleistungen und digitalen Anwendungen setzt Voith Maßstäbe in den Märkten Energie, Papier, Rohstoffe und Transport. Gegründet 1867 ist Voith heute mit rund 22.000 Mitarbeiterinnen und Mitarbeitern, 5,2 Milliarden Euro Umsatz und Standorten in über 60 Ländern der Welt eines der großen Familienunternehmen Europas. Der Konzernbereich Voith Turbo ist Teil der Voith Group und ein Spezialist für intelligente Antriebstechnik, Systeme sowie maßgeschneiderte Serviceleistungen. Durch innovative und smarte Produkte bietet Voith höchste Effizienz und Zuverlässigkeit. Kunden aus zahlreichen Branchen wie Öl und Gas, Energie, Bergbau und Maschinenbau, Schiffstechnik, Schienen- und Nutzfahrzeuge setzen auf Spitzentechnologien und digitale Lösungen von Voith.
Kontakt:


