


Високі хвилі, вітер штормить з лівого борту, а бризки ллються через палубу. Постачальне судно знаходиться всього в кількох метрах від величезних опорних ніжок офшорної платформи. Проте судно не зсувається ні на метр зі своєї позиції. Як це можливо? Екіпаж керує ним за допомогою пропелерів Voith-Schneider. Протягом приблизно 100 років компанія Voith виробляє цей спеціальний привід у швабському Хайденхаймі. Передача потужності відбувається в механічному варіанті через величезні зубчасті елементи. Для обробки зубчастих передач команда на чолі з процесним інженером доктором Томасом Гласером використовує системи фрезерування з високим подаванням від компаній Paul Horn GmbH та Boehlerit.
Завдяки своїй конструкції пропелер Войта-Шнайдера (VSP) створює тягу в будь-якому напрямку. Тому він є приводом і керуванням в одному. Завдяки коротким часам реакції на команди управління VSP також дозволяє швидко, безпечно та точно маневрувати навіть за несприятливих умов. Це система також дозволяє виконувати бокові рухи (траверсування). Це концепція приводу використовується на судах, які потребують високої маневреності.
До них відносяться, наприклад, портові буксири, пороми з двома кінцями, плавучі крани та судна для забезпечення бурових платформ.
Простий принцип

У колісному корпусі встановлені вертикально рухомі та керовані лопаті. В залежності від типу, кількість лопатей варіюється від чотирьох до восьми. Коли колісний корпус обертається, а лопаті під час цього виконують коливальний рух, виникає тяга. Частота обертання колісного корпусу та амплітуда коливань визначають його силу. Фазове положення лопатей визначає напрямок. VSP працює в режимі з низькими обертами.
Це становить лише близько 25 відсотків від традиційних корабельних гвинтів. Високі обертові моменти, що виникають внаслідок цього, вимагають надійної конструкції системи. Привід VSP здійснюється за допомогою дизельних або електродвигунів.
Передача потужності від двигуна до пропелера в механічному варіанті здійснюється через конічну зубчасту передачу. В залежності від розміру VSP, також змінюються розміри зубчастих елементів. Через частково тривалі часи обробки Глазер завжди шукає способи, як оптимізувати процеси обробки: «Виготовлення конічного шестерні з модулем 21,4 вимагало коригування. Для попередньої обробки шестерні нам знадобився дуже тривалий час обробки на спеціальному знімному верстаті».
Метою було перейти від зняття шару до 5-осевого одночасного фрезерування, щоб майже вдвічі скоротити час обробки. «Ще одним важливим моментом була тривалість роботи інструментів. Тут ми визначили, що тривалість роботи інструмента повинна становити щонайменше одну деталь», - зазначив Гласер.
Високошвидкісні фрези від Horn та Boehlerit
Завдяки позитивному досвіду з фрезами Horn-VHM при обробці твердих матеріалів та фінішній обробці, виробник інструментів з Тюбінгена став першим контактним пунктом для фрезерного процесу зубчастості модулю 21,4. Через велике обсяги обробки та вимогу зменшити час обробки на 40 відсотків, для чернової обробки використовуються системи фрезерування з високим подаванням.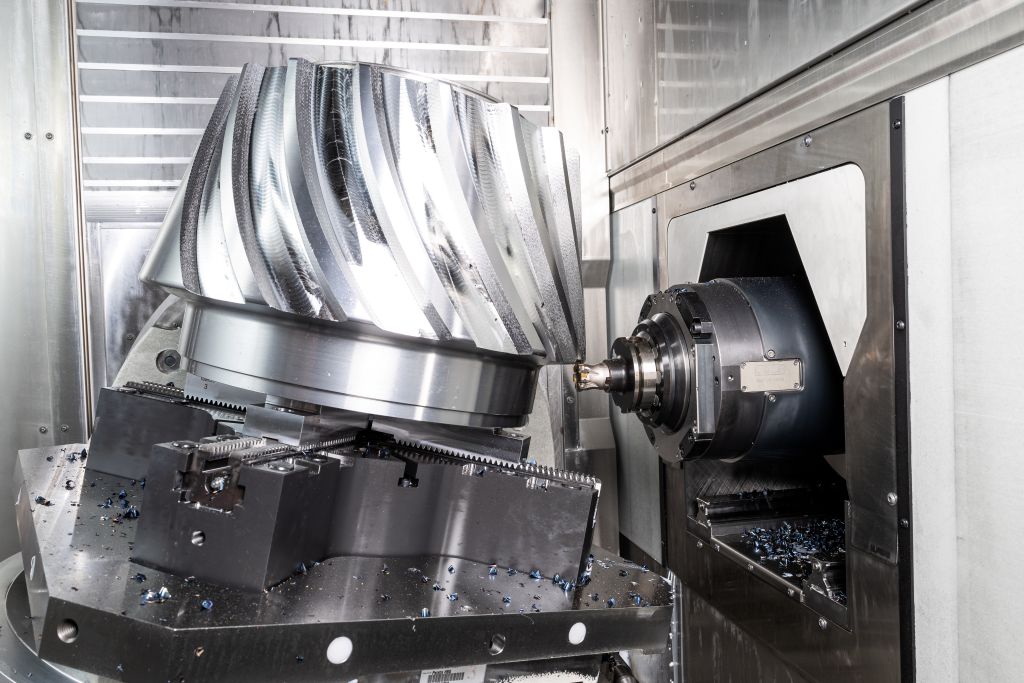
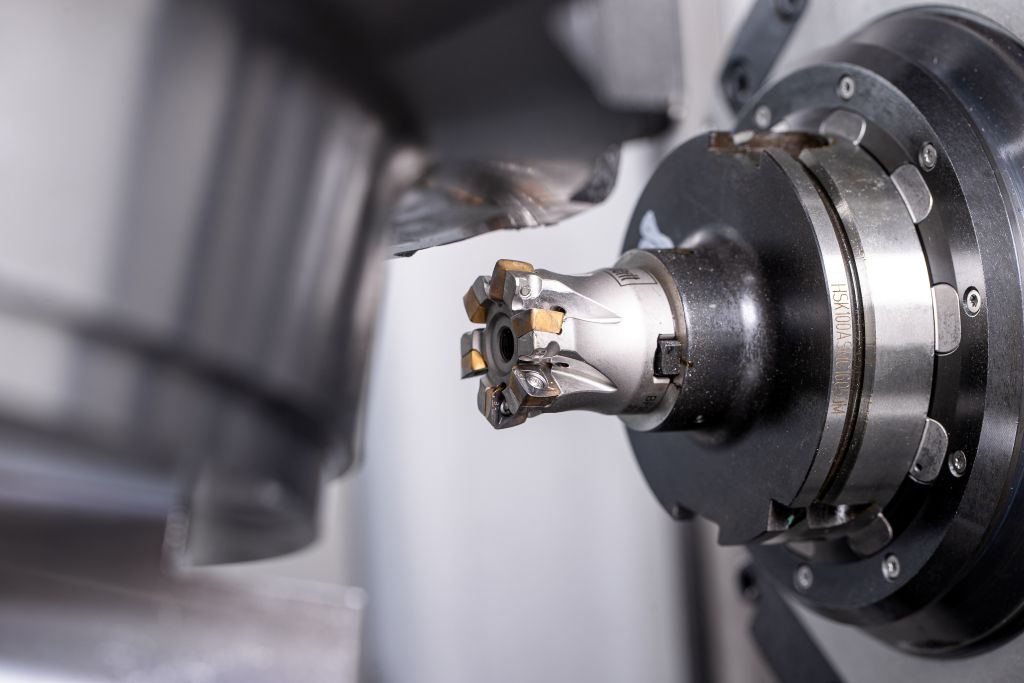
Вибір припав, з огляду на геометрію зубчастого з'єднання, на три різні діаметри та різні типи фрез. Перший різ виконуватиме фреза з змінними пластинами діаметром 40 мм і шістьма зубцями з Boehlerit. Другу подачу виконуватиме змінна головка фрези Horn типу DGH з чотирма ріжучими краями і ріжучим діаметром 20 мм. Для обробки зубцевої основи зірочки використовуватиметься VHM-валкова фреза серії DSH діаметром 12 мм і також з чотирма зубцями.
Високошвидкісні фрези різають фронтально. Через навантаження в осьовому напрямку шпиндель інструменту в основному піддається стисненню, а поперечні сили є відносно низькими. Завдяки низькій схильності до вібрацій інструменти можуть безпечно витримувати високі навантаження при звичайних подачах зубів fz = 1 мм при глибинах різання ap до 1,5 мм. Великий радіус на головному ріжучому краю змінних ріжучих пластин забезпечує м'яке різання, гарантує рівномірний розподіл різальних сил і, таким чином, тривалий термін служби. На внутрішній стороні невеликий радіус ріжучого краю забезпечує безпроблемне та швидке занурення. Первинний та вторинний вільні кути призводять до стабільного кута клина та хорошої стабільності ріжучого краю. Завдяки значно вищим подачам, ніж при традиційному фрезеруванні, обсяг обробки при високошвидкісному фрезеруванні є значно більшим, незважаючи на менші глибини подачі.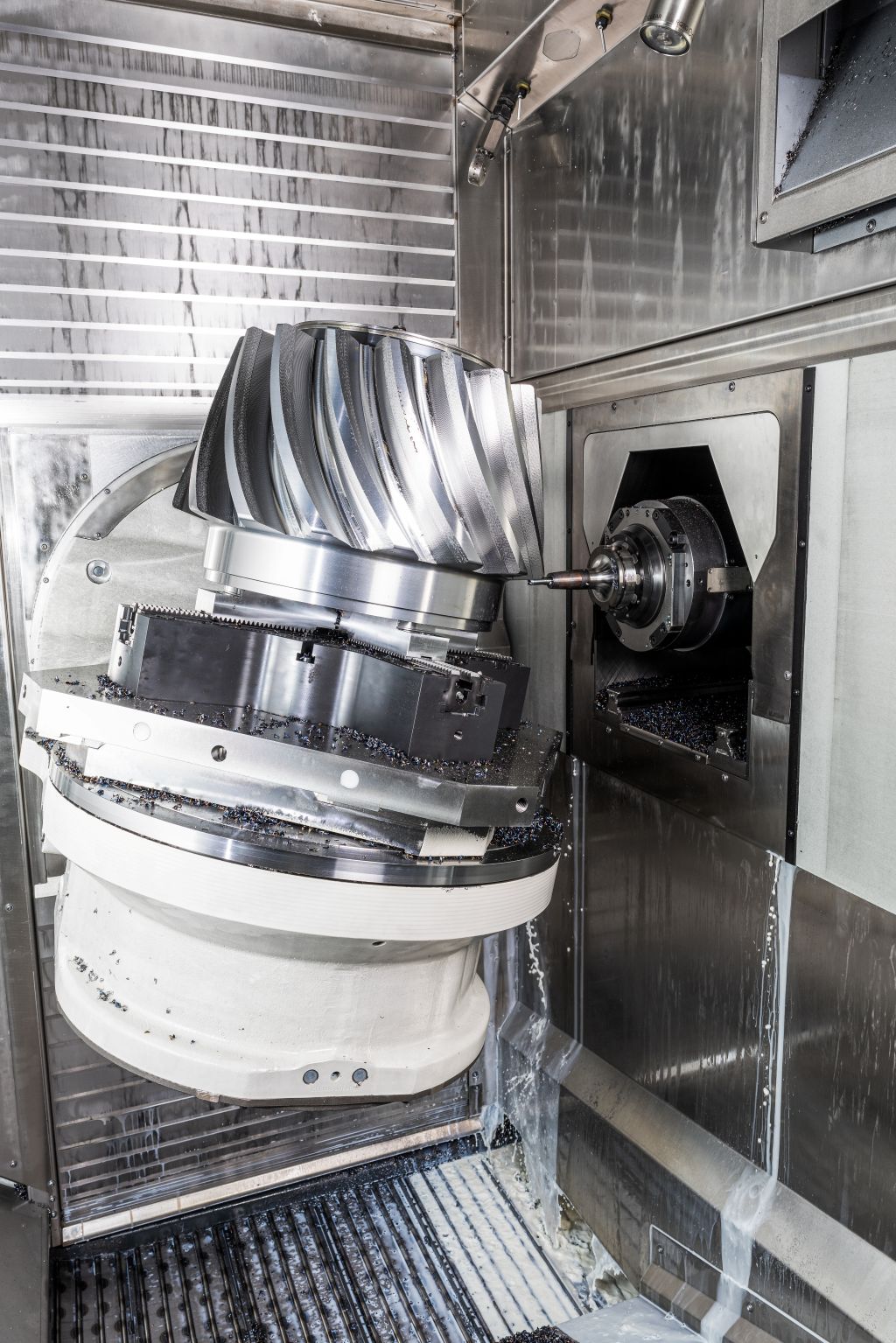
Горн та Бьолеріт
Дистриб'юторська співпраця між Horn і Boehlerit існує з вересня 2016 року. Метою цієї дистриб'юторської співпраці є об'єднання продуктових і збутових синергій двох середніх підприємств та спільний ріст у цільових ринках як сімейних компаній. Для Horn програма фрез Boehlerit є відповідним доповненням до власної програми фрез. Таким чином, Horn розширює свою провідну позицію в інструментах для технічно складних застосувань також на загальну обробку.
Мета досягнута
Для обробки зубчастих коліс компанія Voith використовує нову повністю автоматизовану виробничу систему від Grob. Установка складається з трьох 5-осьових обробних центрів з автоматичними лінійними складами та різними наладочними станціями. Час обробки під час попереднього зубцювання вдалося зменшити на 55% завдяки переходу на нову концепцію інструментів у порівнянні з фрезеруванням. Таким чином, ціль у 40% була перевищена. Термін служби інструментів становить, як і вимагалося, один компонент на інструмент, або один різець для фрези з змінними пластинами. «Продуктивність фрез нас повністю вразила. Але справа не тільки в рішеннях для інструментів:
Для реалізації таких проектів також потрібна компетентна технічна консультація, а також швидкий час реагування та доставки. Ці характеристики виконує Horn для нас як партнера з інструментів", - розповідає Гласер.
Інформація про компанію Voith:
Група Voith є світовим технологічним концерном. Завдяки своєму широкому портфоліо з установок, продуктів, послуг та цифрових застосувань Voith встановлює стандарти на ринках енергії, паперу, сировини та транспорту. Заснована в 1867 році, сьогодні Voith налічує близько 22 000 співробітників, має обсяг продажів 5,2 мільярда євро та представлена в більш ніж 60 країнах світу, що робить її одним з великих сімейних підприємств Європи. Концерн Voith Turbo є частиною групи Voith і є спеціалістом у галузі інтелектуальної приводної техніки, систем та індивідуальних послуг. Завдяки інноваційним і розумним продуктам Voith забезпечує найвищу ефективність і надійність. Клієнти з численних галузей, таких як нафта і газ, енергетика, гірництво та машинобудування, суднобудування, залізничний та комерційний транспорт, покладаються на передові технології та цифрові рішення від Voith.
Контакт:


