


Magas hullámok, a szél a baloldalnak feszül, és a fröccsenő víz csapódik a fedélzetre. A szállítóhajó mindössze néhány méterre van az óriási támasztólábaktól, amelyek az offshore platformot tartják. Azonban a hajó egy centimétert sem mozdul el a helyéről. Hogyan lehetséges ez? A legénység Voith-Schneider propellerekkel irányítja ezt a hajót. Körülbelül 100 éve gyártja a Voith ezt a különleges meghajtót a sváb Heidenheimben. A mechanikai változatban a teljesítményátvitel hatalmas fogaskerék-elemek révén történik. A fogaskerekek megmunkálásához Dr. Thomas Glaser folyamatmérnök csapata a Paul Horn GmbH és a Boehlerit nagy előtolású marórendszereire támaszkodik.
A Voith-Schneider propeller (VSP) felépítése lehetővé teszi, hogy bármilyen irányba tolóerőt termeljen. Ezért hajtás és irányítás egyben. A VSP rövid reakcióidőkkel reagál a vezérlőparancsokra, így kedvezőtlen körülmények között is gyors, biztonságos és pontos manőverezést tesz lehetővé. Ez a rendszer még oldalirányú mozgást (traversálást) is lehetővé tesz. Ezt a hajtáskoncepciót olyan hajóknál alkalmazzák, amelyeknek nagy manőverezési képességre van szükségük.
Ebbe tartozik például a kikötői vontatók, a dupla végű kompok, a lebegő daruk, valamint a fúróplatform-ellátó hajók.
Egyszerű elv

Egy keréktestben függőlegesen mozgatható és szabályozható szárnylapátok vannak felszerelve. Típustól függően a számuk négy és nyolc között változik. Amikor a keréktest forog, és a szárnyak közben rezgő mozgást végeznek, akkor tolóerő keletkezik. A keréktest fordulatszáma és a rezgésamplitúd határozza meg annak erejét. A szárnyak fázishelyzete határozza meg az irányt. A VSP alacsony fordulatszámon működik.
Ezek csupán körülbelül 25 százalékát teszik ki a hagyományos hajópropellereknek. Az így keletkező magas forgatónyomaték robusztus rendszerkonstrukciót igényel. A VSP meghajtása dízel- vagy villanymotorokkal történik.
A motor és a propeller közötti erőátvitel mechanikai változata kúpkerekes áttételen keresztül történik. A VSP méretétől függően a fogaskerék alkatrészek méretei is változnak. A hosszú megmunkálási idők miatt Glaser folyamatosan keresi azokat a pontokat, ahol optimalizálhatja a megmunkálási folyamatokat: „A 21,4 modulú kúpkerekes fogaskerék gyártása módosítást igényelt. A fogaskerék előkészítéséhez egy speciális lemezelő gépen nagyon hosszú megmunkálási időre volt szükségünk.”
A cél a forgácsolásról az 5-tengelyes szinkron marásra való áttérés volt, hogy a megmunkálási időt szinte a felére csökkentsük. „Egy másik fontos szempont a szerszámok élettartama volt. Itt megállapítottuk, hogy egy szerszám élettartamának legalább egy alkatrészt kell fedeznie“ – mondta Glaser.
Magas előtolású marók a Horn és Boehlerit cégektől
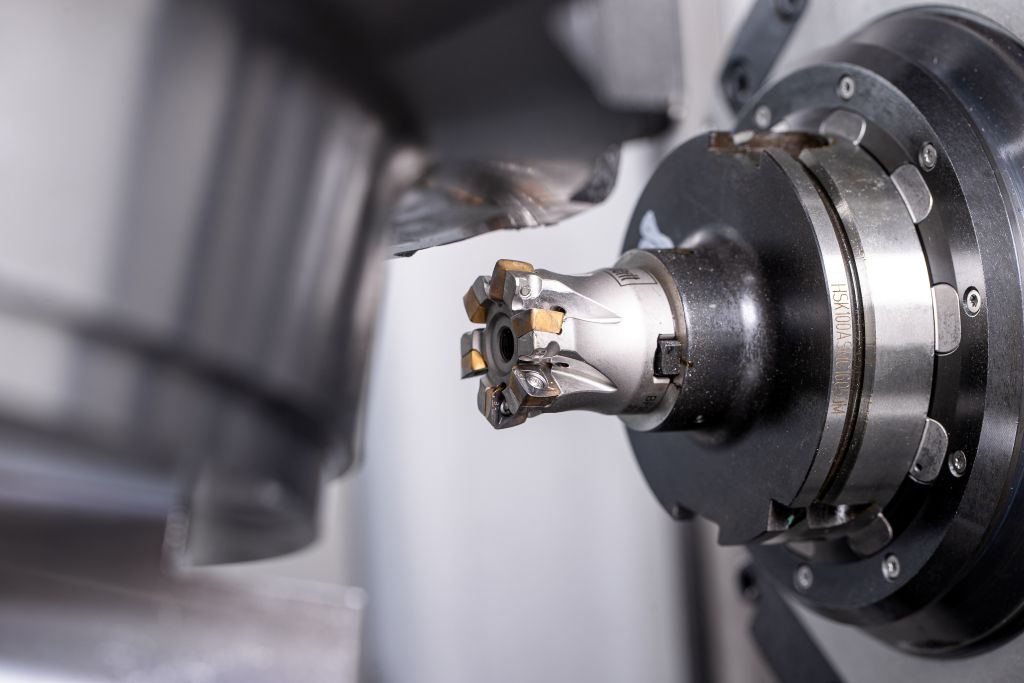
A Horn VHM marók jó tapasztalatai miatt a kemény és finommarás során a tübingeni szerszámgyártó volt az első kapcsolat a Modul 21,4 fogazás marási folyamatához. A magas forgácsolási térfogat és a feldolgozási idő 40%-os csökkentésének követelménye miatt a durva maráshoz nagy előtolású marási rendszereket alkalmaznak.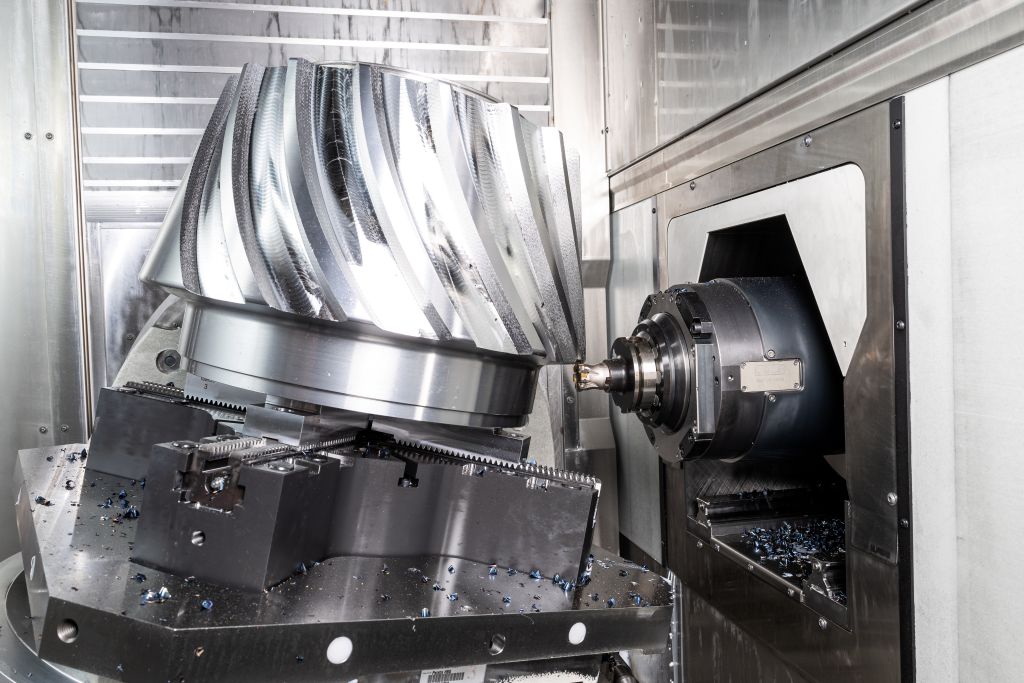
A választás a fogazási geometriának megfelelően három különböző átmérőre és különböző marótípusokra esett. Az első vágást egy 40 mm átmérőjű, hat fogú, Boehlerit anyagú betétes maró végzi. A második előtolást a Horn DGH típusú cserélhető fejű maró végzi, amely négy vágóéllel és 20 mm vágóátmérővel rendelkezik. A foggyökér megmunkálásához egy 12 mm átmérőjű, szintén négy fogú DSH sorozatú VHM tengelymaró kerül alkalmazásra.
A nagy előtolású marók élvágással dolgoznak. A tengelyirányú terhelés miatt a szerszámtengely főként nyomásnak van kitéve, és a keresztirányú erők viszonylag alacsonyak. Az alacsony vibrációs hajlam miatt a szerszámok biztonságosan elviselik a magas terheléseket a szokásos fogasközi előtolásoknál (fz = 1 mm) és vágási mélységeknél (ap) akár 1,5 mm-ig. A váltóéllemezek főélén található nagy sugár lágy vágást biztosít, egyenletesen osztja el a vágóerőket, és ezzel hosszú élettartamot garantál. A belső oldalon egy kis élradius problémamentes és gyors merülést biztosít. Az elsődleges és másodlagos szabad szög stabil ékvágást és jó élstabilitást eredményez. A hagyományos maráshoz képest jelentősen magasabb előtolások miatt a forgácsolási térfogat a nagy előtolású marás során lényegesen magasabb, a kisebb behatolási mélységek ellenére is.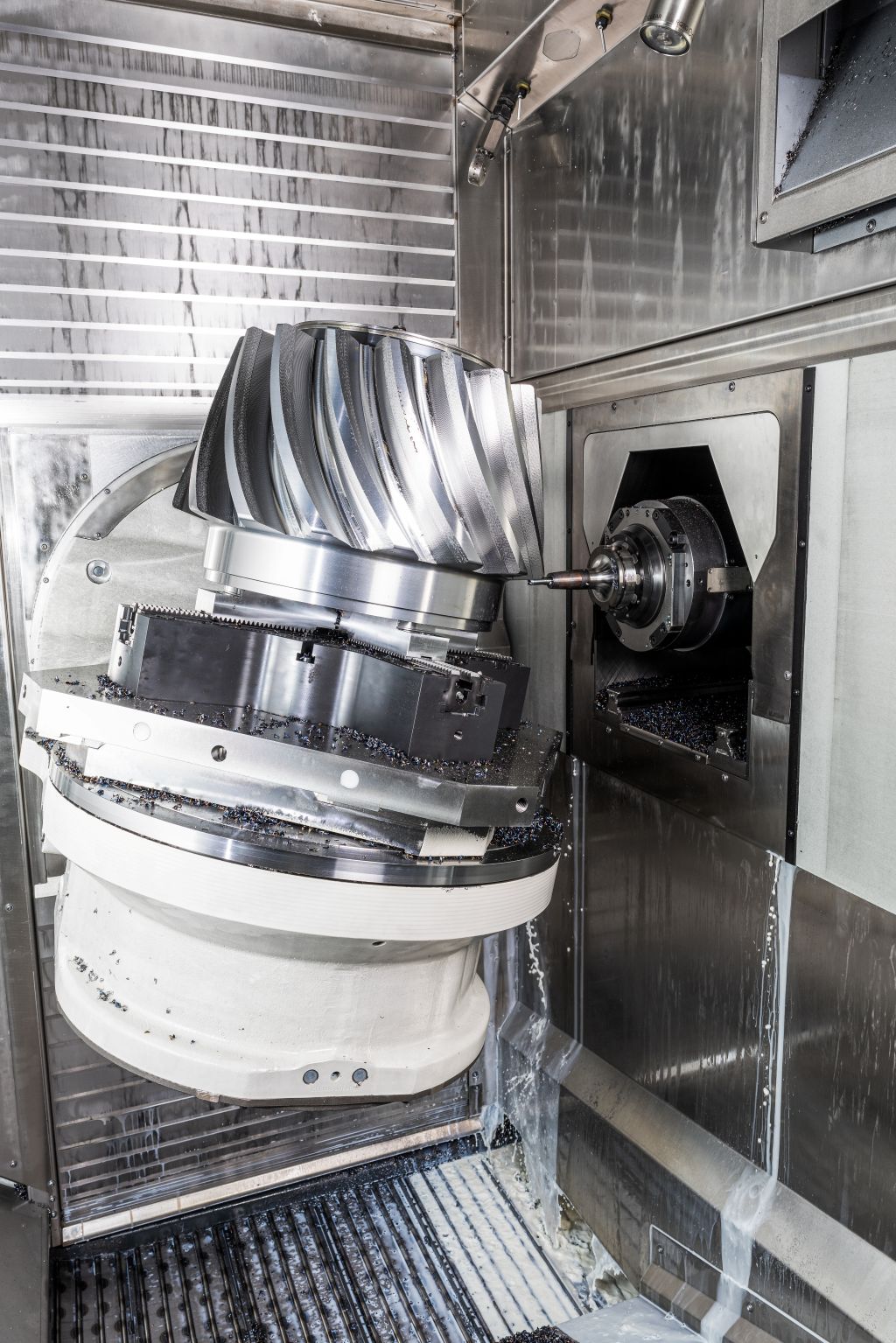
Horn és Boehlerit
A Horn és a Boehlerit közötti értékesítési együttműködés 2016 szeptemberében indult. Az együttműködés célja, hogy a két középvállalat termék- és értékesítési szinergiáit összegyűjtse, és mint családi vállalkozások közösen növekedjenek a célzott piacokon. A Horn számára a Boehlerit marási programja megfelelő termék-kiegészítést jelent a saját marási programjához. Így a Horn tovább bővíti vezető szerszámhelyzetét a technikailag igényes alkalmazások terén, beleértve az általános forgácsolást is.
Cél elérve
A fogaskerék marásához a Voith egy új, teljesen automatizált gyártási rendszert alkalmaz a Grobtól. Az üzem három 5-tengelyes megmunkáló központból, automatikus lineáris tárolóból és különféle beállító állomásokból áll. Az előmarás feldolgozási ideje az új szerszámkoncepcióra való áttérés révén 55%-kal csökkent a maráshoz képest. A 40%-os cél tehát túllépésre került. A szerszámok élettartama az előírásoknak megfelelően egy munkadarab per szerszám, illetve egy vágóél a váltólapkás marónál. „A marók teljesítménye teljesen meggyőzött minket. Azonban nemcsak a szerszámmegoldások:
Az ilyen projektek megvalósításához tartozik a szakszerű műszaki tanácsadás, valamint a gyors reakció- és szállítási idő. Ezeket a jellemzőket a Horn teljesíti számunkra, mint szerszámpartner” - mondja Glaser.
Vállalati információk Voith:
A Voith Csoport egy világszerte működő technológiai vállalat. Széles portfóliójával, amely berendezéseket, termékeket, szolgáltatásokat és digitális alkalmazásokat tartalmaz, a Voith mércét állít fel az energia, papír, nyersanyagok és szállítás piacain. Az 1867-ben alapított Voith ma körülbelül 22 000 munkavállalóval, 5,2 milliárd eurós bevétellel és több mint 60 országban található telephellyel Európa egyik nagy családi vállalkozása. A Voith Turbo üzletág a Voith Csoport része, és intelligens hajtástechnikai, rendszerek és testreszabott szolgáltatások szakértője. Innovatív és okos termékeivel a Voith a legmagasabb hatékonyságot és megbízhatóságot kínálja. Az olaj- és gázipar, energia, bányászat, gépgyártás, hajótechnika, vasúti és haszongépjárművek számos ágazatának ügyfelei a Voith csúcstechnológiáira és digitális megoldásaira támaszkodnak.
Kapcsolat:


