


Vysoké vlny, vítr bouří proti levoboku a sprej bičuje palubu. Dodávková loď je jen několik metrů od obrovských podpěrných nohou offshore platformy. Přesto loď neuhýbá ani o krok ze své pozice. Jak je to možné? Posádka ji ovládá pomocí Voith-Schneiderových propellerů. Již téměř 100 let vyrábí Voith tento speciální pohon ve švábském Heidenheimu. Přenos síly se v mechanické variantě uskutečňuje prostřednictvím obrovských ozubených součástí. Na obrábění ozubení se tým kolem procesního inženýra Dr. Thomase Glasera spoléhá na vysokovstupní frézovací systémy od Paul Horn GmbH a Boehlerit.
Díky své konstrukci vytváří Voith-Schneiderův propeller (VSP) tah v jakémkoli směru. Je tedy pohonem a řízením v jednom. Díky krátkým reakčním časům na řídicí povely umožňuje VSP také rychlé, bezpečné a přesné manévrování i za nepříznivých podmínek. Toto zařízení umožňuje dokonce i boční pohyb (traversaci). Tento pohonný koncept se používá na lodích, které vyžadují vysokou manévrovatelnost.
Mezi ně patří například přístavní remorkéry, trajekty s oboustranným přístupem, plovoucí jeřáby a lodě pro zásobování ropných plošin.
Jednoduchý princip

V tělese kola jsou namontovány svisle pohyblivé a ovladatelné lopatky. V závislosti na typu se počet pohybuje mezi čtyřmi a osmi lopatkami. Když se těleso kola otáčí a lopatky během toho vykonávají kmitavý pohyb, vzniká tah. Otáčky tělesa kola a amplituda kmitání určují jeho sílu. Fázový posun lopatek určuje směr. VSP pracuje v provozu při nízkých otáčkách.
Tyto představují pouze přibližně 25 procent běžných lodních vrtulí. Vysoké točivé momenty, které tím vznikají, vyžadují robustní konstrukci systému. Pohon VSP je zajišťován pomocí dieselových nebo elektromotorů.
Přenos síly z motoru na vrtuli probíhá v mechanické variantě přes kuželové převody. V závislosti na velikosti VSP se také mění rozměry ozubených součástí. Vzhledem k částečně dlouhým časům zpracování se Glaser neustále snaží najít způsoby, jak optimalizovat procesy zpracování: „Výroba kuželového ozubeného kola s modulem 21,4 vyžadovala úpravu. Pro předběžné zpracování ozubeného kola jsme potřebovali na speciálním odfrézovacím stroji velmi dlouhý čas zpracování.“
Cílem bylo přejít od ořezávání k 5osému simultánnímu hrubování, aby se téměř zkrátila doba zpracování na polovinu. „Dalším důležitým bodem byla životnost nástrojů. Zde jsme stanovili, že životnost nástroje musí být minimálně jedna součást,“ říká Glaser.
Vysokorychlostní frézy od Horn a Boehlerit
Na základě dobrých zkušeností s frézami Horn-VHM při tvrdém a dokončovacím frézování byl výrobce nástrojů z Tübingen prvním kontaktem pro frézovací proces modulové 21,4 zubové spojky. Vzhledem k vysokému objemu obrábění a požadované redukci doby zpracování o 40 procent se při hrubování používají frézovací systémy s vysokým posuvem.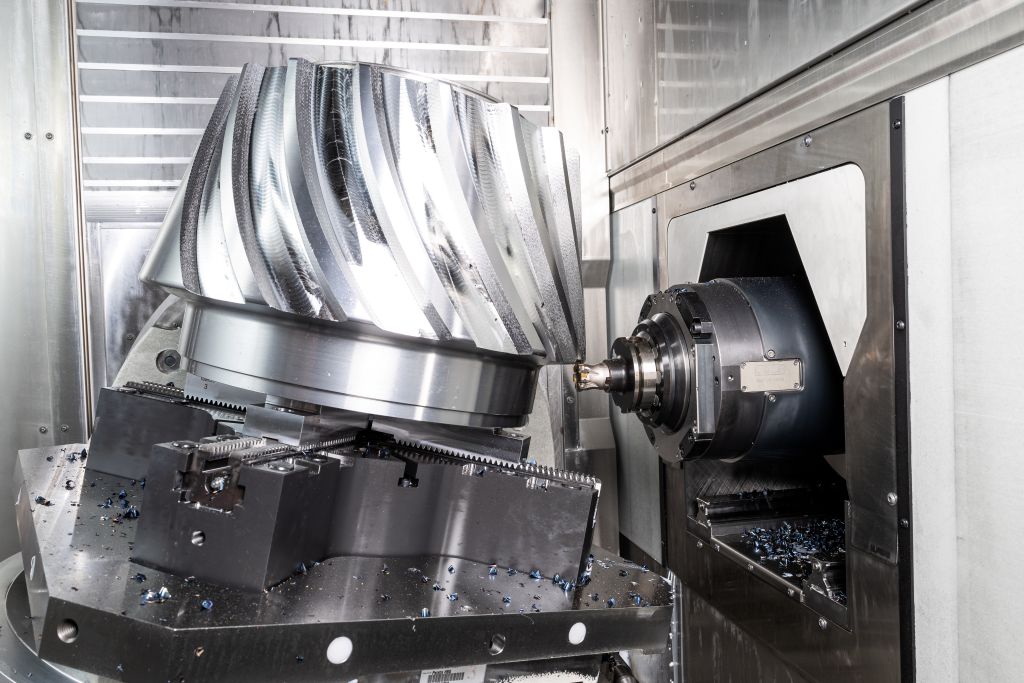
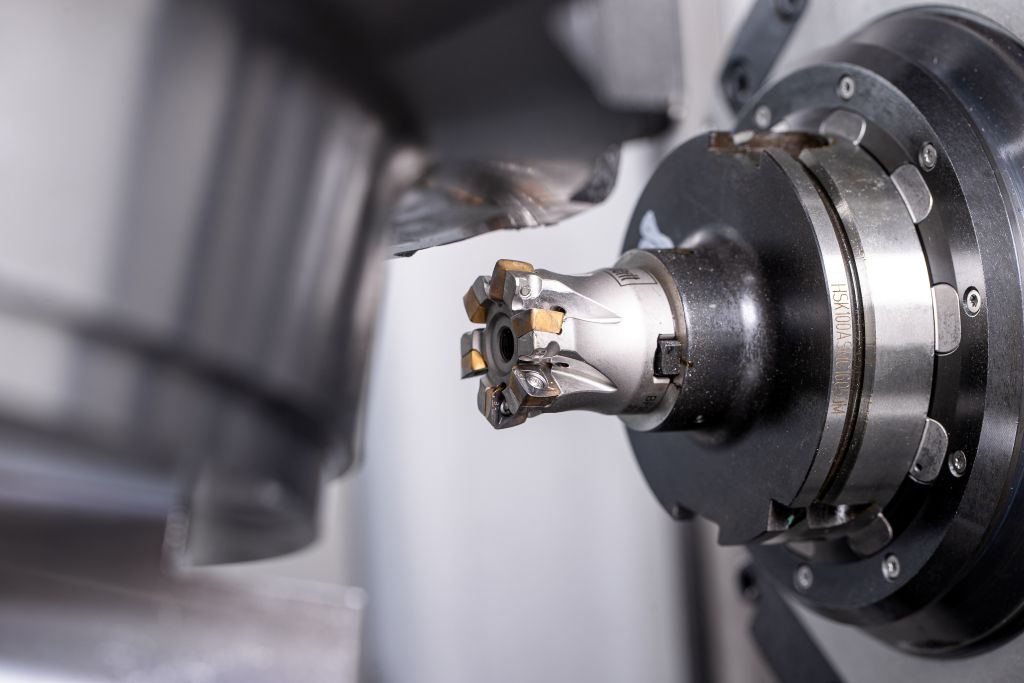
Volba padla, na základě geometrie zubů, na tři různé průměry a různé typy fréz. První řez provede fréza s vyměnitelnými destičkami o průměru 40 mm a šesti zuby od Boehlerit. Druhou operaci provede fréza Horn s vyměnitelnými hlavami typu DGH se čtyřmi břity a průměrem břitu 20 mm. Pro hrubování zubového dna ozubeného kola se použije VHM stopková fréza série DSH o průměru 12 mm a také se čtyřmi zuby.
Hochvorschubfrézy řežou čelní stranou. Vzhledem k zatížení ve směru osy je nástrojová vřetena převážně zatížena tlakem a příčné síly jsou relativně nízké. Díky malé tendenci k vibracím mohou nástroje bezpečně zvládat vysoká zatížení při běžných zubových posunech fz = 1 mm při hloubkách řezu ap až 1,5 mm. Velký poloměr na hlavním řezu výměnných břitových destiček vytváří jemný řez, zajišťuje rovnoměrné rozdělení řezných sil a tím dlouhé životnosti. Na vnitřní straně zajišťuje malý řezný poloměr bezproblémové a rychlé ponoření. Primární a sekundární úhel uvolnění vede k stabilnímu úhlu klínu a dobré stabilitě břitu. Díky významně vyšším posunům než při konvenčním frézování je objem třískového obrábění při vysokorychlostním frézování podstatně vyšší, i přes menší hloubky přítlaku.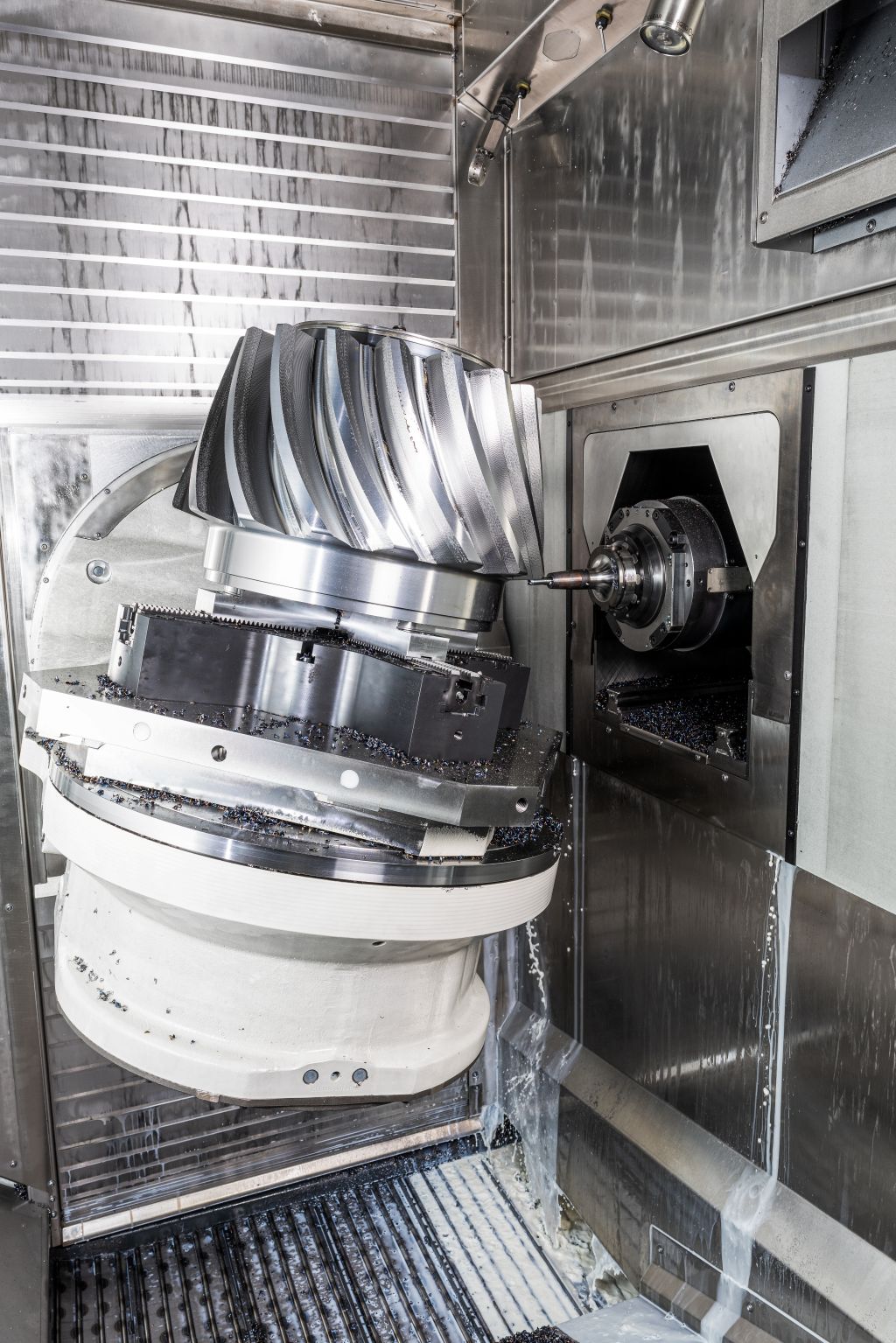
Horn a Boehlerit
Distribuční spolupráce mezi Horn a Boehlerit existuje od září 2016. Cílem této distribuční spolupráce je spojit produktové i distribuční synergie dvou středně velkých podniků a jako rodinné firmy společně růst na cílených trzích. Pro Horn je Fräsprogramm Boehlerit vhodným doplněním vlastního frézovacího programu. Horn tímto způsobem rozšiřuje svou vedoucí pozici v oblasti nástrojů pro technicky náročné aplikace také na obecné obrábění.
Cíl dosažen
Pro hrubování ozubení se ve společnosti Voith spoléhají na nový plně automatizovaný výrobní systém od firmy Grob. Zařízení se skládá ze tří 5osých obráběcích center s automatickými lineárními sklady a různými přípravnými stanicemi. Čas obrábění při předozubení se díky přechodu na nový koncept nástrojů ve srovnání s odstraňováním materiálu snížil o 55 %. Cíl 40 % byl tedy překročen. Životnost nástrojů odpovídá požadavku na jeden díl na nástroj, respektive na jeden břit u frézy s vyměnitelnými destičkami. „Výkon fréz nás plně přesvědčil. Nejde však pouze o řešení nástrojů:
K realizaci takových projektů patří také kompetentní technické poradenství a rychlá reakční a dodací doba. Tyto vlastnosti splňuje Horn pro nás jako partner v oblasti nástrojů,“ říká Glaser.
Informace o společnosti Voith:
Skupina Voith je celosvětově působící technologický koncern. Se svým širokým portfoliem zařízení, produktů, služeb a digitálních aplikací stanovuje Voith standardy na trzích energie, papíru, surovin a dopravy. Založena v roce 1867, má dnes Voith přibližně 22 000 zaměstnanců, obrat 5,2 miliardy eur a pobočky ve více než 60 zemích světa, což z ní činí jednu z velkých rodinných firem v Evropě. Oblast Voith Turbo je součástí skupiny Voith a je specialistou na inteligentní pohonné technologie, systémy a na míru šité služby. Díky inovativním a chytrým produktům nabízí Voith nejvyšší efektivitu a spolehlivost. Zákazníci z mnoha odvětví, jako je ropa a plyn, energie, těžba a strojírenství, lodní technika, železniční a užitkové vozy, se spoléhají na špičkové technologie a digitální řešení od Voith.
Kontakt:


