


De fortes vagues, le vent souffle contre bâbord et les embruns fouettent le pont. Le navire de ravitaillement est à seulement quelques mètres des énormes pieds de soutien de la plateforme offshore. Cependant, le navire ne bouge pas d'un mètre de sa position. Comment est-ce possible ? L'équipage manœuvre avec des propulseurs Voith-Schneider. Depuis environ 100 ans, Voith produit ce type de propulsion à Heidenheim, en Souabe. La transmission de puissance se fait dans la version mécanique via d'énormes composants de denture. Pour le fraisage des dentures, l'équipe dirigée par l'ingénieur de processus Dr. Thomas Glaser s'appuie sur des systèmes de fraisage à haute avance de Paul Horn GmbH et Boehlerit.
Grâce à sa conception, une hélice Voith-Schneider (VSP) génère une poussée dans n'importe quelle direction. Elle constitue donc à la fois un système de propulsion et de direction. Grâce à des temps de réaction courts aux commandes, le VSP permet également une manœuvre rapide, sûre et précise même dans des conditions difficiles. Ce système permet même un mouvement latéral (traversée). Ce concept de propulsion est utilisé sur des navires nécessitant une grande manœuvrabilité.
Cela inclut par exemple des remorqueurs portuaires, des ferries à double extrémité, des grues flottantes ainsi que des navires de ravitaillement pour plateformes pétrolières.
Principe simple

Dans un corps de roue, des pales mobiles et contrôlables sont montées verticalement. Selon le type, le nombre varie entre quatre et huit pales. Lorsque le corps de roue tourne et que les pales effectuent un mouvement oscillatoire, une poussée est générée. La vitesse de rotation du corps de roue et l'amplitude des oscillations déterminent sa force. La position de phase des pales détermine la direction. Le VSP fonctionne à faible régime pendant son fonctionnement.
Ceci ne représente qu'environ 25 pour cent des hélices de navires conventionnelles. Les couples élevés qui en résultent nécessitent une construction robuste du système. L'entraînement des VSP se fait via des moteurs diesel ou électriques.
La transmission de puissance du moteur à l'hélice se fait dans la variante mécanique via un réducteur à pignon conique. Selon la taille du VSP, les dimensions des composants de denture varient également. En raison des temps de traitement parfois longs, Glaser cherche toujours des moyens d'optimiser les processus de fabrication : « La fabrication d'un pignon conique avec le module 21,4 nécessitait un ajustement. Pour le prétraitement du pignon, nous avions besoin d'un temps de traitement très long sur une machine à décalquer spéciale. »
L'objectif était de passer du décolletage à l'usinage fraisage simultané 5 axes, afin de réduire presque de moitié le temps de traitement. « Un autre point important était la durée de vie des outils. Nous avons convenu que la durée de vie d'un outil doit représenter au moins un composant », explique Glaser.
Fraise à avance élevée de Horn et Boehlerit
En raison des bonnes expériences avec les fraises en carbure de tungstène Horn lors de l'usinage dur et de l'usinage de finition, le fabricant d'outils de Tübingen a été le premier interlocuteur pour le processus d'usinage de la denture Modul 21,4. En raison du volume d'usinage élevé et de la réduction du temps de traitement exigée de 40 %, des systèmes de fraisage à haute avance sont utilisés pour l'ébauche.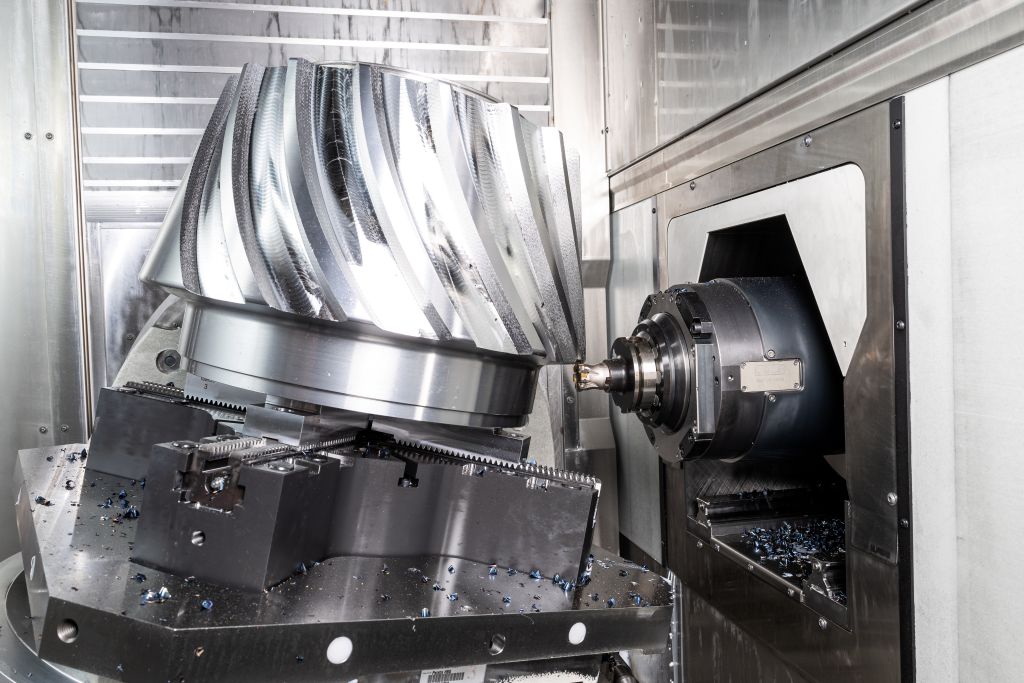
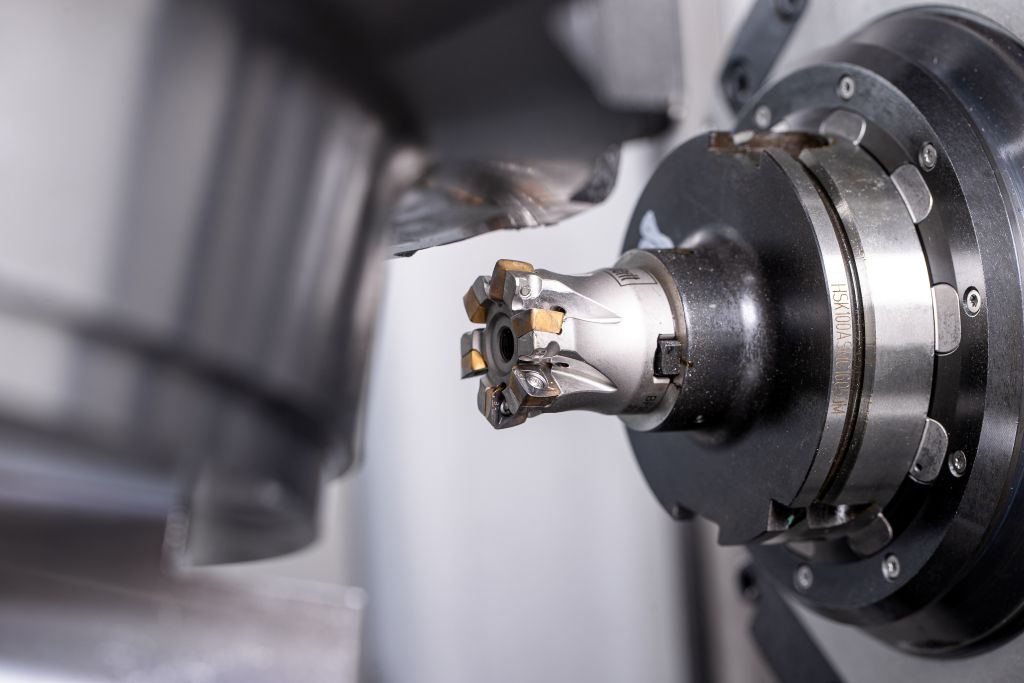
Le choix s'est porté, en raison de la géométrie de denture, sur trois diamètres différents ainsi que sur différents types de fraises. La première coupe est réalisée par une fraise à plaquettes amovibles d'un diamètre de 40 mm et de six dents en Boehlerit. La deuxième passe est effectuée par une fraise à tête interchangeable Horn de type DGH avec quatre arêtes de coupe et un diamètre de coupe de 20 mm. Pour l'ébauche du fond de dent de la roue dentée, une fraise à tige en carbure monobloc de la série DSH d'un diamètre de 12 mm et également à quatre dents est utilisée.
Les fraiseurs à avance rapide coupent par la face. En raison de la charge dans la direction de l'axe, la broche de l'outil est principalement soumise à une pression et les forces transversales sont relativement faibles. En raison de la faible tendance aux vibrations, les outils peuvent supporter les charges élevées lors des avances de denture habituelles de fz = 1 mm avec des profondeurs de coupe ap allant jusqu'à 1,5 mm en toute sécurité. Le grand rayon sur le tranchant principal des plaquettes amovibles produit une coupe douce, assure une répartition uniforme des forces de coupe et donc une longue durée de vie. À l'intérieur, un petit rayon de coupe permet une immersion rapide et sans problème. Un angle de dépouille primaire et secondaire conduit à un angle de coin stable et à une bonne stabilité de coupe. Grâce à des avances significativement plus élevées que lors du fraisage conventionnel, le volume d'usinage lors du fraisage à avance rapide est considérablement plus élevé, malgré des profondeurs de passe plus faibles.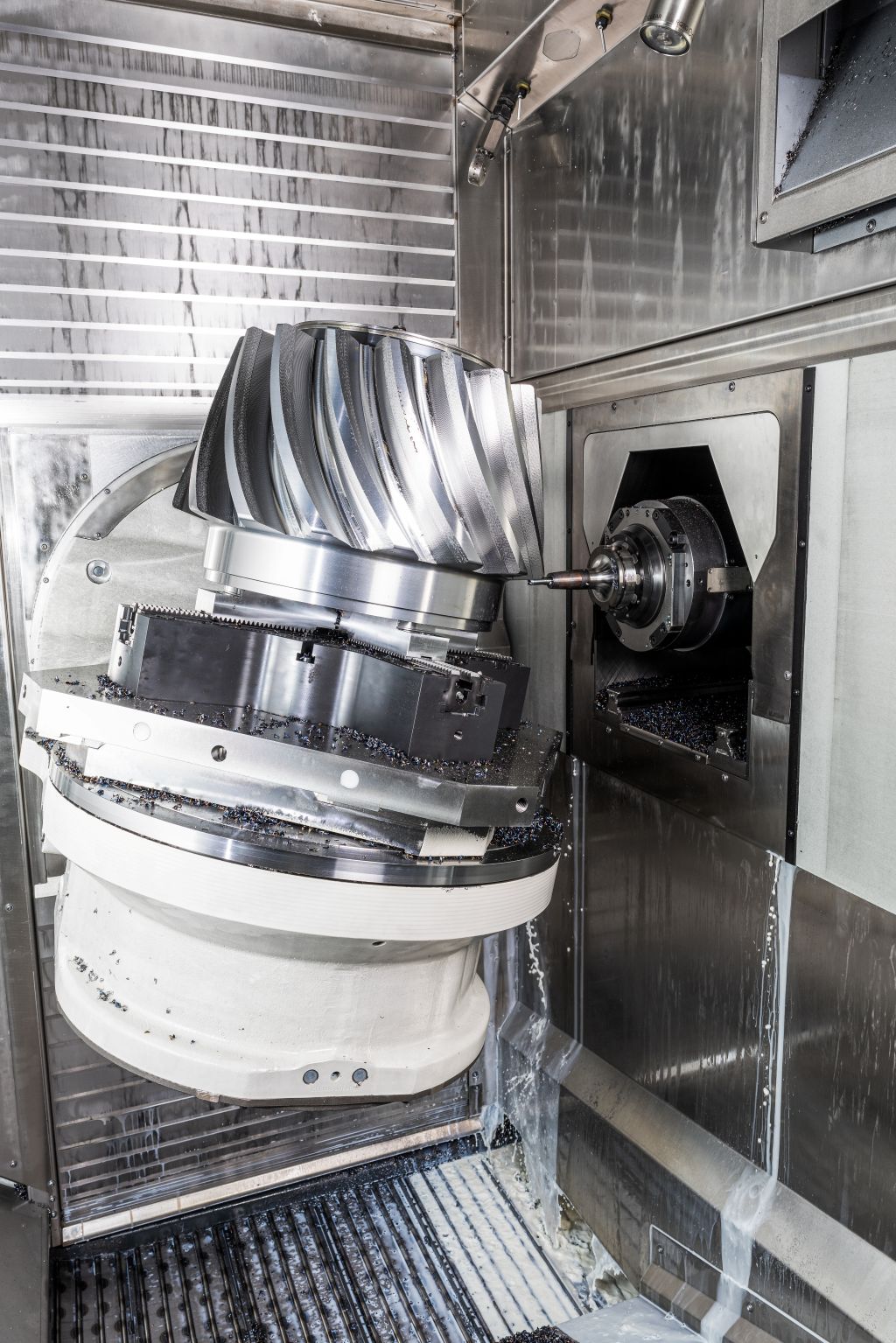
Horn et Boehlerit
La coopération de distribution entre Horn et Boehlerit existe depuis septembre 2016. L'objectif de cette coopération de distribution est de regrouper les synergies de produits et de distribution de deux entreprises de taille intermédiaire et de croître ensemble sur des marchés ciblés en tant qu'entreprises familiales. Pour Horn, le programme de fraisage de Boehlerit est un complément de produit approprié à son propre programme de fraisage. Horn élargit ainsi sa position d'outil de leader dans des applications techniquement exigeantes, également dans l'usinage général.
Objectif atteint
Pour le dégrossissage de l'engrenage, Voith mise sur un nouveau système de fabrication entièrement automatisé de Grob. L'installation se compose de trois centres d'usinage à 5 axes avec stockage linéaire automatique ainsi que de diverses stations de montage. Le temps de traitement lors du pré-engrenage a pu être réduit de 55 % grâce à la transition vers le nouveau concept d'outil par rapport à l'usinage par fraisage. L'objectif de 40 % a donc été dépassé. La durée de vie des outils est conforme à la demande pour une pièce par outil, ou un tranchant pour le fraiseur à plaquettes amovibles. "Les performances des fraiseurs nous ont pleinement convaincus. Cependant, ce ne sont pas seulement les solutions d'outils :
La mise en œuvre de tels projets nécessite également des conseils techniques compétents ainsi qu'un temps de réaction et de livraison rapide. Ces caractéristiques sont remplies par Horn pour nous en tant que partenaire d'outils", raconte Glaser.
Informations sur l'entreprise Voith :
Le groupe Voith est un conglomérat technologique opérant à l'échelle mondiale. Avec son large portefeuille d'installations, de produits, de services et d'applications numériques, Voith fixe des normes sur les marchés de l'énergie, du papier, des matières premières et du transport. Fondé en 1867, Voith emploie aujourd'hui environ 22 000 personnes, génère un chiffre d'affaires de 5,2 milliards d'euros et possède des sites dans plus de 60 pays à travers le monde, ce qui en fait l'une des grandes entreprises familiales d'Europe. La division Voith Turbo fait partie du groupe Voith et est spécialisée dans la technologie d'entraînement intelligente, les systèmes et les services sur mesure. Grâce à des produits innovants et intelligents, Voith offre une efficacité et une fiabilité maximales. Des clients de nombreux secteurs tels que le pétrole et le gaz, l'énergie, l'exploitation minière et la construction de machines, la technologie navale, les véhicules ferroviaires et utilitaires font confiance aux technologies de pointe et aux solutions numériques de Voith.
Contact :


