


Valuri mari, vântul suflă cu putere dinspre babord, iar spuma apei se izbește de punte. Nava de aprovizionare se află la doar câțiva metri de uriașele picioare de suport ale platformei offshore. Cu toate acestea, nava nu se abate nici măcar un metru de la poziția sa. Cum este posibil? Echipajul controlează aceasta cu ajutorul propulsorului Voith-Schneider. De aproximativ 100 de ani, Voith produce acest sistem de propulsie special în Heidenheim, Baden-Württemberg. Transmiterea puterii se face în varianta mecanică prin intermediul unor componente de angrenaj enorme. Pentru prelucrarea angrenajelor, echipa condusă de inginerul de proces Dr. Thomas Glaser se bazează pe sisteme de frezare cu avans mare de la Paul Horn GmbH și Boehlerit.
Prin construcția sa, un propulsor Voith-Schneider (VSP) generează tracțiune în orice direcție. Prin urmare, acesta este atât un sistem de propulsie, cât și de control. Datorită timpilor scurți de reacție la comenzile de control, VSP permite, de asemenea, manevre rapide, sigure și precise chiar și în condiții dificile. Acest sistem permite chiar și o mișcare laterală (traversare). Acest concept de propulsie este utilizat pe nave care necesită o manevrabilitate ridicată.
Acestea includ, de exemplu, remorchere portuare, feriboturi cu două capete, macarale plutitoare, precum și nave de aprovizionare pentru platforme de foraj.
Principiu simplu

Într-un corp de roată sunt montate aripioare mobile vertical și controlabile. În funcție de tip, numărul variază între patru și opt aripi. Când corpul de roată se rotește și aripile execută o mișcare de oscilație, se generează tracțiune. Viteza de rotație a corpului de roată și amplitudinea oscilației determină forța acestuia. Poziția fazei aripilor determină direcția. VSP funcționează în exploatare la turații reduse.
Acestea reprezintă doar aproximativ 25 la sută din elicele de nave convenționale. Momentele de torsiune ridicate generate de acestea necesită o construcție robustă a sistemului. Propulsia VSP se realizează prin motoare diesel sau electrice.
Transmisia de putere de la motor la elice se realizează în varianta mecanică printr-un sistem de transmisie cu roți conice. În funcție de dimensiunea VSP-ului, dimensiunile componentelor de angrenaj variază. Datorită timpilor de prelucrare uneori lungi, Glaser caută întotdeauna modalități de a optimiza procesele de prelucrare: „Fabricarea unei roți conice cu modulul 21,4 a necesitat o ajustare. Pentru prelucrarea preliminară a roții, am avut nevoie de un timp de prelucrare foarte lung pe o mașină specială de decojire.”
Scopul a fost trecerea de la decapare la frezarea simultană pe 5 axe, pentru a reduce timpul de prelucrare aproape la jumătate. „Un alt punct important a fost durata de viață a uneltelor. Aici am stabilit că durata de utilizare a unei unelte trebuie să fie de cel puțin o piesă“, a spus Glaser.
Freză cu avans înalt de la Horn și Boehlerit
Datorită experiențelor pozitive cu frezele Horn-VHM în procesul de frezare dură și de finisare, producătorul de unelte din Tübingen a fost primul contact pentru procesul de frezare al dinților Modul 21,4. Din cauza volumului mare de așchiere și a cerinței de reducere a timpului de prelucrare cu 40%, se utilizează sisteme de frezare cu avans mare pentru operația de debavurare.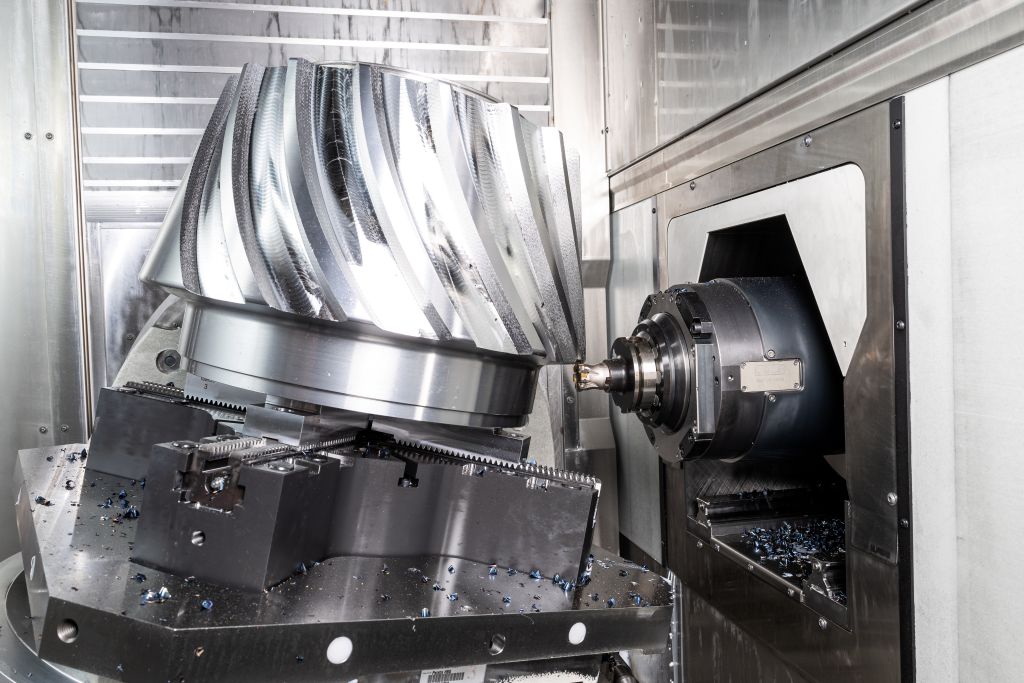
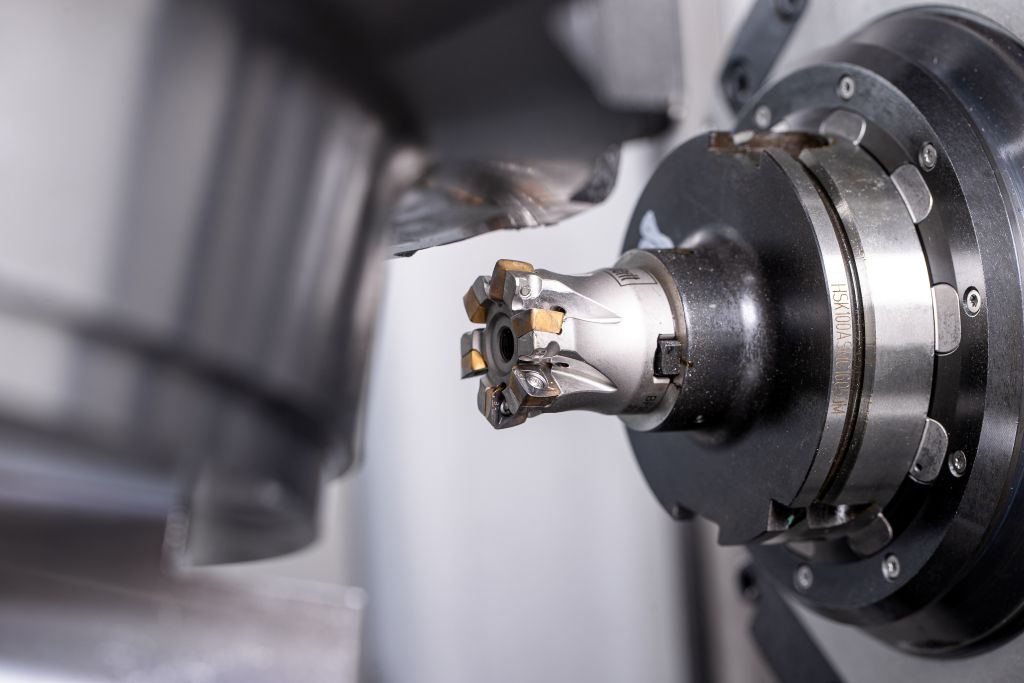
Alegerea s-a făcut, datorită geometriei de angrenare, pe trei diametre diferite, precum și pe diferite tipuri de freze. Prima tăiere este realizată de o freză cu plăcuțe indexabile cu un diametru de 40 mm și șase dinți din Boehlerit. A doua adâncire este realizată de freza cu cap schimbabil Horn de tip DGH, cu patru tăișuri și un diametru al tăișului de 20 mm. Pentru prelucrarea fundului dinților pinionului se folosește o freză cu arbore din VHM din seria DSH cu un diametru de 12 mm și de asemenea patru dinți.
Frezurile cu avans mare taie pe latura frontală. Datorită încărcării în direcția axei, mandrina uneltei este supusă în principal la presiune, iar forțele laterale sunt relativ scăzute. Datorită tendinței reduse la vibrații, uneltele pot suporta în siguranță încărcările mari la avansuri uzuale de dinți de fz = 1 mm și adâncimi de tăiere ap de până la 1,5 mm. Raza mare de la tăișul principal al plăcuțelor de tăiere generează o tăiere moale, asigurând o distribuție uniformă a forțelor de tăiere și, astfel, durate lungi de viață. Pe partea interioară, o rază mică a tăișului permite o pătrundere rapidă și fără probleme. Un unghi de eliberare primar și secundar duce la un unghi de cuie stabil și o bună stabilitate a tăișului. Prin avansuri semnificativ mai mari decât în cazul frezării convenționale, volumul de așchiere în frezarea cu avans mare este considerabil mai mare, în ciuda adâncimilor de pătrundere mai mici.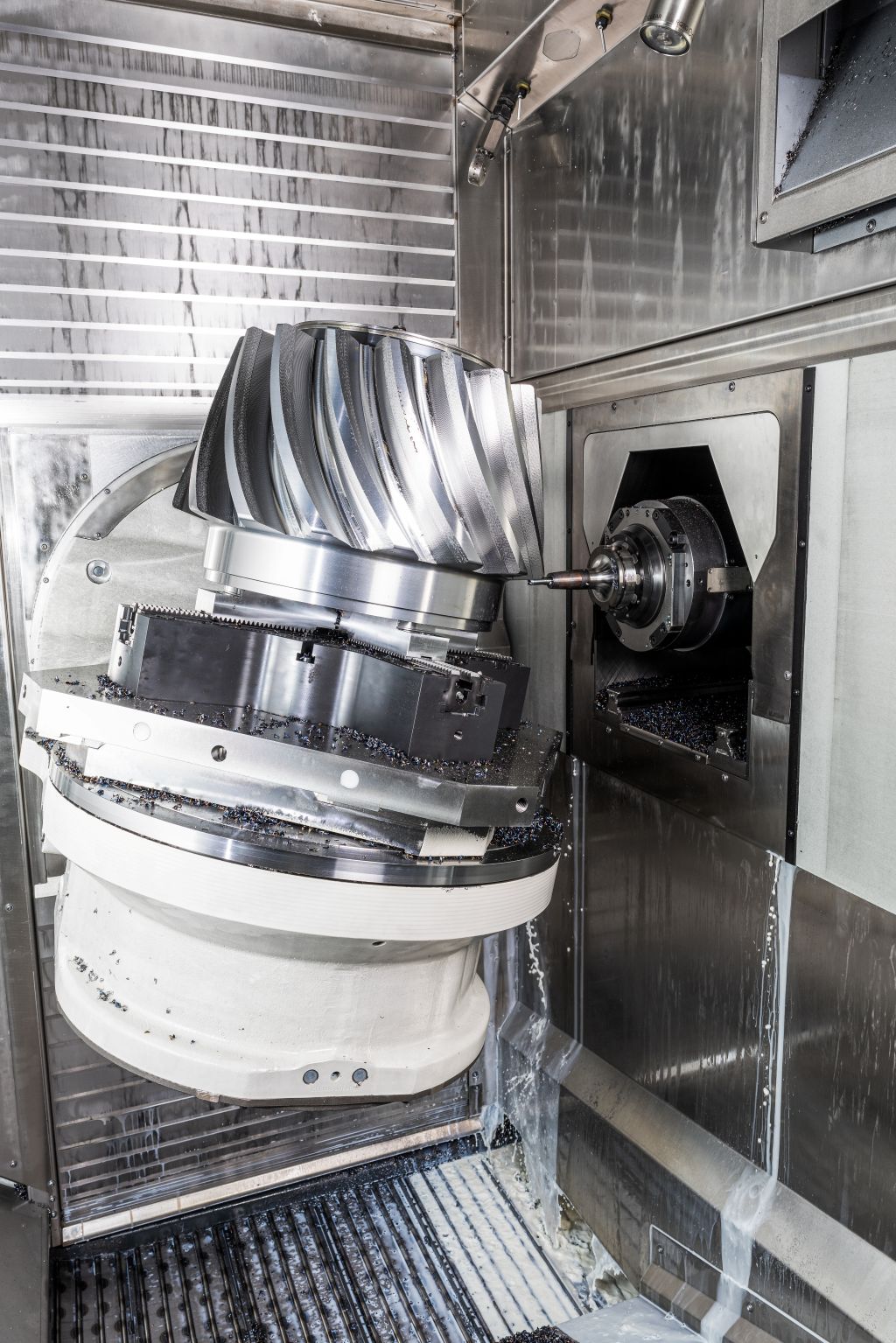
Horn și Boehlerit
Cooperarea de vânzări între Horn și Boehlerit există din septembrie 2016. Scopul acestei cooperări de vânzări este de a combina atât sinergiile de produs, cât și cele de vânzare ale două companii mijlocii și de a crește împreună în piețele țintă ca întreprinderi de familie. Pentru Horn, programul de frezare Boehlerit reprezintă o completare potrivită a propriului program de frezare. Astfel, Horn își extinde poziția de lider în domeniul uneltelor pentru aplicații tehnice exigente, inclusiv în domeniul prelucrării generale.
Obiectiv atins
Pentru prelucrarea dinților, Voith se bazează pe un nou sistem de producție complet automatizat de la Grob. Instalația constă din trei centre de prelucrare cu 5 axe, dotate cu stocare liniară automată, precum și diverse stații de pregătire. Timpul de prelucrare pentru prelucrarea preliminară a dinților a fost redus cu 55% prin trecerea la noul concept de unelte, comparativ cu metoda de așchiere. Astfel, obiectivul de 40% a fost depășit. Durata de viață a uneltelor se ridică, conform cerințelor, la un component pe unealtă, respectiv o lamă la freza cu plăcuțe schimbabile. „Performanța frezelor ne-a convins pe deplin. Totuși, nu sunt doar soluțiile de unelte:
Pentru implementarea unor astfel de proiecte, este necesară și consultanța tehnică competentă, precum și un timp de reacție și livrare rapid. Aceste caracteristici sunt îndeplinite de Horn pentru noi ca partener de unelte”, povestește Glaser.
Informații despre companie Voith:
Grupul Voith este un concern tehnologic cu activitate la nivel mondial. Cu un portofoliu vast de instalații, produse, servicii și aplicații digitale, Voith stabilește standarde în piețele de energie, hârtie, materii prime și transport. Fondat în 1867, Voith are astăzi aproximativ 22.000 de angajați, o cifră de afaceri de 5,2 miliarde de euro și locații în peste 60 de țări din lume, fiind una dintre marile companii familiale din Europa. Domeniul Voith Turbo face parte din grupul Voith și este un specialist în tehnologia de acționare inteligentă, sisteme și servicii personalizate. Prin produse inovatoare și inteligente, Voith oferă cea mai înaltă eficiență și fiabilitate. Clienți din numeroase industrii, cum ar fi petrolul și gazele, energia, mineritul și ingineria mecanică, tehnologia navală, vehiculele feroviare și comerciale, se bazează pe tehnologiile de vârf și soluțiile digitale oferite de Voith.
Contact:


