


Wysokie fale, wiatr szaleje z lewej burty, a woda rozpryskuje się po pokładzie. Statek zaopatrzeniowy znajduje się zaledwie kilka metrów od potężnych podpór platformy wiertniczej. Jednak statek nie zmienia swojej pozycji ani na metr. Jak to możliwe? Załoga steruje nim za pomocą śrub napędowych Voith-Schneider. Od około 100 lat firma Voith produkuje ten specjalny napęd w Heidenheim w Badenii-Wirtembergii. Przekazywanie mocy odbywa się w wersji mechanicznej za pomocą ogromnych elementów zębatych. Do obróbki zębatek zespół pod kierownictwem inżyniera procesów dr. Thomasa Glasera korzysta z systemów frezarskich o wysokim posuwie firmy Paul Horn GmbH i Boehlerit.
Dzięki swojej konstrukcji, śruba Voith-Schneidera (VSP) generuje ciąg w dowolnym kierunku. Jest zatem napędem i systemem sterowania w jednym. Dzięki krótkim czasom reakcji na polecenia sterujące, VSP umożliwia szybkie, bezpieczne i precyzyjne manewrowanie nawet w trudnych warunkach. System ten pozwala nawet na ruch boczny (trawersowanie). Koncepcja napędu znajduje zastosowanie na statkach, które wymagają wysokiej manewrowości.
Do tego zaliczają się na przykład holowniki portowe, promy dwustronne, dźwigi pływające oraz statki zaopatrzeniowe dla platform wiertniczych.
Prosty zasada

W korpusie wirnika zamontowane są pionowo ruchome i sterowalne łopatki. W zależności od typu liczba łopat wynosi od czterech do ośmiu. Gdy korpus wirnika się obraca, a łopatki wykonują jednocześnie ruch drgający, generowany jest ciąg. Prędkość obrotowa korpusu wirnika oraz amplituda drgań określają jego siłę. Położenie fazowe łopatek decyduje o kierunku. VSP pracuje w trybie z niskimi prędkościami obrotowymi.
Stanowią one tylko około 25 procent tradycyjnych śrub okrętowych. Wysokie momenty obrotowe, które się z tym wiążą, wymagają solidnej konstrukcji systemu. Napęd VSP odbywa się za pomocą silników diesla lub elektrycznych.
Przeniesienie mocy z silnika na śmigło odbywa się w wersji mechanicznej za pomocą przekładni stożkowej. W zależności od rozmiaru VSP, kształtują się również wymiary elementów zębatych. Ze względu na częściowo długie czasy obróbcze, Glaser zawsze szuka punktów, w których może zoptymalizować procesy obróbcze: „Produkcja zębatki stożkowej o module 21,4 wymagała dostosowania. Do wstępnej obróbki zębatki potrzebowaliśmy na specjalnej maszynie skrawającej bardzo długiego czasu obróbczej”.
Celem była zmiana z obróbki skrawaniem na frezowanie 5-osiowe w trybie równoległym, aby prawie o połowę skrócić czas obróbki. „Kolejnym ważnym punktem była trwałość narzędzi. Ustaliliśmy, że czas pracy narzędzia musi wynosić co najmniej jeden element”, mówi Glaser.
Wysokowydajne frezy Horn i Boehlerit
Ze względu na dobre doświadczenia z frezami Horn-VHM przy obróbce twardej i wykańczającej, producent narzędzi z Tübingen był pierwszym partnerem do rozmów na temat procesu frezowania zębatki modułu 21,4. Z powodu dużej objętości skrawania i wymaganej redukcji czasu obróbki o 40 procent, do roughingu stosowane są systemy frezarskie o wysokim posuwie.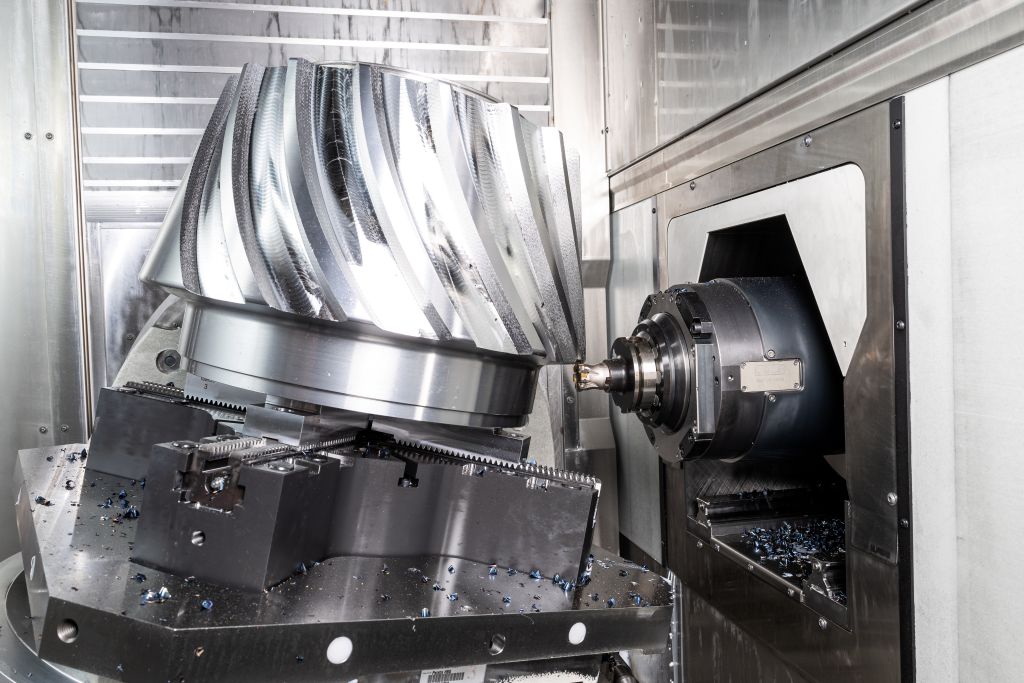
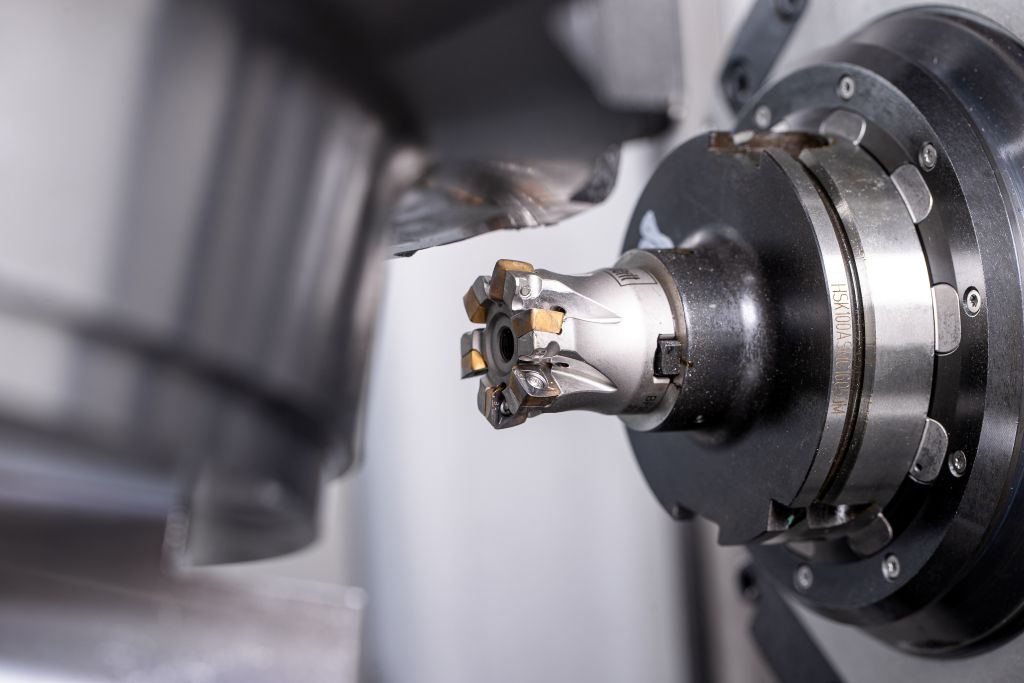
Wybór padł, ze względu na geometrię zębów, na trzy różne średnice oraz różne typy frezów. Pierwsze cięcie wykonuje frez wymienny z płytkami o średnicy 40 mm i sześcioma zębami od Boehlerit. Drugą obróbkę przeprowadza frez wymienny Horn typu DGH z czterema ostrzami i średnicą ostrza 20 mm. Do frezowania dna zęba zębatki stosuje się frez walcowy VHM z serii DSH o średnicy 12 mm i również czterema zębami.
Frezarki o wysokim posuwie tną od strony czołowej. Ze względu na obciążenie w kierunku osiowym wrzeciono narzędziowe jest głównie obciążone na ściskanie, a siły poprzeczne są stosunkowo niskie. Dzięki niewielkiej skłonności do wibracji narzędzia mogą bezpiecznie wytrzymywać wysokie obciążenia przy standardowych posuwach zęba fz = 1 mm przy głębokościach skrawania ap do 1,5 mm. Duży promień na głównym ostrzu wkładek skrawających zapewnia łagodne cięcie, gwarantuje równomierny rozkład sił skrawania, a tym samym długie czasy eksploatacji. Po wewnętrznej stronie mały promień ostrza umożliwia bezproblemowe i szybkie zanurzenie. Kąt wolny pierwotny i wtórny prowadzi do stabilnego kąta klinowego i dobrej stabilności ostrza. Dzięki znacznie wyższym posuwom niż w tradycyjnym frezowaniu objętość skrawania przy frezowaniu o wysokim posuwie jest znacznie wyższa, mimo mniejszych głębokości wprowadzenia.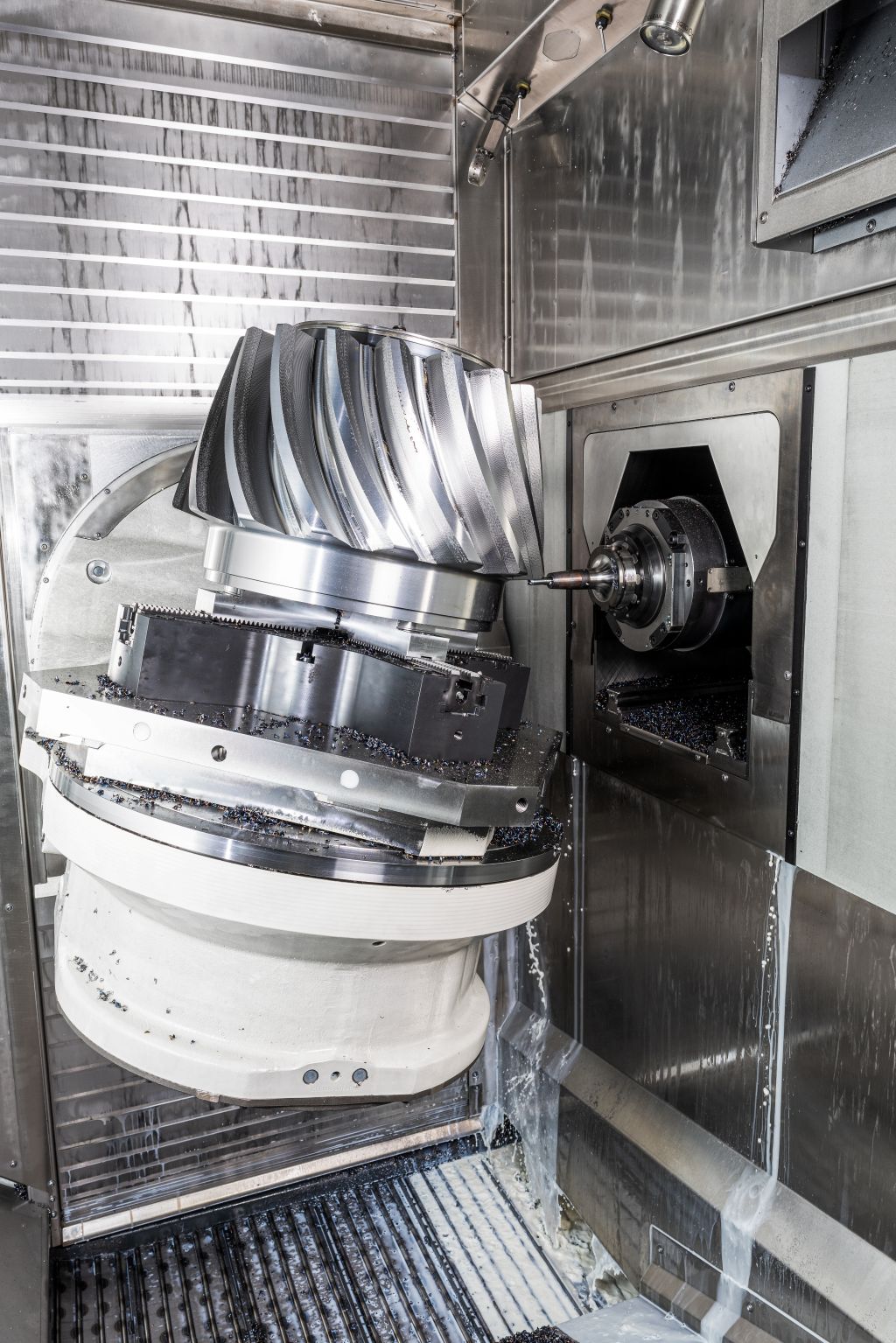
Horn i Boehlerit
Współpraca handlowa między Horn a Boehlerit trwa od września 2016 roku. Celem tej współpracy jest połączenie synergii produktowych i sprzedażowych dwóch średnich przedsiębiorstw oraz wspólne, jako firmy rodzinne, rozwijanie się na wybranych rynkach. Dla Horn program frezarski Boehlerit stanowi odpowiednie uzupełnienie własnego programu frezarskiego. Horn w ten sposób rozszerza swoją wiodącą pozycję w zakresie narzędzi w technicznie wymagających zastosowaniach, również w ogólnej obróbce skrawaniem.
Cel osiągnięty
Do obróbki wstępnej zębatki Voith wykorzystuje nowy, w pełni zautomatyzowany system produkcyjny firmy Grob. Instalacja składa się z trzech pięcioosiowych centrów obróbczych z automatycznym magazynem liniowym oraz różnymi stacjami przygotowawczymi. Czas obróbki podczas wstępnego frezowania udało się zredukować o 55% w porównaniu do skrawania, dzięki przejściu na nową koncepcję narzędzi. Cel 40% został zatem przekroczony. Czas eksploatacji narzędzi wynosi, zgodnie z wymaganiami, jeden element na narzędzie lub jedno ostrze w przypadku frezów z wymiennymi wkładkami. „Wydajność frezów całkowicie nas przekonała. Jednak nie tylko rozwiązania narzędziowe:
W realizacji takich projektów należy również kompetentne doradztwo techniczne oraz szybki czas reakcji i dostawy. Te cechy spełnia Horn jako nasz partner narzędziowy - opowiada Glaser.
Informacje o firmie Voith:
Grupa Voith to globalny koncern technologiczny. Dzięki szerokiemu portfolio obejmującemu instalacje, produkty, usługi i aplikacje cyfrowe, Voith wyznacza standardy na rynkach energii, papieru, surowców i transportu. Założona w 1867 roku, Voith zatrudnia dziś około 22 000 pracowników, osiąga przychody w wysokości 5,2 miliarda euro i ma siedziby w ponad 60 krajach na całym świecie, będąc jednym z dużych rodzinnych przedsiębiorstw w Europie. Obszar koncernu Voith Turbo jest częścią Grupy Voith i specjalizuje się w inteligentnej technologii napędowej, systemach oraz dostosowanych usługach. Dzięki innowacyjnym i inteligentnym produktom, Voith oferuje najwyższą efektywność i niezawodność. Klienci z wielu branż, takich jak ropa i gaz, energia, górnictwo, inżynieria maszynowa, technika okrętowa, transport kolejowy i pojazdy użytkowe, polegają na technologiach najwyższej klasy oraz rozwiązaniach cyfrowych od Voith.
Kontakt:


