


Die spanende Bearbeitung ist ein entscheidender Faktor für die industrielle Durchsetzung von faserverstärkten Kunststoffen – vor allem in Hinsicht auf hybriden Leichtbau. Ein großes Problem bei der Bohrbearbeitung von CFK/Titan-Stacks war bislang der hohe Verschleiß. Das Fraunhofer IPA in Stuttgart hat hierfür mit einem neuen Werkzeugkonzept und Verfahren für die Einbringung dieser Nietbohrungen eine Lösung gefunden. Die Innovation: ein Konteraufbohrverfahren.
Die Landesagentur für Leichtbau Baden-Württemberg präsentiert diese Innovation des Fraunhofer-Instituts für Produktionstechnik und Automatisierung IPA mit ihrem ThinKing im Mai. Die Leichtbau BW GmbH stellt unter diesem Label regelmäßig beispielhafte Produkte und Dienstleistungen im Leichtbau aus Baden-Württemberg vor.
Gerade im Bereich der Luft- und Raumfahrttechnik bedeutet die geforderte Genauigkeit an Niet-Bohrungen in Kombination mit schwer-zerspanbaren Werkstoffen eine sehr große Belastung der eingesetzten Werkzeuge. Die Prozesse zur Bohrbearbeitung von Flugzeugstrukturen aus Leichtbauwerkstoffen, bestehend aus einem schichtweisen Aufbau aus Titan und CFK oder Aluminium und CFK, sogenannte Stacks, verursachen wegen des hohen Werkzeugverschleißes hohe Kosten und verlangen einen häufigen Werkzeugwechsel.
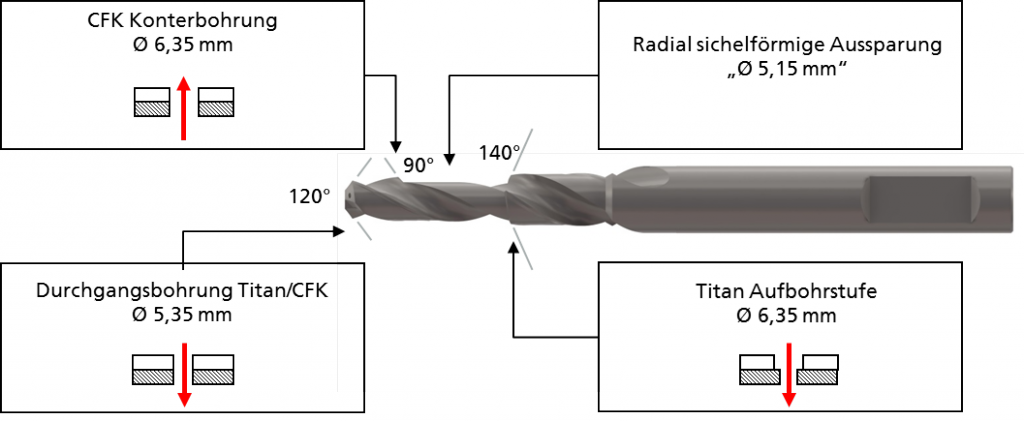
Durch eine geschickte Werkzeugauslegung konnten am Fraunhofer IPA die Werkstoffbearbeitung erleichtert und dabei die Standzeit der Werkzeuge im Vergleich zum Stand der Technik erhöht werden. Das Bearbeitungsverfahren zeichnet sich dabei durch ein radial zustellbares Bohrwerkzeug aus, welches in Bohrvorschubrichtung zentrisch und gegen die Vorschubrichtung exzentrisch hochfeste Leichtbauwerkstoffe aus der Luft- und Raumfahrttechnik bearbeiten kann.
Werkstoff wird kraftflussgerecht aufgebohrt
Vorteil dieses Verfahrens: Die Werkstoffe lassen sich unter optimalen Bedingungen zerspanen; mit fünf Schneiden auf drei Durchmessersegmenten wird jede Werkstofflage mit den optimal abgestimmten Werkzeugschneiden bearbeitet, frei nach dem Motto: „Die optimale Schneide für den jeweiligen Werkstoff.“
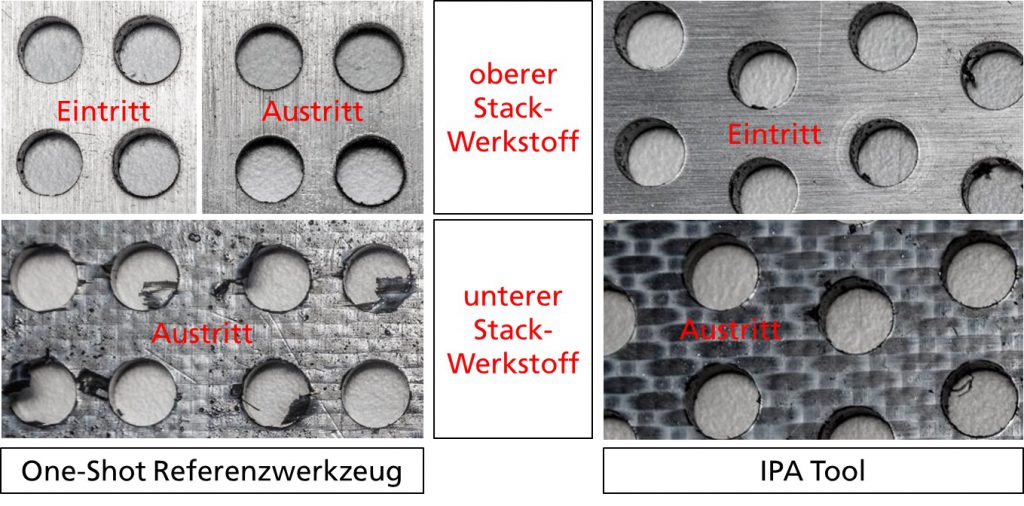
Die Bearbeitung in zwei Vorschubrichtungen ermöglicht es, den Werkstoff kraftflussgerecht aufzubohren, also mit der Hauptkraftkomponente in das Werkstück hineinwirkend. Herkömmliche Werkzeuge wirken im Vergleich hierzu nur in Bohrvorschubrichtung, wodurch das Material an der Austrittsseite aufgeworfen wird und dadurch empfindsam beschädigt werden kann.
Die unterschiedlichen Werkstoffschichten aus Metallen wie Titan oder Aluminium zum einen und die Faserverbundwerkstoffschichten zum anderen lassen sich zudem mit jeweils genau abgestimmten Schneiden bearbeiten, wodurch das Werkzeug länger im Einsatz ist und der Werkstoff sich ohne Schädigung bearbeitet lässt.
Rückziehvorgang des Werkzeuges wird produktiv genutzt
Die werkstoffgerechte Auslegung der Werkzeugschneiden hat einen signifikant positiven Effekt auf die Ergebnisqualität der Bearbeitung: Konventionelle Stack-Werkzeuge sind in ihrer One-Shot-Auslegung als Kompromissgeometrie gestaltet und bilden die notwendigen Werkzeuggeometrien nur unzureichend ab. CFK fordert beispielsweise sehr scharfe Schneiden und einen kleinen Spitzenwinkel des Bohrers. Zudem sind Keilwinkel kleiner und Freiwinkel größer ausgeprägt, um diesen Gegebenheiten Rechnung zu tragen.
Des Weiteren wird durch die Bearbeitung im Konteraufbohrsinn nunmehr auch der Rückziehvorgang des Werkzeuges produktiv genutzt. Konventionelle Bohrvorgänge zerspanen beim Rückziehen nicht. Insbesondere beim Bearbeiten von Stack-Werkstoffen ist das Nachreiben kritisch, da sich die metallischen Werkstoffe bei Wärmeeintrag ausdehnen.
Konteraufbohrverfahren erschließt Potenziale bei Qualitätsbohrbearbeitung
Bei der Entwicklung des Verfahrens am IPA wurde auch darauf geachtet, dass das Werkzeug leicht einsetzbar ist. Die für dieses Verfahren notwendigen Werkzeugeinspannungen sind bereits am Markt verfügbar und können auf herkömmlichen Werkzeugmaschinen eingesetzt werden. Die Spannsysteme unterscheiden sich hinsichtlich aktiver oder passiv geregelter Zustellung. Das hierin beschriebene System ist auch für passive, also nicht elektronisch geregelte Systeme geeignet. Die radiale Zustellung ist stufenlos einstellbar und erlaubt somit eine variable Durchmesseranpassung der Aufbohrstufe von 0 bis 0,8 mm.
Das Bohrprinzip eignet sich insbesondere auch für die hoch-qualitative Bearbeitung von schwer-zerspanbaren Werkstoffen, welche eine vorder- und rückseitige Entgratung notwendig machen oder für Werkstoffe, welche wie CFK einen laminaren Aufbau aufweisen und somit gegenüber Bearbeitungskräften sehr sensibel sind. Das innovative Konteraufbohrverfahren für neuartige Hochleistungs-Leichtbauwerkstoffe macht große Potenziale bei der Qualitätsbohrbearbeitung erschließbar.
Kontakt:



