


„Wir verfolgen den Plan, beim Fräsen kontinuierlich besser zu werden“, betont Rolf Schürle, Geschäftsführer der HKR Werkzeugtechnik GmbH. „Und zwar sowohl was das Bearbeitungsergebnis, die Prozesssicherheit und die Durchlaufzeit betrifft, als auch bei den Kosten.“ Darum steht für Schürle auch das Thema Werkzeuge ganz oben auf der Prioritätenliste. So sind bei HKR aktuell zu 90 Prozent MMC Hitachi Tool-Werkzeuge im Einsatz, weil die Schwaben damit die besten Erfahrungen gesammelt haben, auch was die anwendungstechnische Unterstützung angeht.

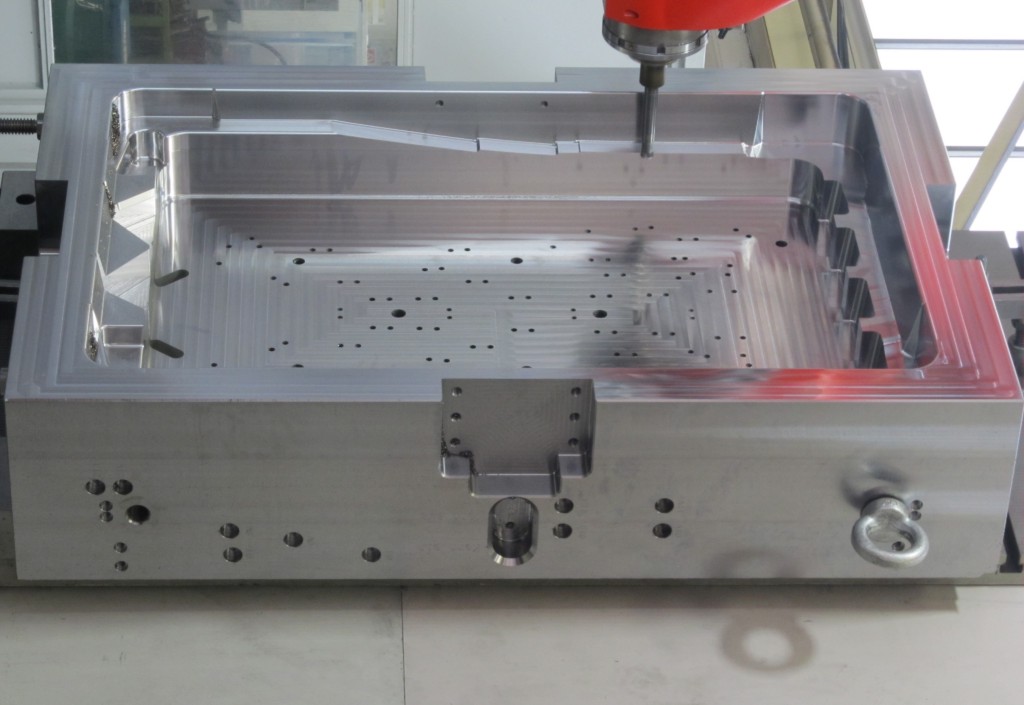
Formenrahmen zählen zu den typischen Bauteilen, die bei HKR auf der Fahrständermaschine bearbeitet werden. Nicht zuletzt mit Blick darauf wurde man letztes Jahr in Spraitbach auf den Begriff Tonnenfräser aufmerksam. Durch den tonnen-förmigen und damit größeren Radius der Schneide lässt sich hier mehr zustellen, bei trotzdem guter Oberflächenqualität.
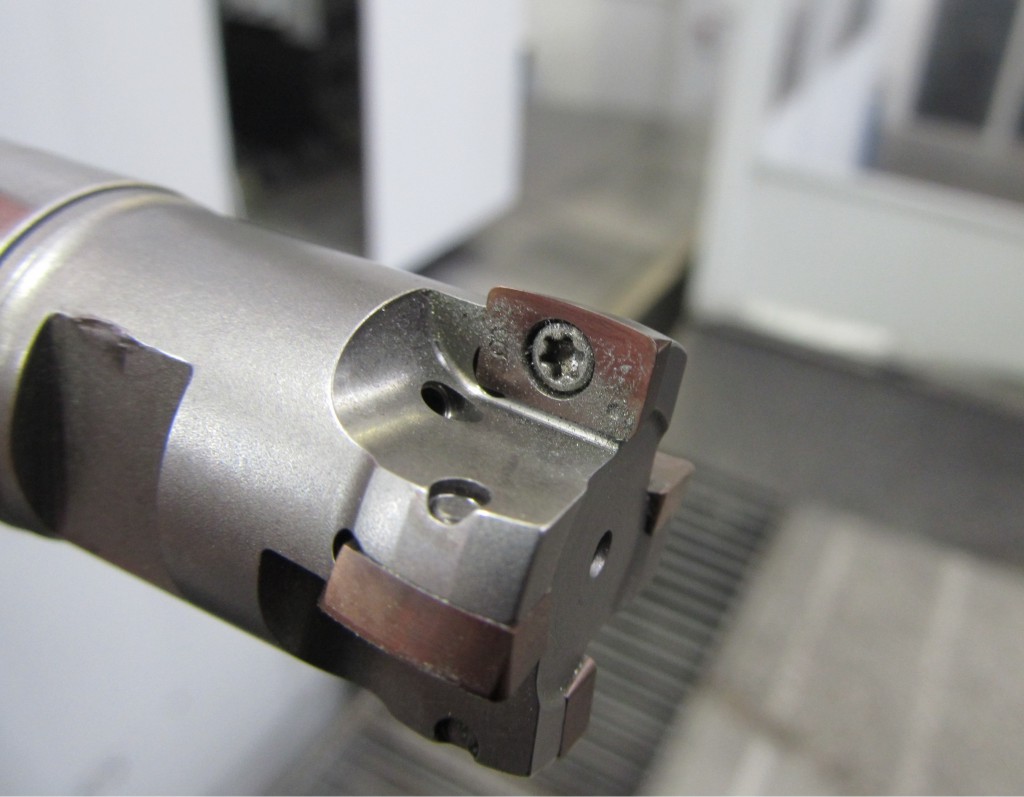
Schließlich kam dann auch etwas zum Thema Tonnenfräser von MMC Hitachi Tool: Der japanische Werkzeugspezialist bietet mit dem GF1 erstmals ein Tonnenfräser an, der mit einem Wendeschneidplattensystem ausgestattet ist. Zudem sind die hauseigenen und weiterentwickelten Beschichtungen ‚TH‘ beziehungsweise ‚Panacea‘ bisher am Markt einzigartig. Der GF1 ist mit R20- und R30-Wendeschneidplatten in zwei Radien erhältlich, außerdem werden mit 16, 20 und 25 mm auch größere Durchmesser abgedeckt.
Bereits kurz nach der Präsentation des GF1 startete HKR mit den ersten Testreihen. Die gemeinsam mit MMC Hitachi Tool vor Ort durchgeführte Prozessoptimierung lieferte auf Anhieb beeindruckende Ergebnisse: Mit dem Werkzeug haben die Schwaben beim Feinschlichten axial in allen Bereichen 0,8 mm zugestellt, die Drehzahl auf 5.000/min erhöht und sind mit 3.000 mm/min Vorschub gefahren. Das war natürlich ein Riesenfortschritt gegenüber den bisherigen 0,3 mm und 2.000 mm/min bei den schrägen Flächen. Denn mit dem GF1 konnten bei Drehzahl, Vorschub und den Zustellungen sowohl bei den senkrechten Wänden wie bei den Schrägen die gleichen Werte gefahren werden, was bei den Wendeschneidplatten-Torusfräsern eben nicht möglich war. Beim Vorschlichten wurde sogar 1,5 mm in der Tiefe zugestellt und mit 3.500 mm/min Vorschub auf der Ecomill mit dem GF1 3-achsig gefräst; gekühlt wurde, wie vorher schon bei den Torusfräsern, mit Luft.
Aufgrund der Tonnenform mit ihrem großen Radius – beim Formenrahmen wurde R30 gewählt – konnte man mit dem GF1 in den 5°-Bereichen relativ große Treppen fahren. So war die Zeitersparnis beim Vor- und Fertigschlichten gegenüber vorher mit etwa 68 Prozent hoch. Bei den 90°-Flächen war die Ersparnis etwas geringer, aber mit rund 55 Prozent immer noch recht beachtlich. Insgesamt reduzierte sich die Laufzeit beim Vorschlichten von 250 Minuten auf nur noch 110 Minuten. Beim Fertigschlichten der oberen Bereiche wurden bisher mit den beiden Torusfräsern etwas über 1.000 Minuten benötigt. Die gleichen Flächen hat man in Spraitbach nun in vier Stunden fertig geschlichtet – ein gewaltiger Zeitvorteil.
War man bei HKR zunächst noch etwas skeptisch, ob die von MMC Hitachi Tool im Flyer für den GF1 angekündigte Zeitersparnis von bis zu 70 Prozent der Wirklichkeit entspricht, konnten die Tests beweisen, dass man diesem Wert in der Praxis ziemlich nahe kommt. Wie immer müssen auch beim GF1 Werkzeug und Bearbeitungsaufgabe stets zueinander passen. Aber wenn alles stimmt, ist die Einsparung zum Beispiel gegenüber Torus- oder Kugelfräsern immens. Gut ist beim konkreten Fall natürlich auch, dass bei allen Flächen des Formenrahmens und für alle Schlichtprozesse nur noch ein einziges Werkzeug benötigt wird.
In diesem Zusammenhang spricht Rolf Schürle einen weiteren Aspekt an, nämlich die Werkzeug- und Prozesskosten: „Unter dem Strich haben sich die Gesamtprozesskosten beim Schlichten des Formenrahmens von vorher knapp 1.000 Euro auf etwas unter 400 Euro mehr als halbiert. Wenn man dies auf das Jahr hochrechnet, kann ich auch beim Thema Kosten mit dem GF1 so richtig was rausholen.“
Kontakt:


