


Bohrungen mit höchster Genauigkeit und definierter Oberfläche – dabei denkt der Fachmann sofort ans Honen. Das Paradebeispiel sind Zylinderbohrungen in Motorblöcken. Bis die geforderte Qualität erreicht ist, führt das Honwerkzeug mehrere Hubbewegungen aus – die bekannte Variante der Technologie. Die wenigsten Lehrbücher behandeln darüber hinaus noch das so genannte Einhubhonen, deshalb ist es zumeist nur Insidern ein Begriff.
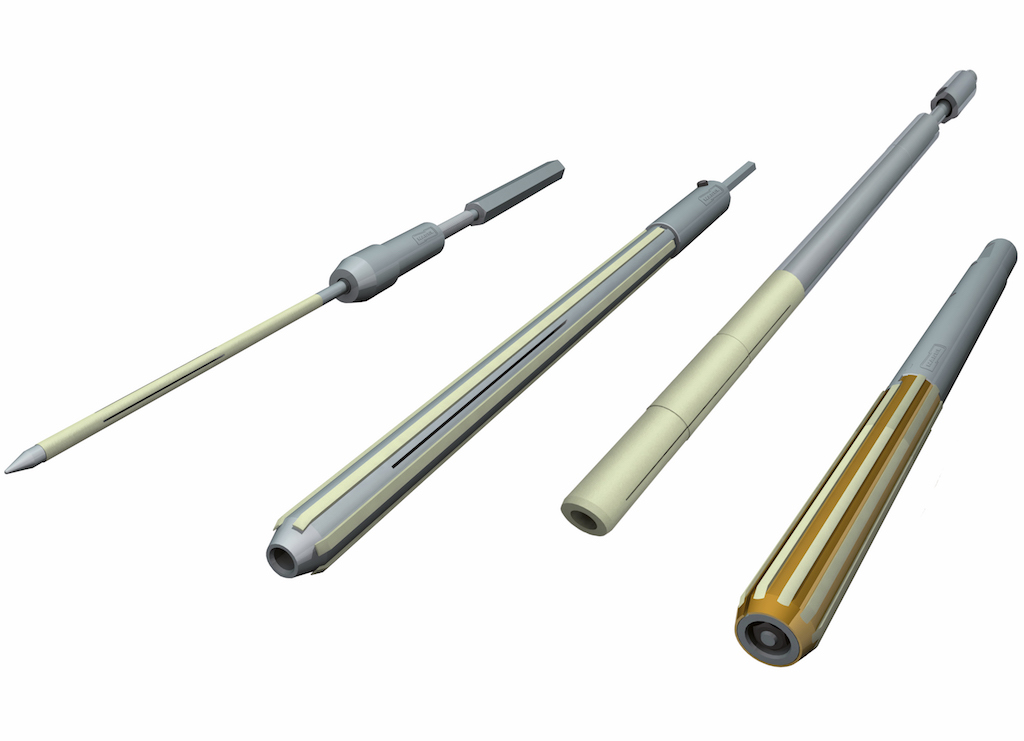
Bei diesem Verfahren kommen Hondorne mit Diamantschneidbelägen zum Einsatz. Die Dorne fahren mit einer bestimmten Drehzahl einmal in die Bohrung und wieder zurück, fertig ist der Arbeitsgang. Die Diamantierungen umgeben den Grundkörper vollflächig oder leistenförmig, je nach Anwendung. Vollflächige Beläge eigenen sich vor allem bei Bohrungen mit Längsnuten.
Auf einen Hub begrenzt ähnelt das Verfahren dem Reiben, die Präzision liegt jedoch deutlich höher. Die Elgan Diamantwerkzeuge GmbH & Co. KG entwickelt seit vielen Jahren neben klassischen Honwerkzeugen auch solche für das Einhubhonen, oder „Precidorhonen“ wie die Spezialisten in Nürtingen sagen – von „präzise“ und „Dorn“. Die Genauigkeiten, die sich mit „Precidorwerkzeugen“ erzeugen lassen, liegen bei <1µ für die Zylinderform und <0,5µ für Rundheit, Durchmesser und Rauheit Rz.
Anwendungen finden sich im Fahrzeugbau, beispielsweise Hochdruckbohrungen in Einspritzanlagen oder Lagergassen in Kurbelgehäusen, ferner in der Hydraulik, der Luft- und Raumfahrttechnik oder auch in der Medizintechnik. Wie beim herkömmlichen Honen wird die Bearbeitung bei Bedarf auf zwei oder mehrere Stufen aufgeteilt. Folglich gibt es Werkzeuge für die Vor-, ggf. Zwischen- und Fertigbearbeitung.
Kostengünstige Wiederaufbereitung
Precidorwerkzeuge bieten hohe Standmengen in einer 5- oder gar 6-stelligen Größenordnung. Das liegt zum einen an der hohen Widerstandsfähigkeit des Schneidstoffes, aber auch an der gegenüber galvanischen Belägen vielfach höheren nutzbaren Belagsdicke. Mit Hilfe eines Spreizkegels im Innern lassen sich die Werkzeugkörper geringfügig aufweiten, ausreichend um das Maß im µ-Bereich zu korrigieren. „Sind die Nachstellmöglichkeiten ausgereizt, d. h. der Diamantbelag zu sehr abgenutzt, ist eine Wiederaufbereitung zu einem Bruchteil des Neupreises möglich“, erklärt Michael Nagel, Vertriebsleiter bei Elgan.
Verständlich, dass es solche hochpräzisen und wertvollen Werkzeuge nicht von der Stange gibt. Michael Nagel weiter: „In den meisten Fällen hat der Anwender zunächst keine konkrete Vorstellung, wie das optimale Werkzeug für seine Applikation auszusehen hat. Wir legen ihm den Prozess aus und entwickeln das Werkzeugdesign.“ Die Nürtinger Experten klären Fragen wie: Ist ein ein-, zwei- oder dreistufiger Prozess zielführend, welche Diamantkörnungen sind für das Vor- und Fertighonen zu wählen, mit welcher Art der Diamantierung ist das beste Ergebnis zu erwarten, vollflächig oder mit Leisten, welche Lösung passt optimal zu den entsprechenden Taktzeiten bzw. Stückzahlen?
Die meisten Precidorwerkzeuge werden für Durchmesser <20 mm hergestellt. Doch es gibt auch größere, etwa für die Mobilhydraulik oder Kurbelwellen von Nutzfahrzeugmotoren. Dort sind D=40-120 mm eine typische Größenordnung. In dieser Dimension erhalten die Werkzeuge so gut wie immer Leisten-Schneidbeläge.
Herausforderung Stufenwerkzeuge
Eine besondere Gattung sind Stufen-Precidorwerkzeuge, die zwei unterschiedliche Durchmesser in einem Arbeitsgang bearbeiten. Elgan realisierte solche Werkzeuge z.B. für Sacklochbohrungen in Automatikgetrieben mit Durchmessern zwischen 6 und 8 mm. Die Durchmesserdifferenz der jeweiligen Stufe betrug nur wenige Zehntel Millimeter. Die Bearbeitung wurde auf zwei Werkzeuge für die Vor- und Fertigbearbeitung aufgeteilt. Bei der Vorbearbeitung werden ca. 10 µm, bei der Fertigbearbeitung ca. 5 µm abgetragen.
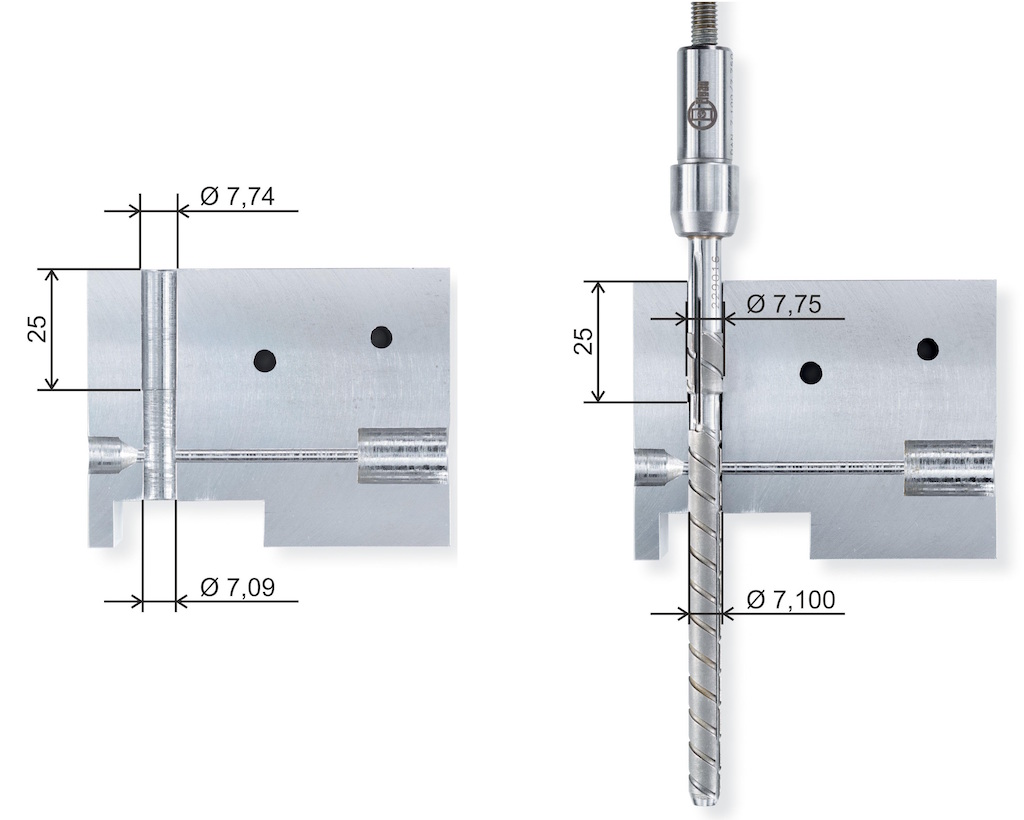
Im montierten Getriebe gleitet ein Kolben in der Bohrung auf und ab. Um diese Funktion sicher zu stellen, schrieben die Konstrukteure des Bauteils Toleranzen von wenigen µm vor, beispielsweise 5 µm für die Koaxialität der Stufen. „Stehen solche hohen Forderungen in der Zeichnung des Kunden, müssen wir unsere Precidorwerkzeuge mit höchster Präzision fertigen. In unserer eigenen Zeichnung steht dann beispielsweise +/-1µm“, erklärt Michael Nagel.
Da die Stufenwerkzeuge zwei Durchmesser bearbeiten, muss auch eine zweifache Nachjustierung vorhanden sein, einmal schaft-, einmal stirnseitig. Der schaftseitige, obere Durchmesser kann durch die Steuerung der Honmaschine, sein Gegenüber vom Einrichter manuell nachgestellt werden. Die wichtigsten Prozessparameter für diese Anwendung: n = 1400 1/min, Vorschub = 0,6 m/min, Eingriffszeit = 10 sec. Kühlschmierstoff: Honöl. Eine Spülnut mit einem definierten Drall bewirkt, dass der KSS in der erforderlichen Menge in die Bohrung läuft.

Eine weitere Kundenforderung war eine Standmenge von 50.000 Bohrungen, bis ein Werkzeug ersetzt werden muss. „Am Ende erreichten wir sogar mehr als das Doppelte“, stellt Michael Nagel fest. Und er ergänzt: „Das Precidorhonen ist ein sehr sicherer Prozess. Sind die Werkzeuge optimal ausgelegt, arbeiten sie sehr zuverlässig. Nicht zuletzt deshalb, weil wir einen umfangreichen Fragenkatalog zur Prozessauslegung entwickelt haben und einen intensiven Kontakt mit dem Kunden pflegen.“
Eine alternative Technologie, die vergleichbare Ergebnisse liefert, gibt es nicht. Der Hersteller der Automatikgetriebe machte zunächst Versuche mit Reibahlen, erreichte aber nicht die gewünschte Qualität. Eine Reibahle verschleißt verhältnismäßig schnell, dadurch verändert sich die Oberfläche, in der Folge auch die Geometrie. Das gilt insbesondere bei unterbrochenen Schnitten oder auch bei schwer zu bearbeitenden Werkstoffen. Michael Nagel: „Ist eine dauerhaft hohe Bohrungsqualität erforderlich – höher und konstanter als sie jede Reibahle ermöglicht –, landet man zwangsläufig beim Precidorhonen.“
Kontakt:


