


Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) entwickelt gemeinsam mit Industrie- und Forschungspartnern effiziente Prozesse zur Fertigung von Luftfahrtgetrieben. Stähle für Luft- und Raumfahrtanwendungen sind aufgrund ihrer vielen vorteilhaften Eigenschaften, wie hohe Festigkeit und Duktilität, eine Herausforderung in der Zerspanung. Neben der hohen Belastung für das Werkzeug resultieren beim Drehen dieser speziellen Werkstoffe zumeist lange Fließspäne. Diese ungünstigen Späne wickeln sich um das Bauteil und müssen manuell vom Maschinenbediener entfernt werden. Durch eine Verbesserung der Spanform kann dieser Arbeitsschritt entfallen und der Automatisierungsgrad der Fertigung verbessert werden. Die Folge ist eine signifikante Steigerung der Produktivität.
Die besonderen Herausforderungen der Luftfahrtindustrie
Bauteile, die in der Luft- und Raumfahrt eingesetzt werden, unterliegen höchsten Sicherheitsansprüchen. Sie müssen eine hohe Zähigkeit und Festigkeit aufweisen, um den thermischen und mechanischen Belastungen während des Einsatzes standhalten zu können. Gerade diese positiven Werkstoffeigenschaften erschweren die spanende Bearbeitung. Die Zerspanung dieser hochfesten Stähle bietet zentrale Herausforderungen für die Maschinensteifigkeit sowie die Werkzeugstandzeit. Es ist bekannt, dass durch Anpassung der Schnittparameter der Spanbruch verbessert werden kann. Dies liegt an dem vergrößerten Spanungsquerschnitt, der beispielsweise durch Steigerung des Vorschubs oder der Schnitttiefe erreicht wird. Der größere Spanungsquerschnitt steigert die plastische Verformung im Span, wodurch dieser bricht. Dieses Vorgehen ist in der Fertigung von Luftfahrtkomponenten nur bedingt möglich, da die Fertigungsprozesse strengen Auflagen unterliegen und eine Variation der Prozessparameter neu zertifiziert werden muss. Veränderungen der Prozessstellgrößen können zudem die Werkstückeigenschaften signifikant beeinflussen. Beispielsweise können durch die thermische Belastung während der Zerspanung die Werkstoffeigenschaften dahingehend verändert werden, dass das Bauteil im Einsatz eine geringe Lebensdauer, beispielsweise durch veränderte Eigenspannungen, aufweist. Der Einsatz von Werkzeugen mit Spanleitstufen ist somit notwendig. Allerdings ist es für den Anwender herausfordernd, die entsprechenden Schneidplatten aufgrund der unterschiedlichen industriell verfügbaren Spanleitgeometrien auszuwählen. Weiterhin existieren nur eingeschränkt Informationen zu den vorhandenen Spanleitgeometrien. Daher ist für den Anwender nicht bekannt, welche Spanleitstufe bei welchem Anwendungsfall eingesetzt werden sollte.
Kleine Veränderung mit großer Wirkung
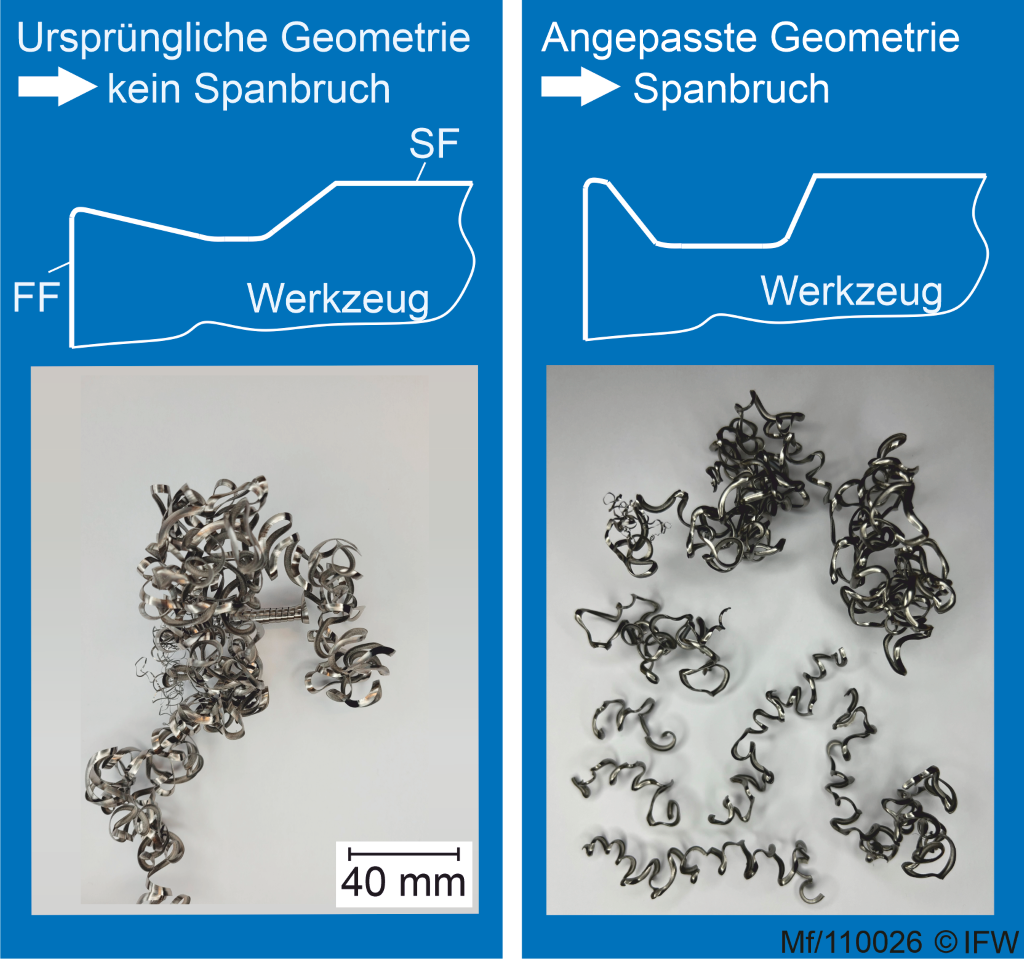
Am IFW wurden die Spanleitgeometrien von jeweils drei ausgewählte Schneidplatten der Geometrien DNMG 150612 und VCMT 160404 analysiert. Die verschieden Spanleitgeometrien auf den jeweiligen Werkzeugen wurden mittels Fokusvariation gemessen und gegenübergestellt. Anschließend wurden die Schneidplatten eingesetzt, um die vier Werkstoffe 300M, 15-5PH, SAE9310 und EZ2NKD18 zu zerspanen. Die dabei erzeugten Späne wurden anhand ihrer Spanform, Spanraumzahl und Spandicke ausgewertet. Bei den hochduktilen Luftfahrtstählen wurden meistens die ungünstigen Wirrspäne der Spanformklasse 2 erzeugt. Im Folgenden konnten Rückschlüsse auf den Einfluss der verschiedenen geometrischen Parameter der Spanleitstufen auf die Spanform gezogen werden. Diese Ergebnisse wurden genutzt, um am IFW Hannover neue, innovative Spanleitgeometrien auszulegen. Es zeigt sich dabei, dass bereits minimalste Veränderungen der Spanleitstufen die Spanformung signifikant beeinflussen. In Bild 2 ist zu erkennen, wie durch eine gezielte Anpassung der Spanleitgeometrie der Spanbruch erzeugt werden kann. In beiden Fällen sind ungünstige Wirrspäne entstanden. Jedoch konnte durch eine geometrische Veränderung der Spanleitstufe der Span rechts im Bild 2 gebrochen werden. In der gezeigten Darstellung ist die Spanleitgeometrie vereinfacht im 2-dimensionalen Schnitt abgebildet.
Durch geschickte Auslegung der Spanleitstufen ist es somit möglich, auch bei geringen Vorschubgeschwindigkeiten und Schnitttiefen einen Spanbruch herbeizuführen. Die Arbeiten zeigen bereits nach den ersten Anpassungen, dass weiterhin großes Potential vorliegt, die Spanform sowie den Spanbruch weiter zu verbessern.
Kontakt:


