


Hartfräsen ist bei Mieruch & Hofmann seit vielen Jahren Standard. Kontinuierlich wird beim sächsischen Umformwerkzeug-Spezialisten an den Prozessen gefeilt. Jüngst wurden gemeinsam mit MMC Hitachi Tool Bearbeitungsstrategien entwickelt, mit denen man beim Schlichten über 60 Prozent schneller geworden ist. Hauptakteur ist hierbei der vierschneidige Kugelfräser EHHB, der zudem für so gute Oberflächen sorgt, dass kaum noch poliert werden muss.
„Unser Bestreben ist es, beim Fräsen immer besser zu werden, besonders bei der Hartbearbeitung“, unterstreicht Gerd-Olaf Pötzinger, der als Meister auch für den Fräsbereich verantwortlich ist.
Im Laufe der Jahre hat sich Mieruch & Hofmann mit seinen aktuell 60 Mitarbeitern und einem vom Prototyp und serienfertigen Werkzeug über die Teilefertigung und Baugruppenmontage bis hin zur voll automatisierten Produktionsanlage erstreckenden Produktspektrum zu einem gefragten Marktpartner entwickelt. Als wichtig für den Projekterfolg betrachtet man in Limbach-Oberfrohna die enge Zusammenarbeit mit Technologiepartnern, so zum Beispiel bei den Präzisionswerkzeugen. Hier steht vor allem die Fräsbearbeitung im Vordergrund, die bei Mieruch & Hofmann als Schlüsseltechnologie angesehen wird.
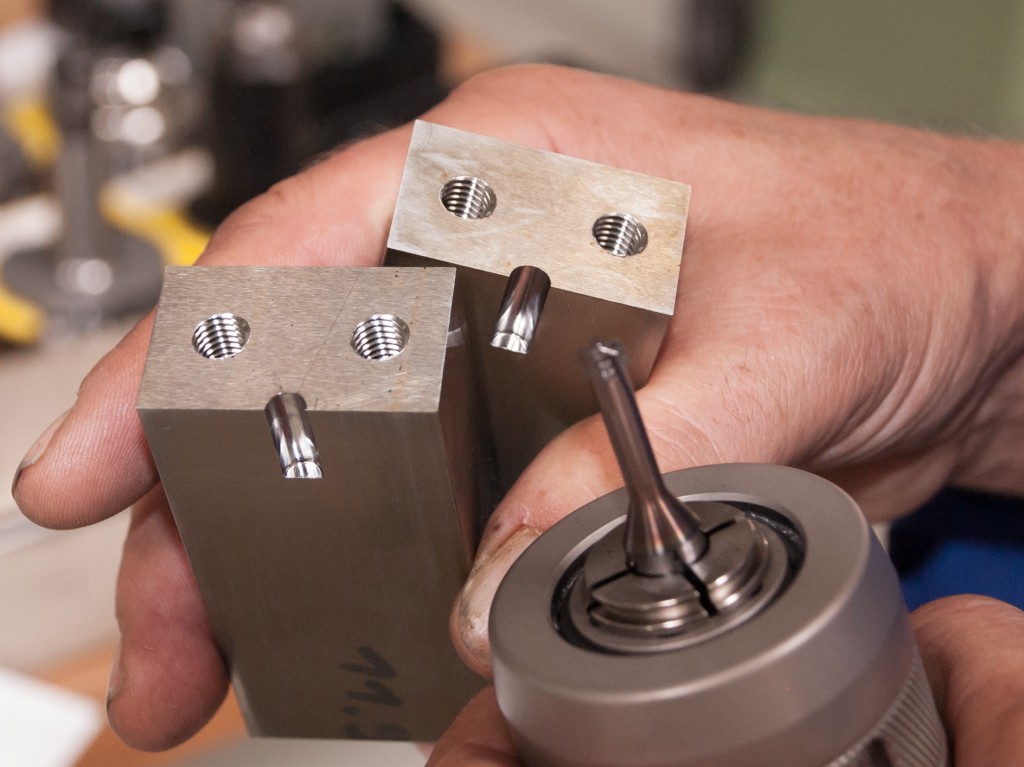
Als Beispiel nennt Pötzinger einen Ziehstempel und das dazugehörige Gesenk für ein 9-stufiges Folgeverbundwerkzeug zur Produktion von Karosserieverstärkungen aus Aluminiumblech. Stempel und Gesenk bestehen aus dem in der Umformtechnik gerne verwendeten Kaltarbeitsstahl 1.2363 (X100CrMoV1), der vorgehärtet und angelassen (62 HRC) bearbeitet wird. Im Ziehbereich dieser Station kommt es auf eine exzellente Oberfläche an, denn Aluminium lässt sich relativ schwer umformen, da es gerne reißt und im Werkzeug zu Aufschweißungen neigt. Den bisherigen Schlichtprozessen mit VHM-Torus- und Kugelfräsern (Vollhartmetall) schlossen sich darum noch aufwendige Polierarbeiten an. An dieser Stelle hatte Mieruch & Hofmann eindeutig Optimierungsbedarf, sowohl was die Zeit, die für das Vor- und Fertigschlichten benötigt wurde, als auch was die gefräste Oberflächenqualität betraf. Eigene Versuche mit unterschiedlichen Werkzeugen und Bearbeitungsstrategien hatten bisher kaum Verbesserungen gebracht.
Weil man an diesem Punkt nicht weiter kam, nahm Pötzinger mit MMC Hitachi Tool Kontakt auf. Schon seit Jahren setzt Mieruch & Hofmann bei der Hartbearbeitung neben Werkzeugen anderer Hersteller zunehmend auch die qualitativ in der oberen Klasse angesiedelten VHM-Fräser des japanischen Herstellers ein. Und die Erfahrungen, die man mit MMC Hitachi Tool gemacht hatte, waren bisher ausschließlich positiv, sowohl was die Produkte – Mieruch & Hofmann zählte in Deutschland zu den Pilotanwendern beim Gewindehartfräsen mit den neuen EDT-Gewindefräsern –, als auch den technischen Support anging.
Wenige Tage später kam der Anwendungstechniker von MMC Hitachi Tool mit dem Kugelfräser EHHB nach Limbach-Oberfrohna, der speziell für die Hartbearbeitung ausgelegt ist und sich gut für das effiziente Schlichten von mittellegierten Stählen wie 1.2363 eignet. Dank exakt abgestimmter Schneidengeometrien, speziellem Feinstkornsubstrat, niedrigster Fertigungstoleranzen und in Verbindung mit der MMC Hitachi Tool-eigenen nanokristallinen PVD-Beschichtung ATH (TH60+) lassen sich laut Angaben des japanischen Herstellers mit diesen VHM-Fräsern bis zu 70 HRC gehärtete Kalt- und Warmarbeitsstähle prozesssicher bearbeiten, was sogar pulvermetallurgische Spezialitäten mit einschließt.
Nach einigen Versuchen fanden der Anwendungstechniker und die Kollegen aus der CAM-Abteilung die passenden Frässtrategien. Das Werkstück wurde schließlich mit dem Kugelfräser EHHB 4100 ATH mit 10 Millimeter Durchmesser komplett vor- und fertig geschlichtet. Wo früher ein Z-konstant zum Vorschlichten programmiert werden musste, kann man mit dem EHHB, sofern es die Kontur erlaubt, direkt auf 1/10 Millimeter vorschlichten. Beim Vorschlichten fährt der Fräser im Flachbereich andere Werte an als im Steilbereich. Diese Strategie ist in NX-CAM hinterlegt. Das hat den Vorteil, dass man optimieren kann – im Gegensatz zum normalen Kopierfräsen, wo man in X- oder Y-Richtung eine saubere Bahn hat und der Fräser dann im Steilbereich massiv abfällt. Ein weiterer Vorteil des vierschneidigen EHHB-Kugelfräser ist, dass er ab Durchmesser vier keine Kugel mehr ist, sondern quasi ein überdimensionierter Torusfräser. Der EHHB verfügt über Mikroschneiden, die dafür sorgen, dass man kein Vc null mehr hat, sondern sich im Torusbereich befindet.
„Ich spare mit dem EHHB einen Großteil an Polierzeit ein und reduziere den Aufwand im CAM-Bereich, da ich nur mit einem einzigen Werkzeug auf Endmaß schlichte und die Kugel nicht mehr anstellen muss. Auch die teilweise wegfallenden Polierarbeiten senken bei uns klar die Kosten und tragen dazu bei, die Durchlaufzeiten zu reduzieren“, zieht Gerd-Olaf Pötzinger ein positives Fazit. „Zudem hat sich die Genauigkeit erhöht, da der EHHB besser schneidet und nicht wegdrückt. Ungenauigkeiten von plus zwei, drei Hundertstel wie bei den früher verwendeten Fräsern gehören mit dem EHHB der Vergangenheit an.“
Kontakt:


