


Okuma ist Systemhersteller für Maschinen, Steuerung, Antriebe und Wegmesssysteme und fokussiert sich immer mehr auf die Optimierung und Entwicklung für praktische Anwendungen. So wurden neben den fünf bereits bewährten „Intelligent Technology“ auch neue Funktionen für die Dreh-/Fräszentren von Okuma entwickelt, die völlig neue Perspektiven in der Komplettbearbeitung bieten.
Mit diesen Funktionen ermöglicht Okuma den Anwendern seiner Maschinen eine erweiterte Komplettbearbeitung sowie neue Zerspanungsprozesse. Somit wird eine noch effizientere Maschinenanwendung praktisch umgesetzt und die Produktivität deutlich gesteigert. Nachfolgend werden die Funktionen „Interpolationsdrehen“ und „Drehen mit Überlagerung der NC-B-Achse“ für die Baureihe MULTUS U sowie das „Bearbeitungspaket für Verzahnungen“ für die Baureihen MULTUS U und MU-L beschrieben.
Interpolationsdrehen
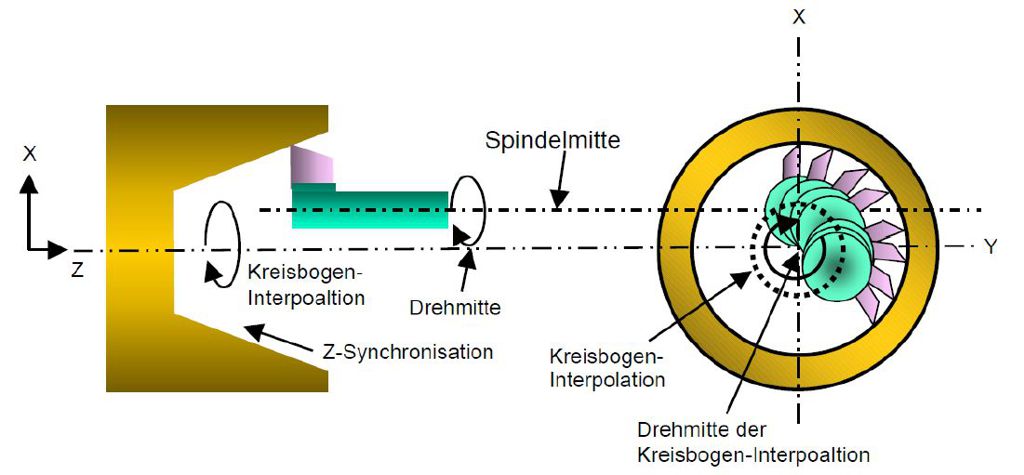
Das Interpolationsdrehen ist schon seit 16 Jahren auf Okumas horizontalen Bearbeitungszentren möglich. Nun steht diese Funktion auch für die Dreh-/Fräszentren der Baureihe MULTUS U zur Verfügung. Damit werden drehtypische, rotationssymmetrische Konturen und Formen durch Synchronisierung der X-, Y- und Z-Achse sowie der Spindelposition bearbeitet. (Bild 1) Dies kann sowohl zentrisch zur Drehmitte erfolgen als auch außerhalb.
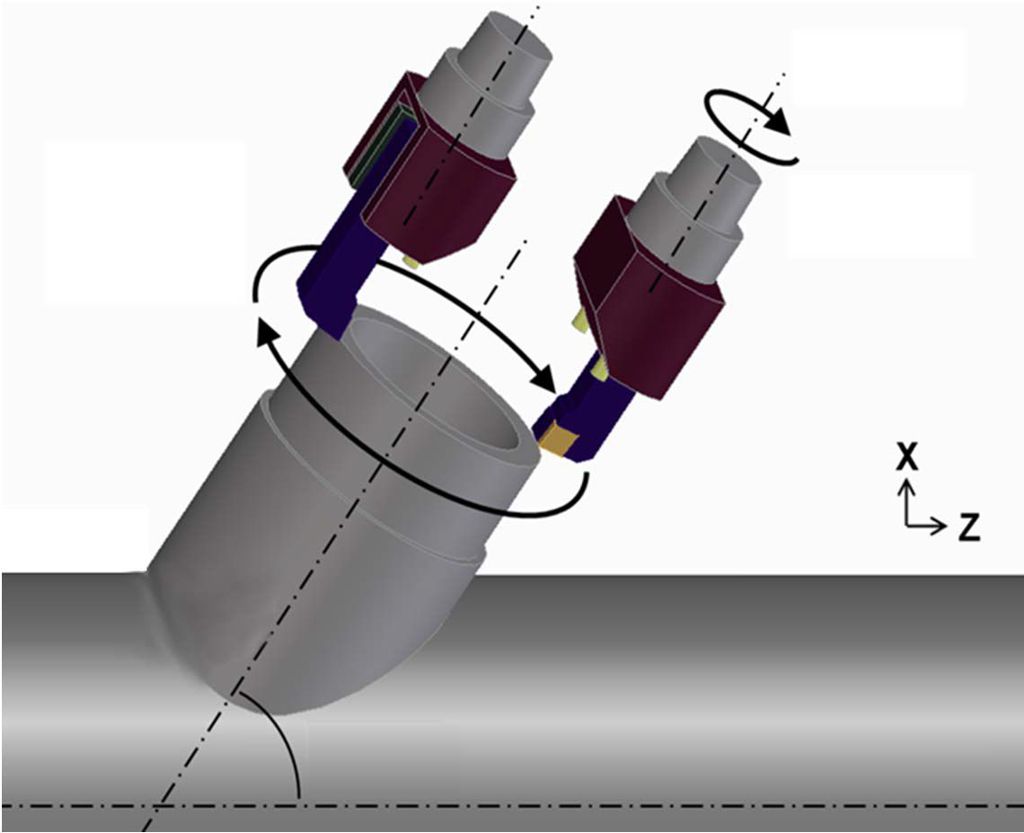
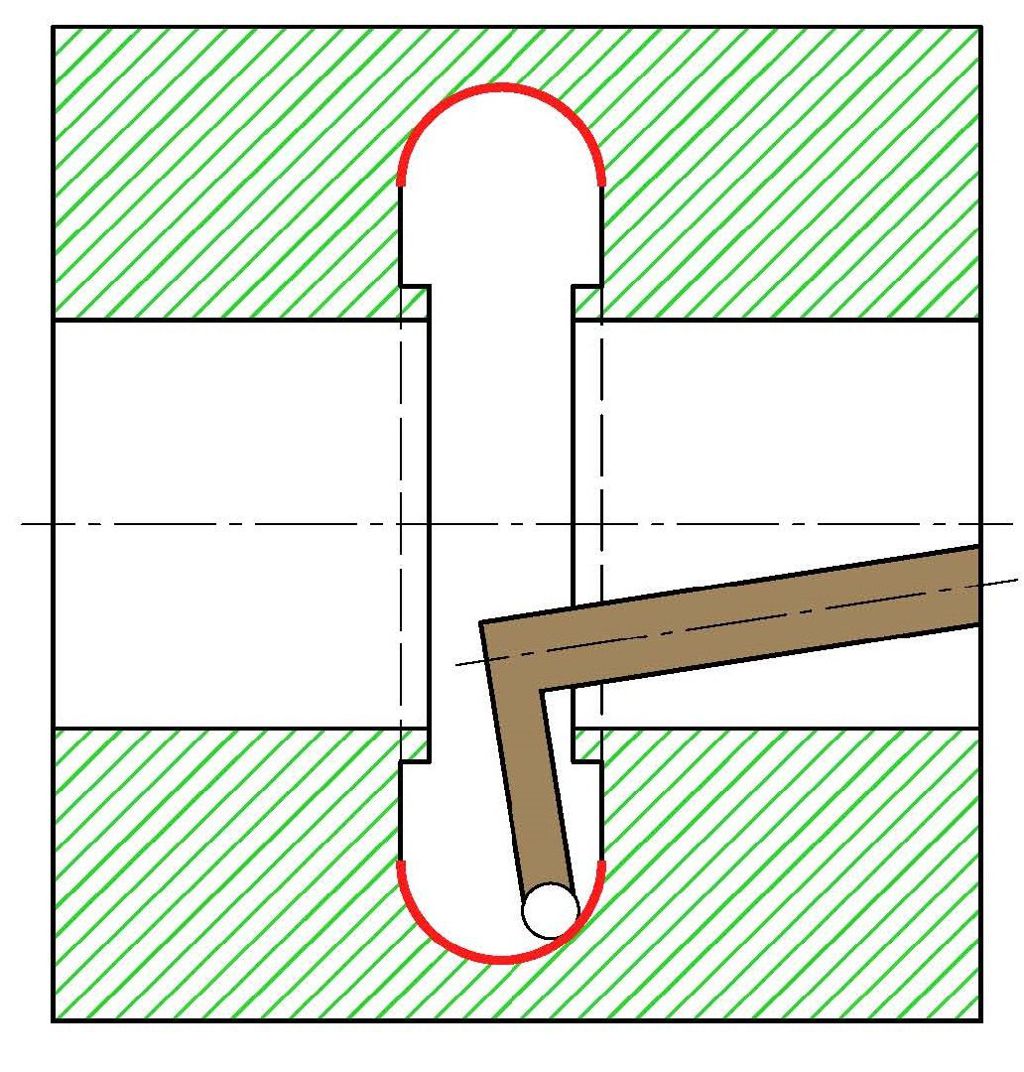
Auch die Schrägbearbeitung mit angestellter B-Achse ist nun möglich. Mit einer speziell entwickelten App können die Schnittdaten in Abhängigkeit der erforderlichen Rundheit ermittelt werden, wobei durchaus Rundheiten unter 10 µm erreicht werden können. Mit dieser Funktion können somit auch beispielsweise quer und schräg zur Drehmitte liegende Anschlüsse und Dichtungssitze von Ventilen und sonstigen Armaturen bearbeitet werden (Bild 2 und 3).
Ebenso lassen sich problemlos Einstiche und Hinterschnitte erzeugen – als erweiterte Komplettbearbeitung in nur einem Arbeitsgang auf einer Maschine. Die Vorteile des Interpolationsdrehens gegenüber dem Zirkularfräsen sind unter anderem die stabilere Zerspanung mit nur einer Schneide, konstante Spanquerschnitte und eine meist steifere und kürzere Werkzeugspannung. Daraus resultieren kürzere Bearbeitungszeiten, vibrationsfreie Prozesse und bessere Oberflächen.
Drehen mit Überlagerung der NC-B-Achse
Die klassische Drehbearbeitung erfolgt durch Interpolation der X- und Z-Achse entlang des, um seine Längsachse rotierenden, Werkstückes. Überlagert man bei Dreh-/Fräszentren der Baureihe MULTUS U diese nun mit der Schwenkbewegung der NC-B-Achse, erschließen sich dem Anwender zahlreiche neue Möglichkeiten.
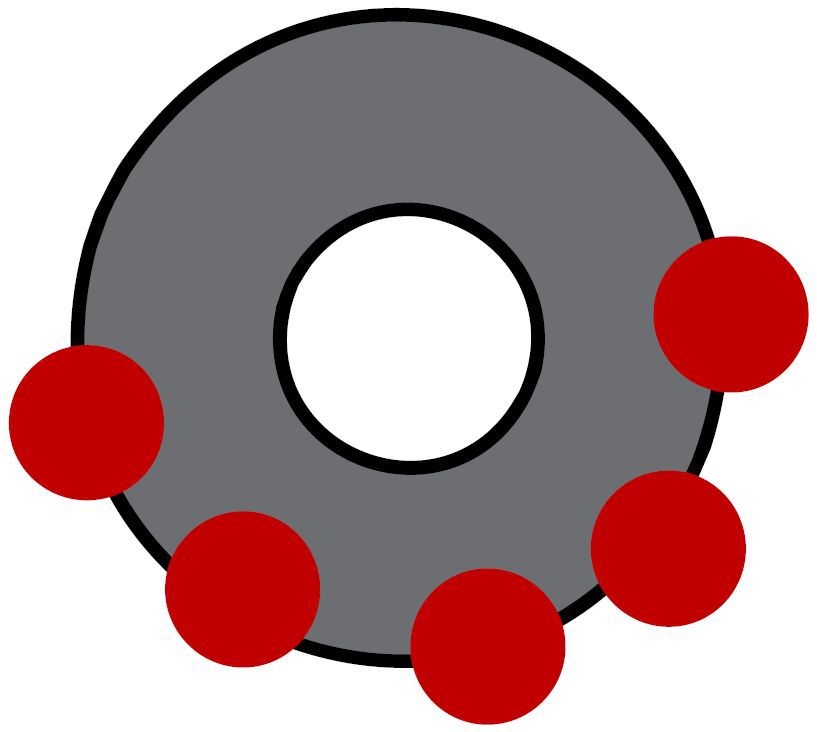
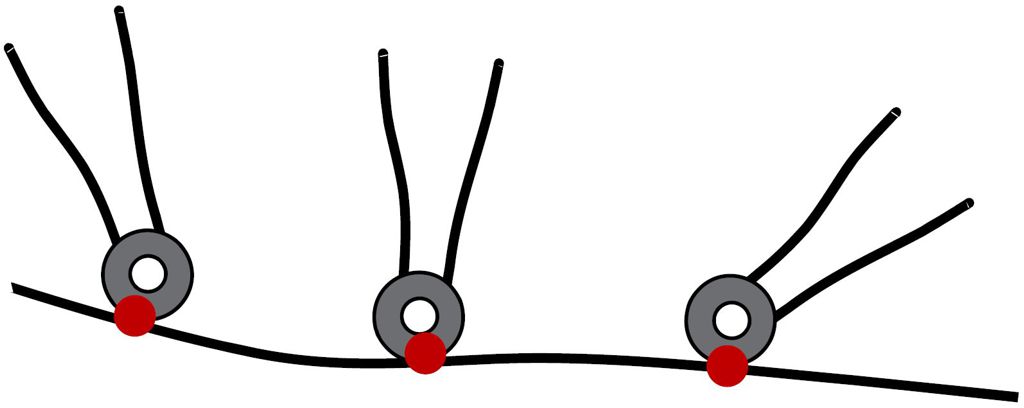
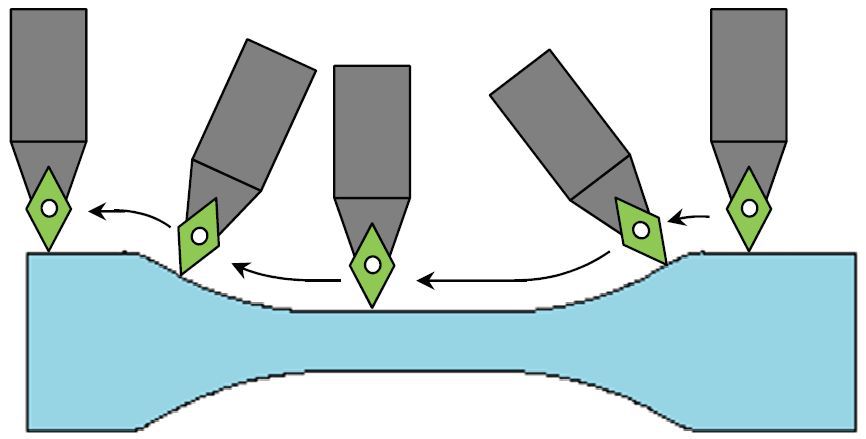
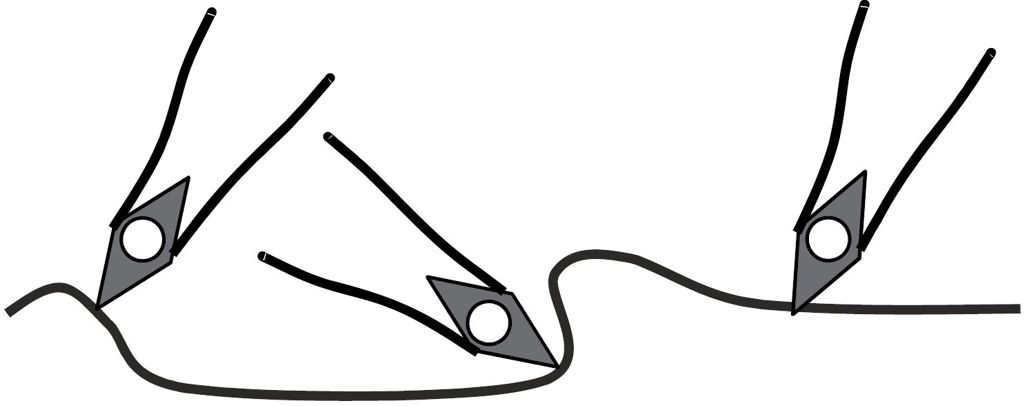
Beispielsweise kann eine längere Standzeit und ein gleichmäßiger Verschleiß erreicht werden, wenn der Schnittpunkt um die Schneide herum wandert (Bild 4a und 4b). Bei der Bearbeitung von Konturen kann andererseits der Einstellwinkel und damit der Spanquerschnitt konstant gehalten werden (Bild 5). Ebenfalls ist die Bearbeitung komplexer Konturen mit Standardwerkzeugen möglich (Bild 6). Das Ausdrehen von z.B. Nuten mit Störkanten ist ebenso problemlos umsetzbar (Bild 7). Besonders vorteilhaft ist die Funktion bei der Bearbeitung von schwerzerspanenden Werkstoffen wie z.B. Inconel: Die Schnittkräfte bleiben konstant, der Spanfluss ist gleichmäßig und die Oberflächen sind gleichförmiger und homogener, bei gleichzeitig reduzierter Anzahl an Werkzeugen (Bild 8).
Bearbeitungspaket für Verzahnungen
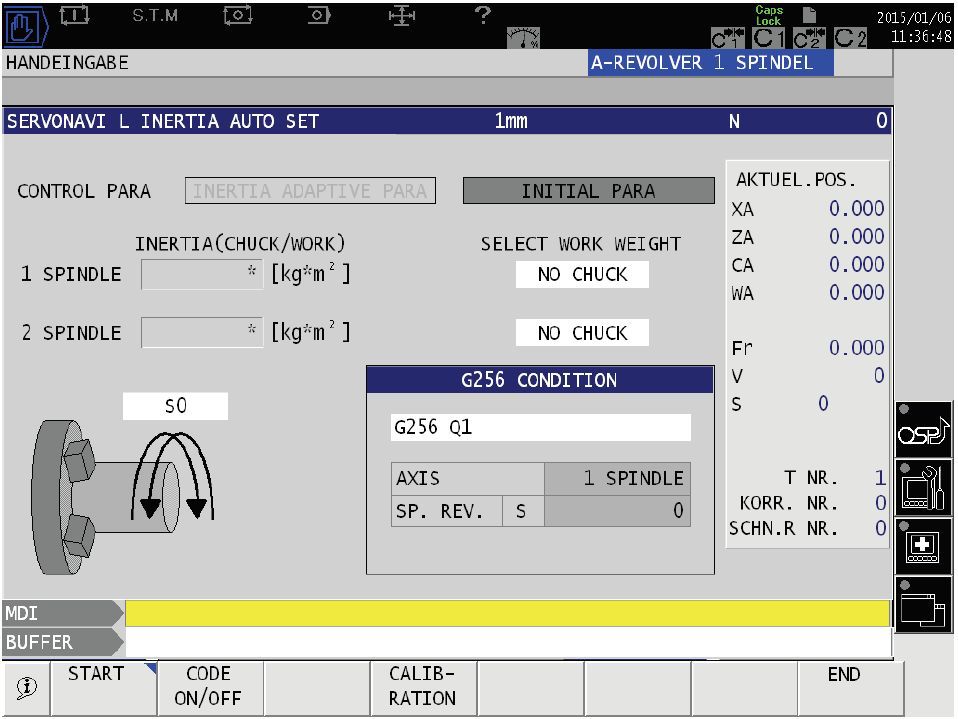
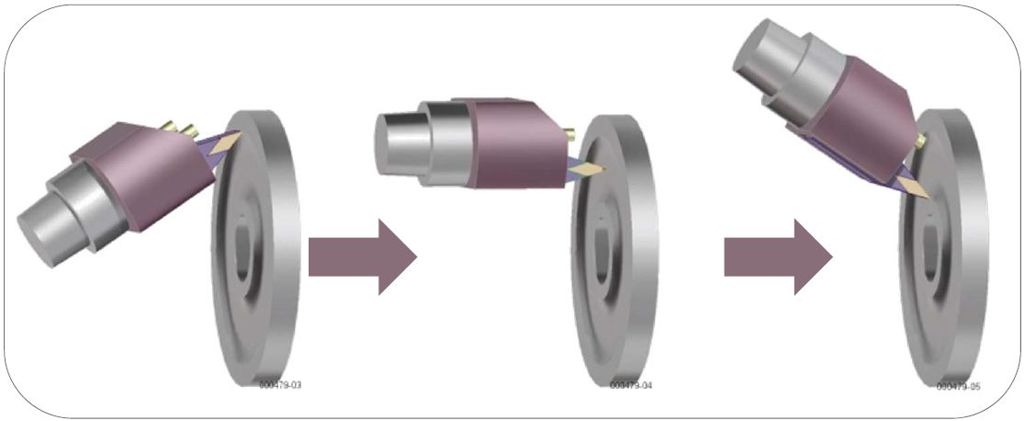
Dieses Bearbeitungspaket für die Dreh-/Fräszentren MULTUS U und 5-Achsen-Bearbeitungszentren mit Drehfunktion MU-L beinhaltet die Verzahnungsmethoden Abwälzfräsen (Gerade- und Schrägverzahnung) sowie Wälzschälen (Powerskiving) innen und außen, mit dem besonderen High-light der automatischen NC-Programmerstellung. Um eine hochgenaue Synchronisierung der Drehzahl von Werkstück und Werkzeug zu ermöglichen, wird zunächst in einem ersten Arbeitsgang automatisch mit ServoNavi die Massenträgheit von Hauptspindel mit Spannmittel und Werkstück ermittelt (Bild 9).
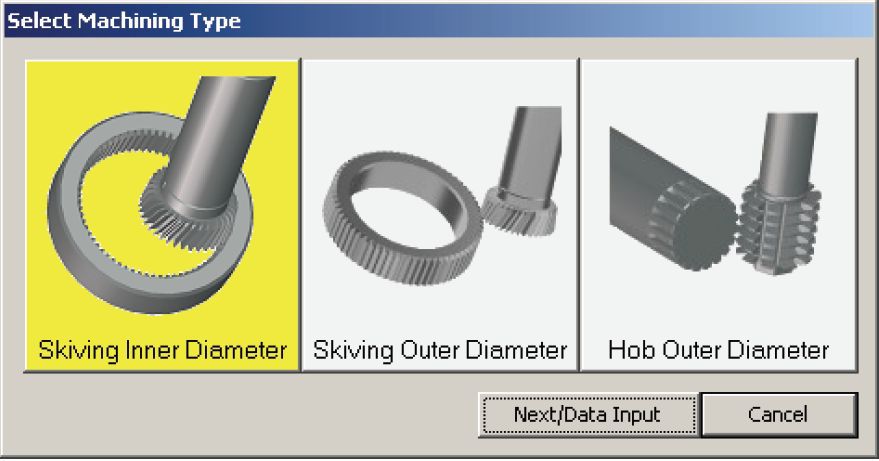
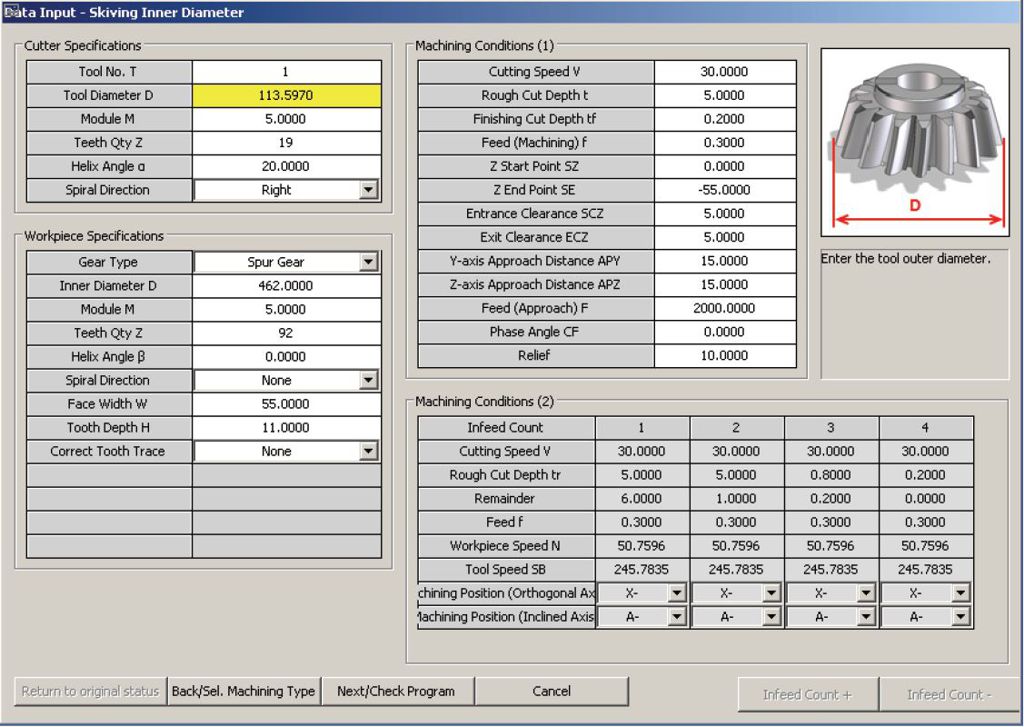
Nach Auswahl der gewünschten Verzahnungsmethode (Bild 10) werden über eine Eingabemaske Grunddaten für Werkstück, Werkzeug und gewünschte Schnittwerte abgefragt (Bild 11). Darauf basierend werden weitere Daten wie z.B. Anfahr- und Rückzugswege automatisch ermittelt und angezeigt. In einem abschließenden Schritt wird dann das lauffähige NC-Programm generiert – der Zeitbedarf beträgt hier nur 1/10 im Vergleich zur konventionellen NC-Programmierung.
Das Bearbeitungspaket steht ebenfalls als App für einen schnellen Zugriff zur Verfügung. Zu diesem Paket gehört auch ein zweiter Nothaltschalter, der bei Betätigung, unter Beibehaltung der Interpolation/Synchronisation, das Werkzeug aus dem Zerspanungsprozess zurückzieht um Schäden am Werkstück/Werkzeug zu vermeiden.
Kontakt:


