


Die Herzog GmbH stand 2014 vor der Aufgabe, komplexe Werkzeughalter aus Pressrohlingen in hoher Qualität und knapp bemessener Zeit auf einer Maschine fertigbearbeiten zu müssen. Dazu investierte das Unternehmen in ein doppelspindliges CNC-Drehzentrum B 465T3Y3 von Biglia, das teamtec komplett mit Automatisierungslösung und Prozessunterstützung geliefert hat.
Die zur hGears-Gruppe gehörende Herzog GmbH wird international als Hersteller von Präzisionsdrehteilen, Antriebselementen und Getriebebausätzen geschätzt. Dementsprechend liegen ihre Kernkompetenzen im Drehen, Verzahnen, Innenräumen und Rundschleifen. Technologien, für die in den Produktionshallen über 300 Maschinen bereitstehen. Jan Trenkle, Technischer Leiter, erklärt: „Wir halten unseren Maschinenpark permanent auf dem Stand der Technik und schaffen gegebenenfalls für neue Aufträge auch passende Neumaschinen an.“
Für den Auftrag, Werkzeughalter für einen großen Abbruchhammer aus Pressrohlingen zu fertigen, fehlten zunächst die geeigneten Kapazitäten. Daher informierten sich Jan Trenkle und seine Zerspanungsfachleute, welche Drehmaschine für diese Anforderungen geeignet wäre. Die Herzog GmbH hatte bereits Erfahrung mit der Bearbeitung ähnlicher Werkzeugaufnahmen gesammelt, allerdings aus Stangenmaterial und nicht aus Pressrohlingen. So wussten sie, welche Voraussetzungen das gewünschte Drehzentrum erfüllen sollte. „Um die Teile aus Pressrohlingen wirtschaftlich herstellen zu können, benötigen wir eine sehr steife Maschine, die zahlreiche Werkzeuge zur Verfügung stellt und über einen Roboter automatisiert werden kann“, umreißt Jan Trenkle die wichtigsten Anforderungen.
Auf der Hausmesse der EB Turn-Key GmbH, Tuttlingen, einem auf die Dreh- und Komplettbearbeitung spezialisierten Maschinenhandelsunternehmen, stellte teamtec CNC-Werkzeugmaschinen GmbH, Alzenau, das Biglia CNC-Drehzentrum B 465T2Y2 aus, das die Anforderungen erfüllt . EB Turn-Key GmbH Geschäftsführer Hubert Bach erklärt: „Seit 2014 agieren wir in Baden-Württemberg als Vertriebspartner von teamtec, dem langjährigen Generalvertreter des italienischen Drehmaschinenherstellers Biglia. Diese Maschinen ergänzen in idealer Weise unser Programm, das somit nahezu alle Variationen der Drehbearbeitung abdeckt.“
Frei konfigurierbares Drehzentrum

Zu den gefragtesten Biglia-Produkten gehört die Quattro-Baureihe, welche Maschinen unterschiedlicher Größe mit bis zu drei Revolvern und drei Y-Achsen umfasst. teamtec-Vertriebsleiter Claudio Lista erklärt: „Der Kunde kann die Anzahl der Revolver und Y-Achsen sowie deren Anordnung seinem Bedarf entsprechend wählen. Dadurch eignen sich die Quattros optimal für eine Komplettbearbeitung. Da die Möglichkeit besteht, simultan an beiden Spindeln zu arbeiten, spart der Anwender wertvolle Zeit.“
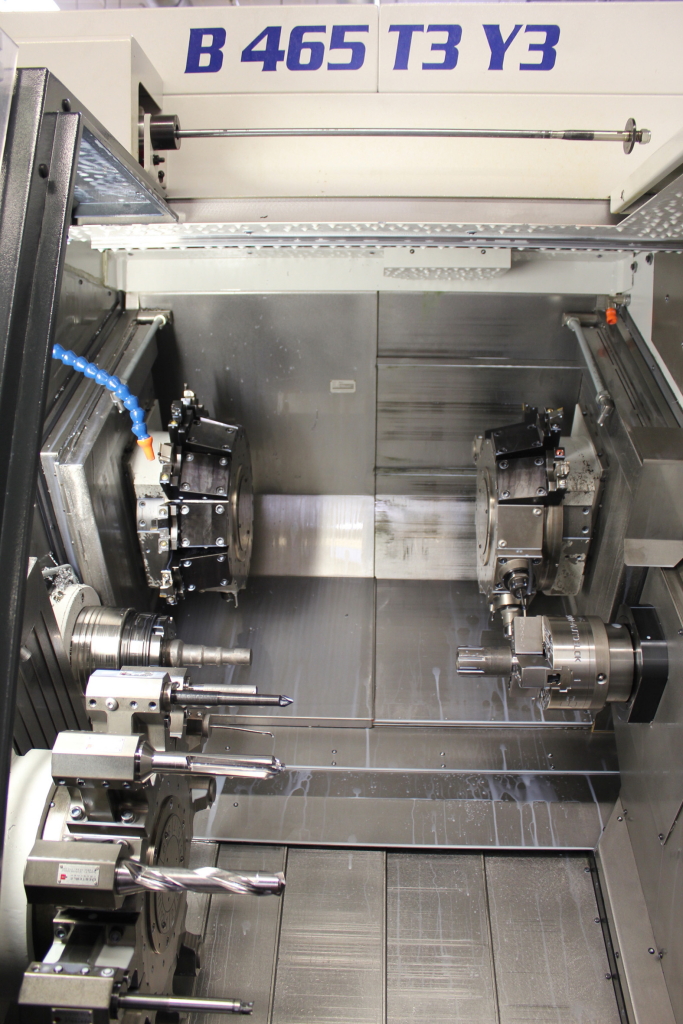
So blieb die Biglia Quattro nach der Hausmesse in der engen Auswahl, zumal sie teamtec auch schlüsselfertig mit Automatisierungslösungen anbietet. Letzten Endes setzte sie sich auch in Form des doppelspindligen CNC-Drehzentrums B 465T3Y3 mit drei Revolvern und drei Y-Achsen durch. Sascha Domrös, als Projektleiter für diese Maschineneinführung verantwortlich, erklärt: „In der von uns gewählten Ausführung bietet die Biglia B 465 eine optimale Produktivität in der Bearbeitung dieser komplexen Werkzeugaufnahmen, und die maßgeschneiderte Roboterautomatisierung sorgt für die notwendige hohe Prozesssicherheit.“
Von der Entscheidung pro Biglia bis zum Produktionsbetrieb, der seit Mitte 2015 aufgenommen ist, arbeiteten die Verantwortlichen und Einrichter von Herzog mit den teamtec-Anwendungstechnikern intensiv zusammen. Sascha Domrös berichtet: „Teamtec verfügt über ein Prozess-Know-how, das für die Konfiguration der Maschine und erste Programmierarbeiten hilfreich war. Die teamtec-Mitarbeiter erstellten Testprogramme am PC, fuhren diese dann trocken und schließlich unter Span ab. So konnten wir sehen, dass die Maschine grundsätzlich den Anforderungen gewachsen ist und welche Variante sich für unsere Zwecke bestmöglich eignet.“

Bauteil mit hohen Anforderungen
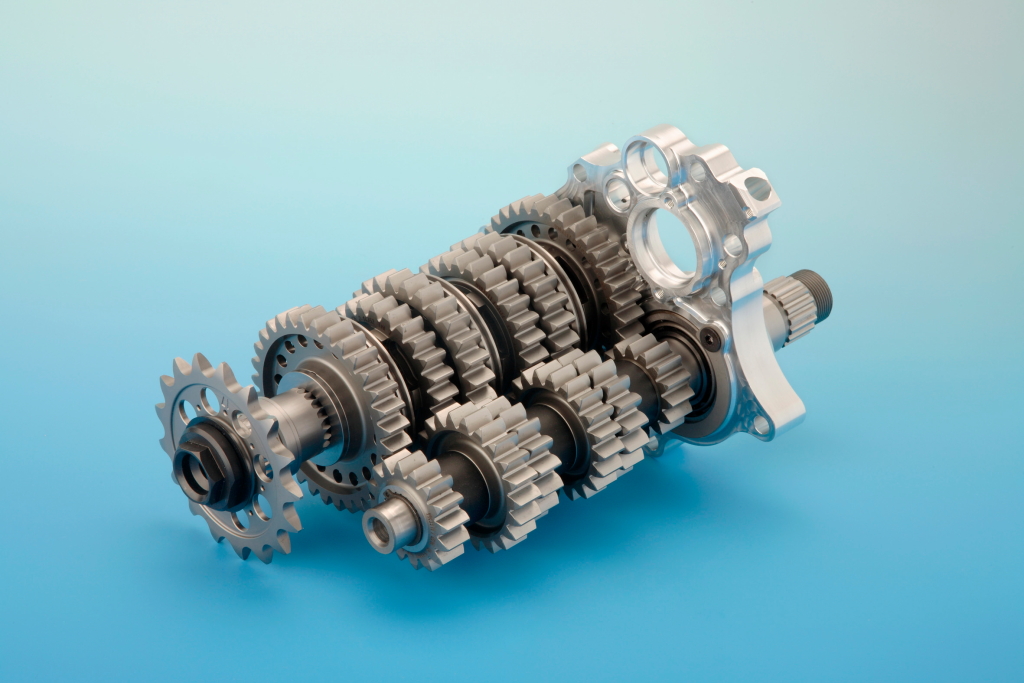
Um die Pressrohlinge aus anspruchsvollem 16MnCr5-Einsatzstahl mit ihrer harten äußeren Schicht bearbeiten zu können, muss die Maschine eine hohe Steifigkeit aufweisen und über leistungsstarke Antriebe verfügen. Denn vom Rohling wird ein Großteil des Materials zerspant. Sascha Domrös erklärt: „Die erforderliche Zerspanungsleistung konnten einige andere Maschinen unserer ersten Auswahl nicht aufbringen.“ Die Biglia B 465T3Y3 überzeugte dagegen mit ihren 26 kW an der Haupt- und 11 kW an der Gegenspindel. Eine wichtige Rolle spielen auch die angetriebenen Werkzeuge, die für Fräsbearbeitungen immerhin 3,7 kW Leistung und ein Drehmoment von 47 Nm zur Verfügung stellen.
Die optimale Aufteilung der Bearbeitungen führten die Zerspanungsfachleute von Herzog und teamtec gemeinsam durch. Schon vor der endgültigen Maschinenwahl verglichen sie verschiedene Konfigurationen, bis sie feststellten, dass die B 465T3Y3 mit ihren drei Revolvern und drei Y-Achsen die gewünschten kurzen Bearbeitungszeiten erlaubt.

Die anspruchsvolle Geometrie erforderte dann noch einige Programmoptimierungen. „Gerade die Bearbeitung der Innenkontur, die sich durch Pressen nicht ausformen lässt, war ein Knackpunkt, den wir erfolgreich lösen konnten“, erwähnt Projektleiter Domrös. Auch die zahlreichen Merkmale mit Toleranzen bis zu 5/100 mm halten die Maschinenbediener bei Herzog heute prozesssicher ein.
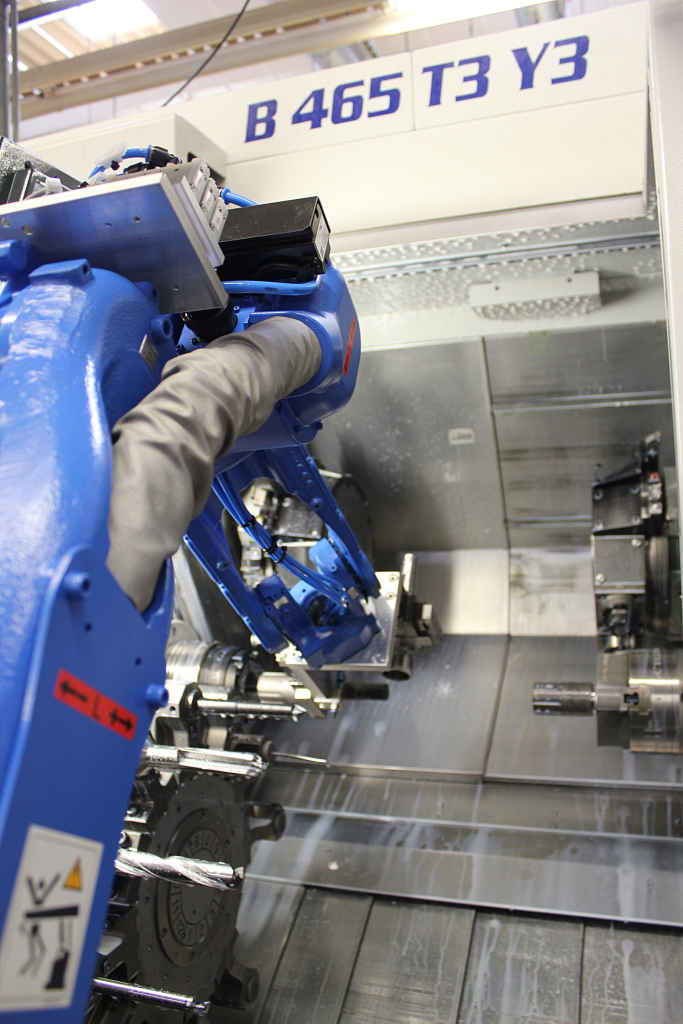
Eine wichtige Rolle spielt dabei die Roboterautomatisierung. Denn bei der Fertigung der Werkzeughalter muss der Rohling positionsgenau eingelegt werden, da seine Außenkontur bereits vorgeformte Nuten enthält. Das Fertigteil darf dann nur eine geringe Winkelabweichung aufweisen und muss zahlreiche enge Form- und Lagetoleranzen einhalten.
Automatisierung schafft die Basis für Prozesssicherheit

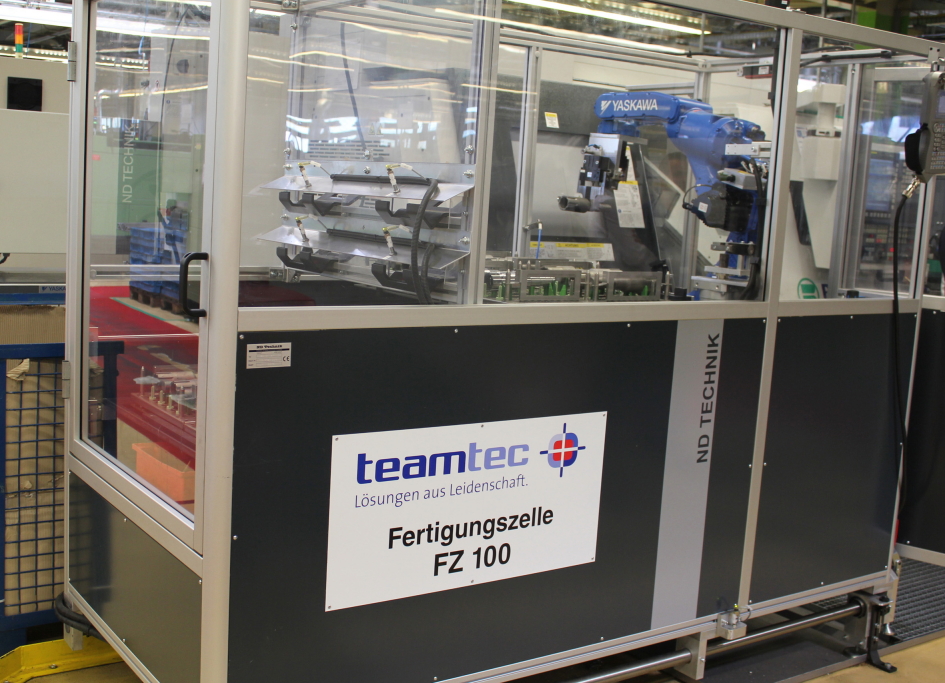
Automatisierungslösungen werden immer stärker nachgefragt. Daher arbeitet teamtec schon seit langem mit ND Technik, Faulbach, partnerschaftlich zusammen. Automatisierungsfachmann Nikolaus Dobrov passt seine verfahrbare Roboterzelle individuell an die Anforderungen des jeweiligen Bauteils und der Maschine an.
Im Falle Herzog hat ND Technik unter anderem eine Lageerkennung für die Rohlinge integriert und durch ein paar weitere Kniffe das exakte Einlegen sichergestellt.
Für Jan Trenkle war es ein wichtiges Kriterium, dass teamtec für die komplette, schlüsselfertig gelieferte Lösung die Verantwortung übernimmt: „Wir schätzen es sehr, für die Maschine und die Automatisierung nur einen Ansprechpartner zu haben.“
Maschine, Automatisierung und alle Schnittstellen wurden bei teamtec in Alzenau aufgebaut, getestet, dann nach dortiger Vorabnahme nach Schramberg transferiert und in Betrieb genommen. Dort läuft die Biglia B 465T3Y3 normalerweise im Dreischichtbetrieb und ist mit der Fertigung des Werkzeughalters in zweierlei Versionen ausgelastet.


Kontakt:


