


Sie wirken meist recht unscheinbar – und doch sitzen sie im Zerspanungsprozess an einer entscheidenden Schnittstelle: Zwischen Spannmittel und Werkzeug beziehungsweise zwischen Spannmittel und Werkstück beeinflussen Zwischenbüchsen maßgeblich die Zuverlässigkeit und die Präzision von Spannungen. Die dünnwandigen, meist längs geschlitzten Präzisionshülsen überbrücken die Differenz zwischen dem Spanndurchmesser des Spannmittels und dem zu spannenden Teil. Als Reduziereinsätze vervielfachen sie die Einsatzmöglichkeiten von Spannfuttern oder Spanndornen, sie gleichen Toleranzen aus oder gewährleisten beispielsweise bei Zahnrädern eine sichere und schonende Spannung. Jüngste Entwicklungen können sogar noch mehr: Zwischenbüchsen mit Düseneffekt verlängern Werkzeugstandzeiten und erhöhen das Zeit-Span-Volumen.
Technisch gesehen haben es die nachgiebigen Zubehörteile durchaus in sich. Sie müssen die Spannkraft gleichmäßig über ihre gesamte Wandung, radial vom Spannmittel auf das Werkstück beziehungsweise auf den Werkzeugschaft übertragen. Dabei wirkt die komplette Spannkraft auf sie ein. Erodierte Schlitze in der Wandung verschaffen der Zwischenbüchse die nötige Beweglichkeit und lassen Raum für die Durchleitung von Kühlschmiermittel.
Als zusätzliche Schnittstelle hängt viel von deren Präzision ab, sprich von der erzielbaren Rundlauf- und Wiederholgenauigkeit. Bei Zwischenbüchsen für Präzisionswerkzeughalter liegt diese zum Teil unter 0,003 mm.
Zwischenbüchsen für Werkzeughalter
Am häufigsten werden Zwischenbüchsen in Werkzeughaltersystemen zur Überbrückung des Spanndurchmessers eingesetzt. Mit ihnen lassen sich in ein und derselben Aufnahme unterschiedliche Schaftdurchmesser präzise und prozesssicher spannen. Damit erhöhen sie die Flexibilität der Anwender und sparen bares Geld. Eingesetzt werden können sie in Hydro-Dehnspannfuttern ebenso wie in Werkzeugaufnahmen mit Polygonspanntechnik oder in Dehnspannfuttern mit Elastomertechnik.
Zwei wesentliche Einschränkungen gibt es: In Warmschrumpffuttern lassen sich Zwischenbüchsen aufgrund der thermischen Einwirkung nicht verwenden, wodurch sich die Flexibilität dieser Aufnahmen deutlich verringert. In Spannzangenfuttern wiederum kommen systembedingt anstelle von Zwischenbüchsen mechanische Spannzangen zum Einsatz, mit denen ebenfalls unterschiedliche Durchmesser abgedeckt werden können. Allerdings reicht deren Rundlaufgenauigkeit meist nicht für Präzisionsanwendungen aus und unterscheidet sich damit deutlich von Werkzeughaltern mit Zwischenbüchsen.
 Düseneffekt bringt zusätzliche Vorteile
Düseneffekt bringt zusätzliche Vorteile
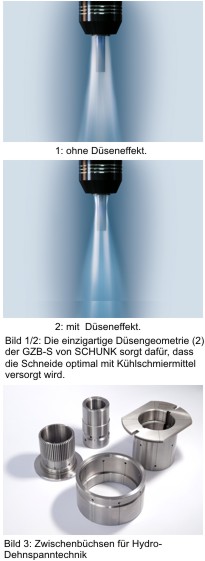
Abhängig von der Werkzeugkühlung gibt es Zwischenbüchsen in zwei unterschiedlichen Ausführungen: Kühlmitteldicht eignen sie sich für die innere Kühlmittelzufuhr durchs Werkzeug. Nicht kühlmitteldicht hingegen werden sie zur Peripheriekühlung der Werkzeuge eingesetzt. In diesem Zusammenhang hat der Kompetenzführer für Spanntechnik und Greifsysteme SCHUNK vor kurzem neuartige Zwischenbüchsen entwickelt, die über eine bis dato einzigartige Düsengeometrie der Kühlmittelschlitze verfügen. Sie stellt sicher, dass die Schneide bei Peripheriekühlung optimal mit Kühlschmiermittel versorgt wird. Das erhöht die Werkzeugstandzeiten, die Späne werden gezielt abtransportiert und die Qualität am Werkstück steigt.
Weil die Zwischenbüchsen mit Düsengeometrie nicht komplett durchgeschlitzt sind, weisen sie in sich eine besonders hohe Stabilität auf. Fallweise lässt sich mit ihnen ein mehr als 50 % höheres Drehmoment erreichen als bei einer Direktspannung. So sind höhere Zustellungen beziehungsweise Vorschübe und damit höhere Zeit-Span-Volumen möglich. Ebenfalls einzigartig ist bei allen GZB-S von SCHUNK ein verschiebbares Zwischenstück, mit dessen Hilfe sich die Werkzeuglänge flexibel einstellen lässt. Insbesondere beim Einsatz in Mehrspindlern und bei der Werkzeugvoreinstellung zahlt sich diese serienmäßige Verstellmöglichkeit schnell aus.
Zwischenbüchsen beim Werkzeugschleifen
Eine besondere Rolle übernehmen Zwischenbüchsen beim Werkzeugschleifen. Weil bereits wenige Tausendstel Millimeter über die Qualität der gefertigten Werkzeugschneiden entscheiden, haben sich im automatisierten Schleifprozess kraftbetätigte Hydro-Dehnspannfutter bewährt. Im Gegensatz zu Spannzangenaufnahmen weisen sie keine schmutzanfälligen Öffnungen oder Spalten auf und sind daher unempfindlich gegenüber Schleifstaub und zugleich ausgesprochen wartungsfreundlich. Ihre hohe Rundlauf- und Wechselwiederholgenauigkeit kommt unmittelbar der Schneidengeometrie der Werkzeuge zugute. Zudem dämpft das Hydrauliksystem der Aufnahmen die beim Schleifen auftretenden Schwingungen und sorgt für eine hervorragende Oberflächenqualität.
Um die Schleifmaschine automatisiert zu beladen, werden die Werkzeuge zunächst manuell in Zwischenbüchsen gefügt, magaziniert und anschließend automatisiert in das Hydro-Dehnspannfutter auf der Maschinenspindel gewechselt. Unterschiede zwischen dem Schaftdurchmesser der Werkzeuge und dem Spanndurchmesser des Schleiffutters werden mit Hilfe der Zwischenbüchsen ausgeglichen. Insbesondere beim Produktionsschleifen und beim Nachschärfen von Einzelstücken und Kleinserien zahlt sich aus, dass in einem einzigen Spannfutter dank hochpräziser Zwischenbüchsen unterschiedlichste Schaftdurchmesser präzise gespannt werden können.
Anwender profitieren von einem gleichmäßigen Materialabtrag und von einer hohen Prozesssicherheit. Das hervorragende Schleifergebnis wirkt sich auch auf die späteren Verwender der Werkzeuge aus: Die exzellente Form- und Maßhaltigkeit an der Werkzeugschneide erhöht die Standzeit der Werkzeuge um bis zu 75 Prozent.
Zwischenbüchsen zur Werkstückspannung
Auch im Bereich der hochpräzisen Werkstückspannung haben sich Zwischenbüchsen bewährt. Ähnlich wie bei der Spannung von Schaftwerkzeugen, leisten sie bei hydraulischen Dehnspannfuttern oder -dornen einen entscheidenden Beitrag, wenn es darum geht, unterschiedliche Spanndurchmesser auf einem einzigen Grundfutter oder Grunddorn zu spannen und auf diese Weise den Einsatzbereich zu erweitern. Zwei wesentliche Voraussetzungen sind dabei zu beachten: Die Toleranzfelder der Zwischenbüchse müssen sich innerhalb der zulässigen Dehnrate von 0,3 % des Spanndurchmessers befinden und die Wandstärke der Zwischenbüchse muss mindestens 2 mm betragen.
Selbst bei der Spannung von Zahnrädern sind Zwischenbüchsen nicht mehr wegzudenken: Sowohl Werkstücke mit Innenverzahnung als auch Werkstücke mit Außenverzahnung können per zylindrischer Zwischenbüchse im Kopfkreis gespannt werden Alternativ lassen sich verzahnte Zwischenbüchsen zur Spannung im Fußbereich oder in den Flanken einsetzen.
Eine wichtige Überbrückungsfunktion übernehmen Zwischenbüchsen, wenn es darum geht, Werkstücke mit unterbrochenen Spannflächen, wie etwa mit Nuten oder Ausnehmungen zu spannen. Ähnliches gilt für asymmetrische Spannflächen, deren Toleranzen nicht mit der reinen Dehnspanntechnik überbrückt werden können. In beiden Fällen können Zwischenbüchsen verhindern, dass es zu einem undefinierten Kräfteverlauf kommt und sich die dünnwandigen Dehnbüchsen der Spanndorne aufgrund der fehlenden Abstützung unkontrolliert deformieren. Überdies können Zwischenbüchsen gehärtete Spanndurchmesser optimal vor Verschleiß schützen. Sie verlängern damit die Lebensdauer der hochwertigen Spannmittel.
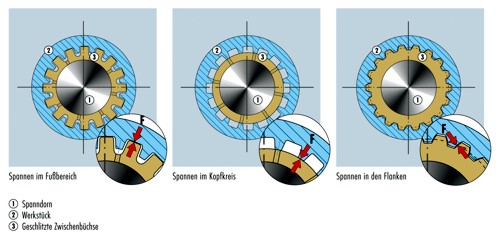
Bild links: Mit Hilfe von Zwischenbüchsen können Zahnräder auf drei verschiedene Arten auf einem Dehnspanndorn gespannt werden.
Kontakt:


