


Stückkosten reduzieren, Fertigungsqualität erhöhen, Flexibilität verbessern, Durchlaufzeiten verkürzen – welcher Fertigungsbetrieb möchte oder ´gar muss das nicht! Das Rund-um-Komplettbearbeiten auf multiaxialen Maschinen hat sich als probater Lösungsansatz etabliert. Allerdings steigt mit der Zahl der programmier- wie rüsttechnisch zu beherrschenden CNC-Achsen zumeist auch die notwendige Qualifikation der Anwender. Und die sind bekanntlich Mangelware.
Unter diesem Blickwinkel gehört die von Hommel Unverzagt als METAV-Highlight präsentierte Nakamura Tome Super NTY³ mit ihren insgesamt 12 CNC-gesteuerten Achsen erst einmal in die Kategorie „Lösung für ausgefuchste CNC-Profis“. Doch die Betonung liegt auf erst einmal!
Der deutsche Exklusivanbieter mit Sitz in Weinstadt-Endersbach (Vertrieb, Service und Beratung des Produktprogramms Nakamura-Tome erfolgt durch die Mitarbeiter im Kundenzentrum Ingelheim bei Mainz), verspricht Ein-, Um- und Aufsteigern in die multiaxiale CNC-Maschinenliga einen schnell wie zuverlässig erlernbaren Umgang mit den drei jeweils in X, Y und Z programmierbaren Werkzeugrevolvern sowie den beiden als C-Achse ausgelegten Werkstückspindeln, von der die rechte zwecks automatischer Werkstückübergabe zudem NC-programmiert in B verfährt.
Der bei Hommel Unverzagt für Nakamura Tome zuständige und langjährig gediente Spezialist Kurt Borrmann: „Jede CNC-Maschine ist immer nur so wirtschaftlich, wie es die Qualifikation der Bediener zulässt. Das gilt allgemein, so auch für die Dreh-Fräszentren von Nakamura Tome und insbesondere für die Super-NTY³. Allerdings bieten wir unseren Kunden bei Bedarf erstens schlüsselfertige Lösungen, inklusive Aufspannvorrichtungen, Werkzeugbestückung, NC-Programmierung bis hin zur Automation. Zweitens haben wir mit unserer CNC-Akademie eine professionelle Einrichtung für die Schulung und Fortbildung unserer Kunden. Und drittens bietet die Steuerungssoftware zahlreiche Funktionen, die den Umgang und die Programmierung sehr erleichtern und sicher machen.“
So verfügt die Fanuc-Steuerung 31i-T der Super NTY³ ein ’intelligentes’ Handrad für den schnellen Programmcheck sowie eine graphische Bearbeitungsanzeige für den problemlosen Programmeinstieg nach einer Programmunterbrechung. Der Bediener wählt lediglich den aktuell erreichten Fertigungszustand per Knopfdruck. Die Steuerung entscheidet danach alle weiteren Aktionen:
• ob der komplette Programmablauf durchzuführen ist.
• ob nur auf der linken oder rechten Spindel gefertigt wird.
• ob zuerst das Fertigteil aus der rechten Spindel entladen werden muss.
• ob vor der Fertigteil-Entladung die Maschine zum Messen stoppen soll.
Die Fanuc-CNC unterstützt Anwender mit zahlreichen Funktionen und Makros. Hierzu zählen unter anderem:
 • halb- und vollautomatische Dreh- und Gewindezyklen
• halb- und vollautomatische Dreh- und Gewindezyklen
• Abstütz-Drehen
• automatische Bohr-Zyklen
• Bohren mit gleichzeitig rotierendem Werkzeug und Werkstück
• Synchrongewinden mit Spanbruch, Drehspindeln mit stehendem Werkzeug
• Synchrongewinden mit Spanbruch, mit rotierendem Werkzeug
• Gewindefräsen mit Y-Achse
• Konturfräsen mit Polarkoordinaten auf der
• Planfläche (IP X-C)
• Konturfräsen auf Mantelflächen (IP Z-C)
• Konturenberechnung mit Variablen (Makro B)
• programmierbare Nullpunkte und Verschleißkorrekturen
• Direkteingabe von Zeichnungsmaßen
• automatische Berechnung von Ausspan-Intervallen beim Bohren
• Werkstückzähler
• 8 Gruppen Ersatzwerkzeuge zu je 4 Stück
• Schnittkraft-Überwachung
• Werkzeugstandzeit-Überwachung nach Länge, Zeit oder Stückzahl
• Auswertung von Schnittbedingungen nach Optimierungsarbeiten
• Teile-Übernahme stehend, fliegend, lageorientiert mit oder ohne weichem Anfahren
• Ausgleich von Spannfutter-Eigenschaften (Zug/Druck)
• Reitstockfunktion mit Revolver oder rechter Spindel
• Maschinenwarmlauffunktion
• Schnelles einfaches Korrigieren
• Navigieren von Werkstückkonturen
• Neuer Luftschnitt-Zyklus für perfektes Programm-Feintuning für kürzeste Zykluszeiten, die am Limit liegen
 Kurt Borrmann: „Mit der Super NTY³ lassen sich komplexe Werkstücke mit Bohrungen, Gewinden, Anfräsungen, Fräskonturen und Verzahnungen in höchster Präzision sehr wirtschaftlich komplett gratfrei bearbeiten. Im Vergleich zu CNC-Maschinen mit zwei Revolvern und einer Y-Achse erzielen wir zum Teil Stückkostenreduzierungen von bis zu 60%, bei gleichzeitig verkürzten Stückzeiten und qualitativ deutlich besseren Ergebnissen bei Maßen und Oberflächen!“
Kurt Borrmann: „Mit der Super NTY³ lassen sich komplexe Werkstücke mit Bohrungen, Gewinden, Anfräsungen, Fräskonturen und Verzahnungen in höchster Präzision sehr wirtschaftlich komplett gratfrei bearbeiten. Im Vergleich zu CNC-Maschinen mit zwei Revolvern und einer Y-Achse erzielen wir zum Teil Stückkostenreduzierungen von bis zu 60%, bei gleichzeitig verkürzten Stückzeiten und qualitativ deutlich besseren Ergebnissen bei Maßen und Oberflächen!“
Die 8,5 t. schwere, 60°- Monoblock-Schrägbettmaschine braucht eine Stellfläche von lediglich 5,5 m² und kann mit modernen Zerspanungswerkzeugen Werkstofflegierungen aller Art mit Festigkeiten bis 1.000 N/mm2 bearbeiten. Dabei sorgen Kühlmitteldrücke bis 70 bar in Kombination mit den steil abfallenden edelstahlverkleideten Innenwänden für eine reibunglose Späneabfuhr.
Kurt Borrmann: „Die Super NTY³ ist prädestiniert für die automatisierte Komplettbearbeitung komplexer Teile und erzielt eine sehr hohe Prozesssicherheit.“ Kostspielige wie zeitkritische Schäden an mechanischen Bauteilen durch Revolver-Kollision verhindert die integrierte Airbag-Funktion. Bei einem Crash werden diese innerhalb von 8/1.000 Sekunden 3 mm von der Kollisionsstelle freigefahren.
Für die Automation bietet Hommel Unverzagt unterschiedlichste Lösungen aus einer Hand. Dazu gehören Auffangschalen und Greifer für Fertigteile, Lademagazine und Entladesysteme für Stangenmaterialien. Portallader und Knickarmroboter, inklusive Magazine für Roh- und Fertigteile. Auch der Einsatz eines Messtasters für die maschinenintegrierte Vermessung der Werkstücke ist möglich.
Wichtige Eckdaten der Nakamura Tome Super NTY³
• Y-Achse (± 31 mm) an allen drei Revolvern
• Stangenteile bis Ø 42 mm, optional bis Ø 65 mm
• Eilgang X/Z/C = 16 m/40 m/600 min-1
• 60° Monoblock-Schrägbett
• 0,1 sek. Revolverschaltzeit
• 1,65 sek. Span-zu-Span-Zeit
• Fräsantrieb 7,1 kW mit 16 Nm und 6.000 min-1
• 72 Stationen zur Aufnahme bis zu 96 Drehwerkzeugen
• 36 Stationen für rotierende Werkzeuge
• 600 mm Freiraum zwischen den Spannfuttern
• Innenverkleidung aus Edelstahl für reibungslose Späneabfuhr
• Nur 5,5 m2 Platzbedarf
Bild 1: Kompakter Alleskönner: Die 8,5 t. schwere 60° Monoblock-Schrägbettmaschine braucht lediglich 5,5 m²-Stellfläche und kann mit modernen Zerspanungswerkzeugen Werkstoffe aller Art mit Festigkeiten bis 1.000 N/mm2 komplett präzise bearbeiten.
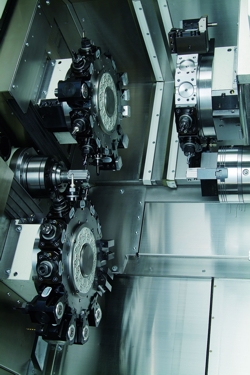
Bild 2: Jeder Revolver mit Y-Achse: Mit der Super NTY³ lassen sich komplexe Werkstück mit Bohrungen, Gewinden, Anfräsungen, Fräskonturen und Verzahnungen in höchster Präzision sehr wirtschaftlich komplett wie gratfrei bearbeiten, Werkstücke also, die oftmals mit einem Drehteil nichts mehr gemeinsames haben.
Bild 3: Kurt Borrmann, Hommel Unverzagt GmbH, Ingelheim: „Mit der Super NTY³ lassen sich komplexe Werkstücke mit Bohrungen, Gewinden, Anfräsungen, Fräskonturen und Verzahnungen in höchster Präzision sehr wirtschaftlich komplett gratfrei bearbeiten. Im Vergleich zu CNC-Maschinen mit zwei Revolvern und einer Y-Achse erzielen wir zum Teil Stückkostenreduzierungen von bis zu 60%, bei gleichzeitig verkürzten Stückzeiten und qualitativ deutlich besseren Ergebnissen bei Maßen und Oberflächen!“
Anmerkungen:
Kontakt:


