


„Als Werkzeughersteller haben wir die Verpflichtung, unsere Produkte jedes Jahr leistungsfähiger zu machen“, erklärt Thomas Berschneider vom EMUGE-Werk Richard Glimpel, das mit FRANKEN in Rückersdorf den Unternehmensverbund EMUGE-FRANKEN bildet. Wie ernst das fränkische Unternehmen diese Pflicht nimmt, zeigt sich auch daran, dass Berschneider als Leiter der „Anwendungstechnik und Entwicklung“ (ATE) und 45 Mitarbeiter neuentwickelte Gewindewerkzeuge auf Herz und Nieren prüfen. Unter anderem auch auf zwei Bearbeitungszentren von Brother.

Auch räumlich ist die ATE ein zentraler Baustein von EMUGE, einem der international führenden Hersteller von Werkzeugen für die Gewindebearbeitung und anderer Produkte für die Metallbearbeitung. Gleich neben dem Haupteingang der Firmenzentrale in Lauf an der Pegnitz, wo rund 1000 Mitarbeiter beschäftigt sind, ermöglichen die gläsernen Wände einen Blick über die 1100 Quadratmeter große ATE.
Hier werden die Gewindeschneidwerkzeuge der nächsten Generation in zahllosen Versuchen vor allem auf Leistung und Prozesssicherheit getestet bevor sie entweder in Serie gehen oder weiter optimiert werden. Eine wichtige Rolle spielen dabei die beiden Brother-Bearbeitungszentren: eine hochmoderne SPEEDIO S700X1 High Torque und eine TC22 A, die auch im Alter von 20 Jahren noch wertvolle Dienste in der Entwicklung leistet.
Hohe Wiederholgenauigkeit

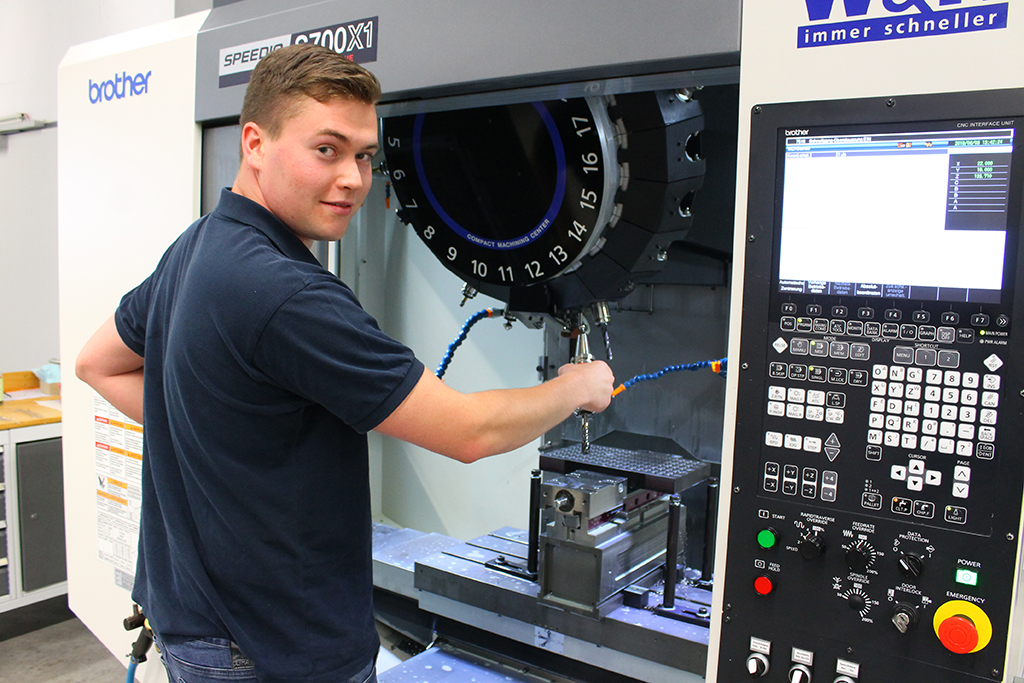
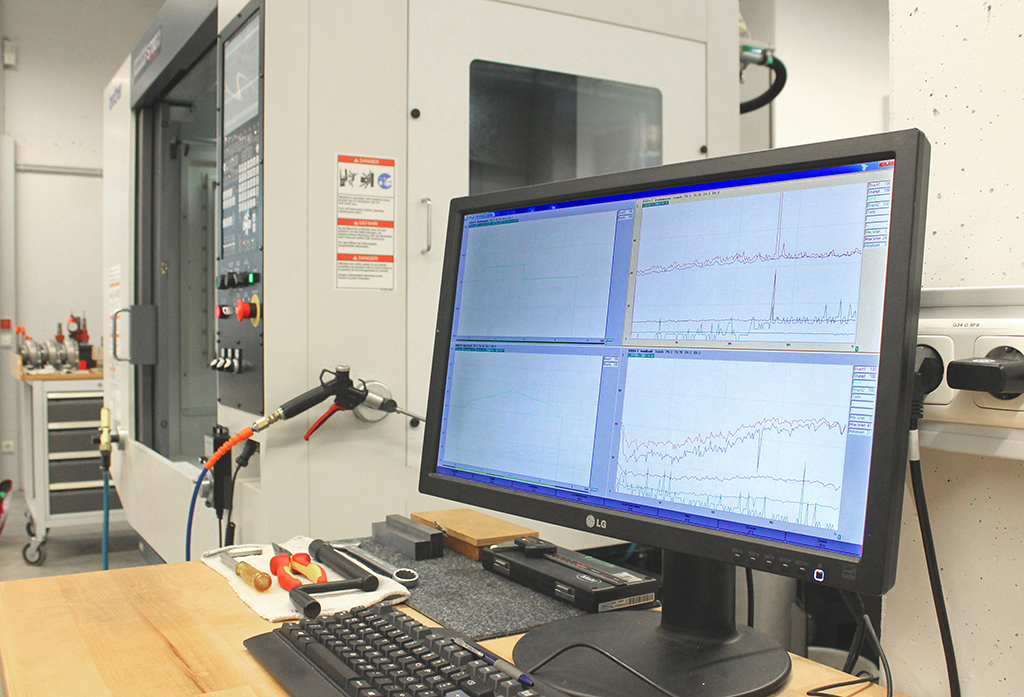
Auf der SPEEDIO S700X1 ist eine rechteckige Metallplatte eingespannt, auf der in mehreren Reihen Dutzende Gewinde geschnitten werden. Gleich nebenan zeigt ein Monitor auf einem Schreibtisch die Prozessdaten wie Drehmoment und Spindeldrehzahl, woraus sich Rückschlüsse über die Leistungsfähigkeit und Haltbarkeit des Werkzeuges ziehen lassen. „Die Brother-Maschinen eignen sich für uns hervorragend, da sie sehr präzise arbeiten, einen exakten Rundlauf haben und damit eine hohe Wiederholgenauigkeit ermöglichen“, so Berschneider.
Die Maschinenparameter werden bei EMUGE zweimal im Jahr mithilfe von eigens angefertigten Referenzwerkzeugen überprüft. „Und außerdem ist Brother mit seiner hohen Geschwindigkeit und Beschleunigung in der Industrie und vor allem beim Gewinden sehr gut verbreitet, was wir natürlich auch in unserer Entwicklung abbilden müssen.“ Und ganz nebenbei haben die Brother-Maschinen EMUGE und ATE-Leiter Berschneider auch durch ihre Zuverlässigkeit überzeugt: „Bei der TC 22-A hatten wir in 20 Jahren abgesehen von den üblichen Verschleißteilen keine Reparatur.“
„Prestigebaustelle“

Wie umfangreich die Tests für die neuen Gewindeschneide-Werkzeuge sind, verdeutlicht die Werkzeugabstimmung auf Pleuel. Diese Bauteile werden schon seit Jahrzehnten gefertigt und sind deshalb für Berschneider eine echte „Prestigebaustelle“: Denn es werde immer herausfordernder, jahrzehntelang optimierte Werkzeuge nochmals weiter zu verbessern. Dabei ist, wie so oft in der Automobilindustrie, auch bei der Bearbeitung der Pleuel die Entwicklungsrichtung klar: „Es geht um die höchste Endstandzeit und letztendlich um eine Kerngröße: Was kostet den Kunden ein Gewinde“, erklärt Berschneider.
Neben einer hohen Standzeit der Werkzeuge spielt für eine möglichst effiziente Fertigung aber auch die Bearbeitungsgeschwindigkeit eine große Rolle. Hierfür werden Schnittgeschwindigkeiten von 15 Meter bis zu 50 Meter verglichen – am Ende kann EMUGE für jedes Werkzeug eine Empfehlung geben, bei welchen Bearbeitungsparametern die besten Leistungswerte erreicht werden. Und auch hierfür bietet die SPEEDIO S700X1 einen besonderen Vorzug: „Die extreme Beschleunigung der Brother sorgt dafür, dass wir auch wirklich mit den hohen Drehzahlen Gewinden können, während bei anderen Maschinen die Drehzahl oft nur in der Theorie erreicht wird“, ergänzt Christian Böhm, Vertriebspartner der W&R Industrievertretung in Bayern.
„Kontinuierlicher Verbesserungsprozess“
Die Entwicklung der Werkzeuge erfolgt bei EMUGE sowohl makro- als auch mikrogeometrisch. Dabei werden dann zum Beispiel der Spanwinkel, die Beschichtung oder die Nachbehandlung noch weiter optimiert. „Die Entwicklungsarbeit ist bei uns ein kontinuierlicher Verbesserungsprozess. Sobald ein Werkzeug auf den Markt kommt, entwickeln wir bereits die nächste Generation“, erklärt Jörg Teichgräber, Leitung Marketing bei EMUGE.
Das führt dazu, dass „unsere aktuellen Werkzeuge über bessere Spezifikationen verfügen als zu deren Einführung.“ Der Entwicklungsaufwand bei EMUGE ist dafür enorm. Allein für die Optimierung der für Pleuel optimierten Gewindeschneidwerkzeuge werden in Lauf jedes Jahr Platten aus C-70 Stahl im Gesamtgewicht von 30 Tonnen verbraucht.
Daneben ist Berschneider mit seinem Team auch an der Entwicklung von Werkzeugen für Sonderprojekte beteiligt. Diese unterliegen meist strenger Geheimhaltung, sind für den Gewindeexperten dafür aber umso interessanter. Denn es geht hier meist darum, technologisch in neue Bereiche vorzudringen – wie zum Beispiel in der Luftfahrtindustrie extreme Gewindelängen im Inconel zu erreichen. „Vor einigen Jahren hat das noch niemand gemacht“, so Berschneider. Inzwischen entwickelt EMUGE Werkzeuge, die trotz extremen Verschleißes die Gewinde prozesssicher schneiden können. Dies erfordert noch zahlreiche Testplatten und viel Arbeit für die Brother-Maschinen in Lauf.
Kontakt:



