


Trotz aller Präzision bei der Werkzeugherstellung: Vor allem Radiusfräser haben keine einheitliche Geometrie. Der Radius jedes einzelnen Werkzeugs weicht in der Regel ganz individuell von der idealen Kreisform ab. Untersuchungen zeigen, dass bei Standardwerkzeugen mit Abweichungen bis zu 0,015 mm gerechnet werden muss. Selbst hochwertige, teure Präzisionsfräser können Abweichungen im µ-Bereich aufweisen.
Für eine hochgenaue Bearbeitung ist das ein Manko, denn der von der Steuerung berechnete Berührungspunkt des Fräserradius mit dem Werkstück stimmt nicht mit dem tatsächlichen Radius überein – und das bei jedem neu eingewechselten Fräser. Mit der Option 3D-ToolComp und dem Zyklus 444 3D-ANTASTEN kann der Anwender diese Abweichungen schnell und einfach kompensieren.
Um die Radiusabweichungen eines einzusetzenden Fräsers zur ermitteln, führt der Anwender mit dem Werkzeug auf einem Testwerkstück eine Probebearbeitung durch. Anschließend vermisst er die gefräste Kontur mit einem Tastsystem, das zuvor mit Hilfe von 3D-ToolComp kalibriert wurde.
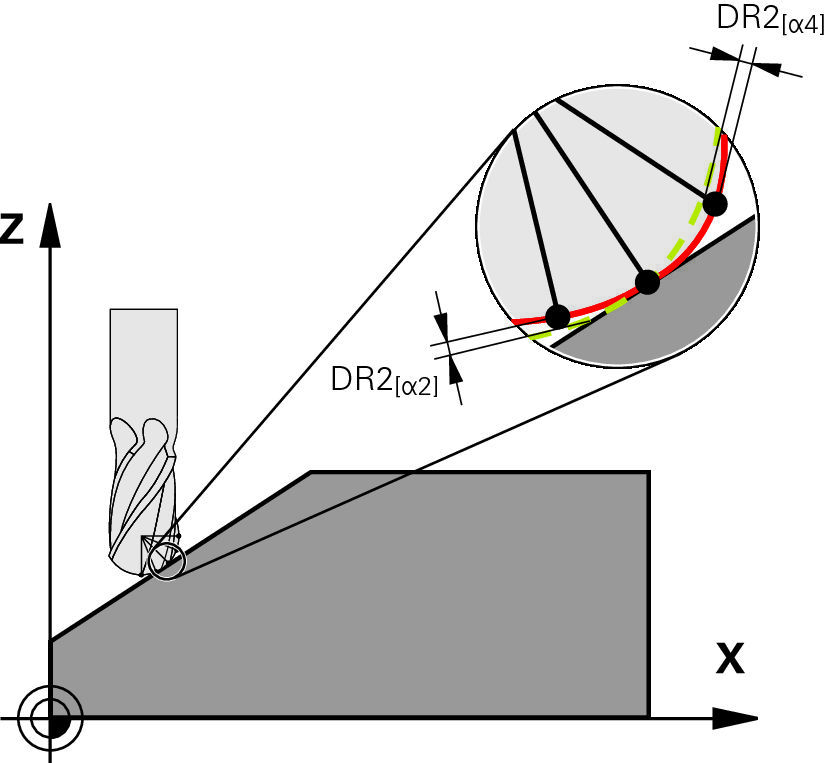
Die so ermittelten Abweichungen der gefrästen von der idealen Kontur setzt die TNC-Steuerung unmittelbar in Radiusabweichungen am Werkzeug um und schreibt diese in eine Korrekturwerttabelle. Über diese Korrekturwerttabelle lassen sich winkelabhängige Delta-Werte definieren, die die Abweichung des Werkzeugs von der idealen Kreisform beschreiben. In der anschließenden Vollbearbeitung korrigiert die TNC-Steuerung dann den Radiuswert, der am aktuellen Berührungspunkt des Werkzeugs mit dem Werkstück definiert ist.
Das Bearbeitungsbeispiel einer asphärischen Linse mit einem Durchmesser von 20 mm zeigt die Wirkung von 3D-ToolComp sehr deutlich. Nach dem Testschnitt ermittelt ein Tastsystem mit dem Zyklus 444 3D-ANTASTEN erhebliche Abweichungen bis zu 25 µm von der gewünschten Linsenform. Nach der Kompensation der Radiusabweichungen mit 3D-ToolComp liegen die Formabweichungen auf der gesamten Oberfläche der asphärischen Linse unter 5 µm.
Um den Berührungspunkt exakt bestimmen zu können, muss das NC-Programm mit Flächen-Normalensätzen (LN-Sätzen) vom CAM-System erzeugt werden. In den Flächen-Normalensätzen sind neben der Position des Werkzeugs auch der Berührpunkt mit dem Werkstück und optional die Werkzeugorientierung in Bezug zur Werkstückoberfläche definiert. Die Korrektur erfolgt automatisiert durch die TNC-gesteuerte Werkzeugmaschine.
Kontakt:



