


Vom Mikrodurchmesser bis zur Großbohrung – Tieflochbohrungen stellen höchste Anforderungen an Präzision, Prozesssicherheit und Wirtschaftlichkeit. Mit vier praxisbewährten Systemen, SolidDeep, BrazeDeep, TriDeep und dem modularen Wechselkopfbohrer SUMOGUN, bietet ISCAR für nahezu jede Anwendung eine maßgeschneiderte Lösung.
VHM-Einlippentieflochbohrer: Höchste Performance in der Massenfertigung
Einlippenbohrer mit Vollhartmetallschaft (SolidDeep) bestehen lediglich aus zwei Komponenten – Einspannhülse und Bohrschaft – und bieten dem Anwender eine hohe Steifigkeit. Diese Bauweise erlaubt im Vergleich zu gelöteten Varianten um bis zu 50 Prozent höhere Vorschübe.
Zudem reduziert sie den Bohrungsverlauf und sorgt für eine hohe Prozesssicherheit. Die Werkzeuge eignen sich ideal für die Großserienfertigung. Typische Anwendungsbereiche liegen bei Bohrdurchmessern bis 6,5 Millimeter, in Einzelfällen sind auch bis zu zwölf Millimeter möglich.
Gelötete Einlippentieflochbohrer: Flexibilität für größere Durchmesser
Das gelötete System (BrazeDeep) besteht aus drei Komponenten: Einspannhülse, Profilrohr aus Stahl sowie einem gelöteten Hartmetallkopf. Aufgrund ihrer Bauweise sind diese Werkzeuge kostengünstiger und erlauben Bohrdurchmesser von 2,5 bis 40 Millimeter sowie Tiefen bis zu 4.500 Millimeter. Nach dem Lötprozess wird der Bohrer am Richtzapfen der Einspannhülse ausgerichtet, um Rundlauffehler am Bohrkopf zu minimieren. ISCAR bietet für diese Bohrer ein umfassendes Semi-Standard-Programm, mit Lieferung innerhalb dreier Tage, sowie einen Nachschleifservice an.
Einlippentieflochbohrer mit Wendeschneidplatte: Maximale Wirtschaftlichkeit durch modulares System

Für Anwendungen, bei denen der Fokus auf Kosteneffizienz und Flexibilität liegt, ist der modulare Einlippentieflochbohrer (TriDeep) die erste Wahl. Durch den schnellen Austausch von Wendeschneidplatten (TOGT) und Führungsleisten wird die Standzeit optimiert und die Instandhaltung vereinfacht. Die speziell geschliffenen Schneidplatten mit breiter Wiper-Schlichtfase und Spanteiler-Geometrie sorgen für stabile Prozesse, vermeiden Aufbauschneiden und verbessern die Spanabfuhr.
Mit Durchmessern von acht bis 32 Millimetern eignet sich dieses System für ein breites Anwendungsspektrum. Der Anwender profitiert neben dem ressourcenschonenden und kostensparenden Aufbau auch von effizienten Prozessen. Im Vergleich zu BrazeDeep kann er mit dem TriDeep doppelt so hohe Vorschübe fahren.
Oberflächengüte und Maßhaltigkeit auf Spitzenniveau
Einlippentieflochbohrer kommen sowohl auf Bearbeitungszentren und Langdrehern als auch auf spezialisierten Tieflochbohrmaschinen zum Einsatz. Während bei Standardmaschinen eine präzise Pilotbohrung mit H8-Toleranz erforderlich ist, kann diese auf Maschinen mit Bohrbuchsen entfallen. Besonders hier spielen die Werkzeuge ihre Stärken aus: Durch die Glättungswirkung der Führungsfasen erzielen Anwender ohne Nacharbeiten Oberflächenqualitäten bis Ra 0,4 Mikrometer und Toleranzen bis IT5.
Flexibilität ist Trumpf: SUMOGUN-Wechselkopfbohrer

Doch es gibt auch Aufgaben, bei denen Anwender mit Einlippentieflochbohrern mit gelöteten Hartmetallköpfen nicht weit kommen. Durch die asymmetrische Schneiden-Geometrie und die eingeschränkte Stabilität, aufgrund der Lötstelle zwischen Rohr und Hartmetallkopf, sind sie in Sachen Vorschub- und Schnittgeschwindigkeiten deutlich limitiert. Zudem schränkt die mittig versetze Schneidengeometrie die Koaxialität der Tieflochbohrungen und die Zentrierfähigkeit der Bohrer ein.
In Serienanwendungen mit hohem Werkzeugdurchlauf verursachen die oft sehr langen Werkzeuge einen hohen logistischen Aufwand. Denn sie müssen für jeden Nachschliff aufwändig verpackt und versendet werden.
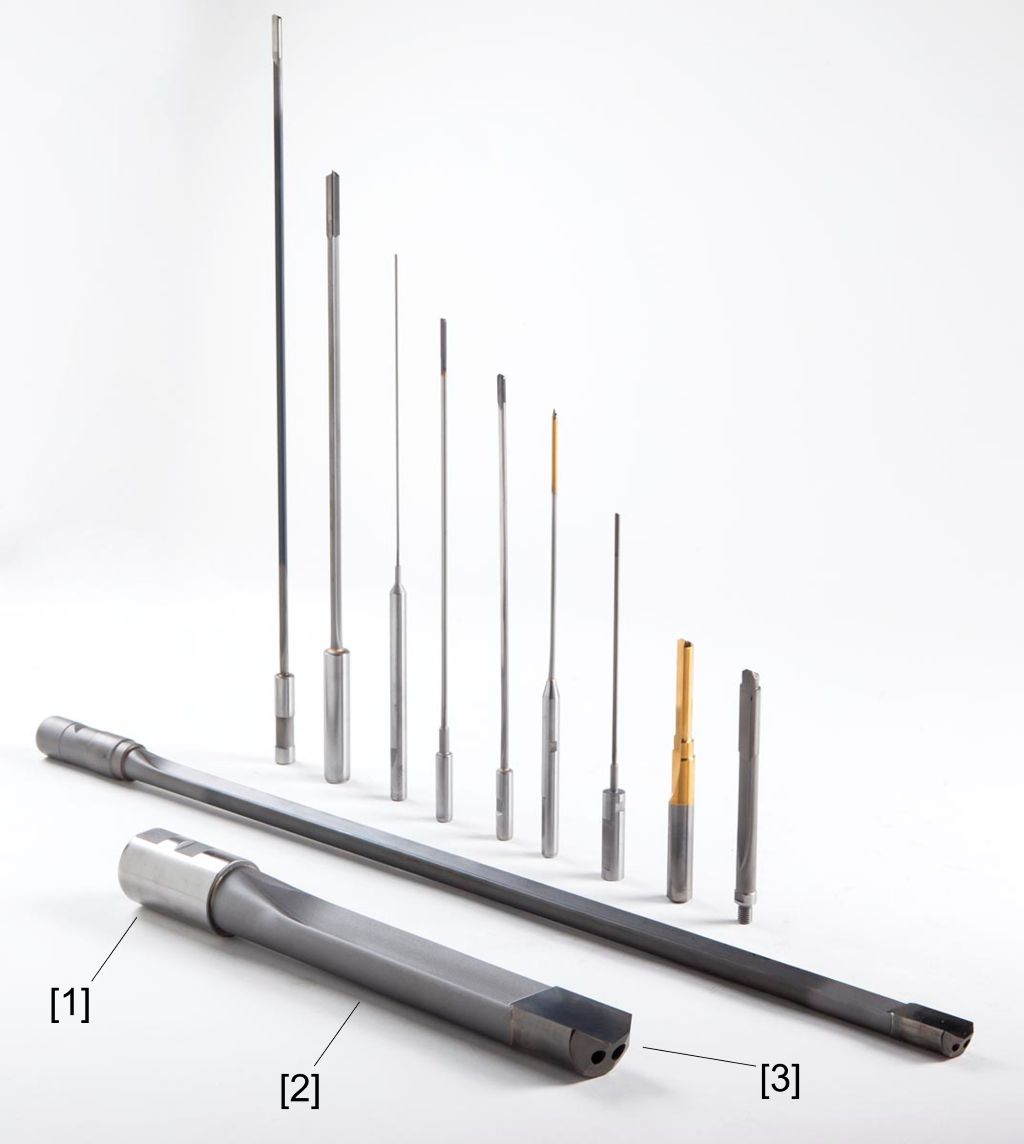
Um dem zu begegnen, hat ISCAR den modularen SUMOGUN im Programm. Der Tieflochbohrer in Vollmaterialausführung mit auswechselbaren Bohrköpfen und Spannhülsen ist in Durchmessern von zehn bis 25 Millimetern erhältlich. Er erlaubt Tiefbohrungen bis 400 Millimeter im Standard und 800 Millimeter im Sonder. Bei diesem Werkzeug kommt ein solider, auf 48 HRC gehärteter, Stahlbohrkörper zum Einsatz. Dank diesem bringt das Werkzeug auch bei Werkstoffen mit einer Zugfestigkeit von mehr als 1.000 Newton pro Quadratmillimeter sehr gute Leistungen und kann selbst bei hohen Schnittwerten große Torsionskräfte übertragen.
Doppelt modulares System
Der Bohrkörper verfügt über zwei gerade Spannuten für eine ideale Spanabfuhr sowie über eine innere Kühlmittelzufuhr, die direkt in der Schnittzone wirkt. Anwender profitieren von der breiten Palette an Bohrköpfen und -körpern und der daraus resultierenden Flexibilität. Die Tieflochbohrer lassen sich mit unterschiedlichen Standard-SUMOCHAM-Bohrköpfen bestücken. Der Anwender kann die Werkzeuge so genau auf seine Anforderungen abstimmen und verschiedene, werkstoffoptimierte Geometrien nutzen. Der Bohrkopfwechsel erfolgt bei eingespanntem Bohrkörper. Damit fallen praktisch keine Rüstzeiten an. Ebenfalls modular gestaltet ist die Aufnahme der Einspannhülsen: Über eine Gewindeschnittstelle können Nutzer diese schnell und einfach austauschen. Das spezielle Feingewinde und die axiale Plananlage in der Schnittstelle sorgen für optimale Rundlaufwerte.
Durch die zwei effektiven Schneiden der SUMOCHAM-Bohrköpfe kann der Anwender deutlich höhere Vorschubgeschwindigkeiten als mit einem Einlippentieflochbohrer fahren. Die symmetrische Schneiden-Ausführung unterstützt die Qualität der erzeugten Tieflochbohrungen. Für eine produktive Bearbeitung von Stahl, Edelstahl und Gusseisen stehen optimierte Bohrkopf-Geometrien zur Verfügung. Einige Bohrköpfe verfügen über vier Führungsfasen und ermöglichen dadurch eine hohe Oberflächengüte, Koaxialität, Rundheit und Positionsgenauigkeit der Bohrung.
Kontakt:


