


In der Vergangenheit hat sich MAPAL bei der Bearbeitung von Titanbauteilen an Flugzeugen vor allem mit kundenspezifischen Sonderwerkzeugen in der Montage einen Namen gemacht. Sie werden von allen großen Herstellern sowohl in der Vormontage von Baugruppen als auch in den großen Endmontagelinien eingesetzt.

Unter massivem Kostendruck durch die Corona-Krise verabschieden sich Flugzeughersteller und Zulieferer jetzt von der Vorgabe, einmal qualifizierte Prozesse auf sehr lange Sicht nicht mehr zu verändern. Aus Sicherheitsgründen waren Baumuster und auch die mechanische Bearbeitung der Teile nicht mehr angetastet worden. Viele Prozesse sind aus heutiger Sicht höchst ineffizient geworden. Teilweise werden zur Fertigung von Bauteilen noch HSS-Werkzeuge aus den 1980er-Jahren verwendet.
Für MAPAL eröffnet sich damit die Möglichkeit, mit wesentlich effizienteren Lösungen auch verstärkt in die Teilefertigung der Luftfahrtindustrie einzusteigen. „Das Potenzial in diesem Markt ist für uns riesig“, freut sich Jens Ilg, der bei MAPAL im Segment Aerospace & Composites arbeitet, über die neuen Chancen. „Alle Hersteller wollen jetzt Kosten sparen, und dafür sind wir die Spezialisten. Wenn es um mehr Effizienz, Prozessverständnis oder auch um Kombinationswerkzeuge geht, dann ist das unsere Welt.“
Dazu passen anspruchsvolle Bearbeitungen für Bauteile, die MAPAL im Blick hat. Scharniere etwa werden an ganz verschiedenen Stellen des Flugzeugs gebraucht, zum Beispiel für Türen, Frachttore, Fahrwerksdeckel, Klappen oder Leitwerk. Ihre Bearbeitung ähnelt jener für eine Nockenwellenlagergasse beim Automotor. Die eingesetzten Werkzeuge sind bis zu einem Meter lang und erzeugen H7-Genauigkeit.
Die Anzahl der Titanbauteile in einem Flugzeug wird sich weiter erhöhen. In ihren neueren Typen setzen Boeing und Airbus mehr CFK ein, weshalb die angrenzenden Strukturbauteile wie auch Nieten aufgrund der elektrochemischen Spannungsreihe nicht mehr aus Aluminium ausgeführt werden dürfen.
Viele PS sicher auf die Straße gebracht
Was im Flugzeugbau gut ist, wird auch in der Produktion von Sportwagen und erst recht von Supersportwagen gerne eingesetzt: Titan an den entscheidenden Stellen. Für Querlenker, Bremssättel oder Chassisteile, die hohen Belastungen ausgesetzt sind, verwendet die Industrie hochfeste Titanlegierungen. Hier geht es oft um Passbohrungen, die Teile verbinden, wie etwa den Querlenker mit der Karosserie.
Ausgangsmaterial sind meist endkonturnahe Schmiedeteile, an denen noch Semischrupp- oder Finishbearbeitungen erforderlich sind, um die Außenkontur herzustellen und die Passlager aufzubohren und zu reiben. Wie im Flugzeugbau werden auch die Bremssättel der automobilen Boliden meist aus dem Vollen gefräst. Bauteile und Werkzeuge sind hier kleiner, die verlangten Toleranzen liegen aber im gleichen Bereich.
Lange Lebensdauer für die zweite Hüfte
Maßgenauigkeit ist auch im Medizinmarkt verlangt, wo es zudem auf hohe Oberflächengüte ankommt. Hüftprothesen etwa benötigen auf der einen Seite eine definierte Oberflächenrauheit, um das Einwachsen in den Knochen zu begünstigen, und auf der Seite der Gelenkpfanne eine absolut glatte Oberfläche, um mit möglichst geringer Reibung eine lange Lebensdauer zu erreichen.
Ähnliche Anforderungen stellen auch Titanimplantate in der Zahnmedizin. Stifte zur Befestigung von Zähnen werden in steigenden Stückzahlen eingesetzt. Daneben findet Titan auch für externe Prothesen Verwendung, wo der Werkstoff vor allem für die beweglichen Teile künstlicher Gliedmaße eingesetzt wird.
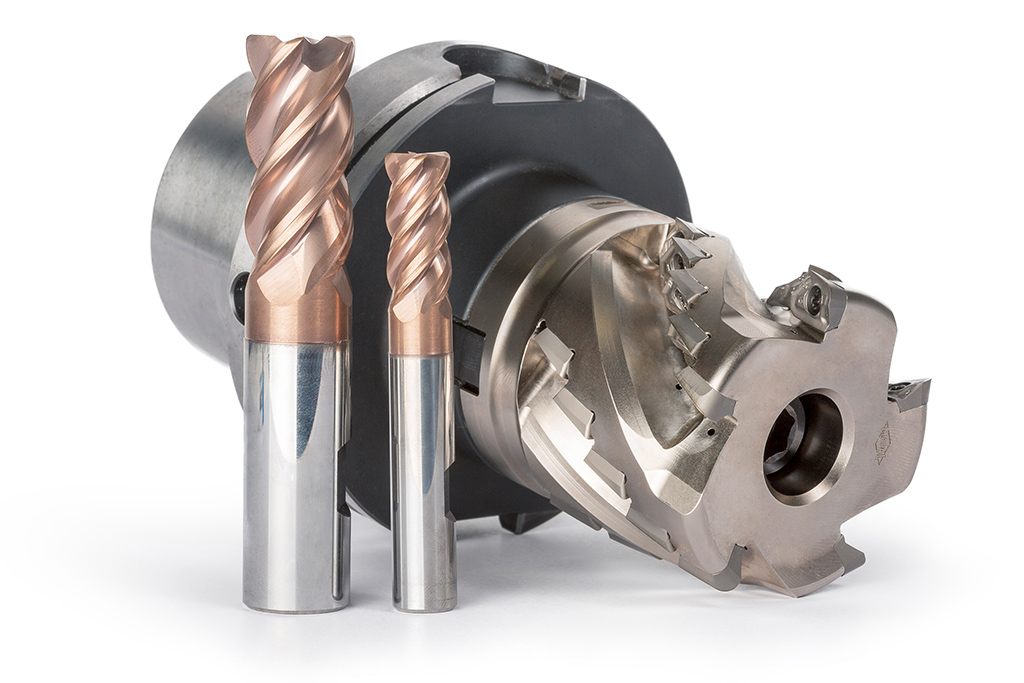
Drei neue Titan-Werkzeuge von MAPAL
Neue Bohrer und Fräser aus Vollhartmetall und Fräser mit Wendeschneidplatten erweitern das Standardportfolio von MAPAL für die Titanbearbeitung. Hohe Schnittwerte und durchdachte Wärmeabfuhr kennzeichnen alle drei Neuentwicklungen.
Bei der Auslegung der Werkzeuge folgte MAPAL den Anforderungen der Zielmärkte an die Titanzerspanung. Entsprechend breit ist das Spektrum an verfügbaren Durchmessern, angefangen bei kleinen Größen ab 3 mm, wie sie oft in der Medizintechnik verlangt werden, über die mittleren Größen für Sportwagenkomponenten bis hin zu den großen Werkzeugen für den Flugzeugbau und die Energietechnik. In Tests hat MAPAL für seine Werkzeuge gegenüber Mitbewerbern laut eigenen Angaben 25 bis 35 Prozent höhere Standzeiten ermittelt.
MEGA-Speed-Drill-Titan: kosteneffizient und produktiv
Der Fokus bei Entwicklung des MEGA-Speed-Drill-Titan lag auf Kosteneffizienz mit möglichst hoher Produktivität. „Unser Ziel war es, einen Vollhartmetallbohrer zu entwickeln, der in Titanwerkstoffen einen sehr hohen Vorschub fahren kann und damit sehr niedrige Zykluskosten bringt“, erläutert Jens Ilg. Im Gegensatz zu den Montagebereichen im Flugzeugbau, wo angesichts der schon fertigen Baugruppen kein Kühlschmierstoff oder nur geringe Menge MMS verwendet werden dürfen, ist in der Teilefertigung auf Bearbeitungszentren der Einsatz von KSS möglich, um Titan effizient zu zerspanen.
MAPAL hat den Bohrer mit vier Führungsfasen für optimale Rundheit ausgestattet. Um den maximalen Kühlmittelfluss an die Hauptschneide zu bringen, ist der Kühlmittelkanal nicht in Richtung der Spannut geöffnet, sondern das Kühlmittel wird an der Mantelfläche entlang nach hinten geleitet. Damit erfahren die Führungsfasen die maximale Kühlung und führen die entstehende Hitze gut ab.
Für die Spannut verwendet MAPAL ein neues Design, um möglichst kleine Späne zu erzeugen und durch die Nut abzuführen. Typische Bauteile für den Bohrer, der eine Schnittgeschwindigkeit von bis zu 40 m/min schafft, sind Strukturbauteile in der Luftfahrindustrie, zum Beispiel Winkel für die Wing Box oder das Landing Gear mit seinen vielen Bohrungen.
OptiMill-Titan-HPC: Vielseitig schruppen und schlichten
Der Schrupp-Schlicht-Fräser OptiMill-Titan-HPC ist ein vielseitig einsatzbares Werkzeug. Es ist auch für kleinere Fertiger interessant, die nicht für jede Bearbeitung einen einzelnen Fräser vorhalten wollen. Das Vollhartmetallwerkzeug kann sowohl Schruppbearbeitungen ausführen als auch für einen Finish-Schnitt eingesetzt werden. Die gerade Schneidkante erzeugt saubere Oberflächen und erlaubt das Schlichten bis zu einer Arbeitstiefe von 2xD. In Verbindung mit dem MAPAL Mill Chuck ist eine ideale Kühlmittelzufuhr über den Schaft möglich.
Der Kern dieses vierschneidigen Fräsers steigt von der Schneide bis zum Schaft an und verleiht ihm so eine höhere Stabilität. Die Teilung der Spiralen ist ungleich, um einen ruhigen Lauf zu bekommen. Die siliziumhaltige Beschichtung erweist sich als sehr hitzebeständig, wirkt der Adhäsionsneigung entgegen und gewährleistet somit einen optimalen Spanabtransport.
Der OptiMill-Titan-HPC ist die erste Wahl zur Fertigung von Bremssätteln aus Titan für Sportwagen. Bei Pilotkunden setzt MAPAL das Werkzeug auch erfolgreich in der Fertigung ganz diverser Bauteile ein. Rotorkopf, Türrahmen, Klappen sowie Strukturbauteile für Seitenleitwerke sind nur einige davon.

NeoMill XPKT: Wendeschneidplattenfräser mit Biss
NeoMill XPKT ist der Überbegriff einer ganzen Familie von Werkzeugen mit Wendeschneidplatten für die Titanbearbeitung: Walzenstirnfräser als Aufsteck- und Schaftvariante sowie Eckfräser zählen zu Standard Portfolio. Die Topographie der Wendeschneidplatte hat MAPAL von Grund auf neu entwickelt, um die Späne optimal zu formen und abzuführen. Eine ebenfalls neues Schneidstoffkonzept minimiert den Verschleiß und verhindert ein Ankleben des Titans.
Die verfügbaren Eckenradien von 0,8 mm, 2 mm, 3 mm und 4 mm sind auf Strukturbauteile in der Aerospaceindustrie abgestimmt. Um Gewicht einzusparen, werden hier viele Taschen gefräst, deren Endkontur durch das Vorschruppen schon möglichst gut erreicht werden soll. In der Fertigung von Leitwerkstrukturen werden etwa 90 Prozent des Materials abgetragen.
Die Wendeschneidplatten bietet MAPAL mit zwei verschiedenen Substraten an. Eine Sorte ist temperaturfester und erlaubt so höhere Schnittgeschwindigkeiten und die Bearbeitung höher vergüteten Titanmaterials. Erreicht werden Schnittgeschwindigkeiten bis 50 m/min. Für die Hochtechnologieschneiden wurde auch der Werkzeugkörper neu entwickelt. Mit fließenden Formen befördern die Spannuten den Span aus der Scherzone.
Das Kühlmittel wird direkt über den Fräsdorn axial zugeführt. Der ganze Fräser ist im Prinzip ein Hohlkörper mit einer großen Kammer in der Mitte, aus der das Kühlmittel zu jeder Schneide transportiert wird. Die Kühlmittelaustritte sind variabel gestaltet, durch Tauschen eines Gewindestifts kann der Bediener die Durchflussmenge für jede einzelne Schneide regulieren.
Die Eckfräser für Titan bietet MAPAL in Durchmessern von 40 mm bis 125 mm ab Lager an. Die Walzenstirnfräser sind von Durchmesser 32 mm bis 80 mm lagerhaltig. Sonderabmessungen sind auf Anfrage ebenfalls erhältlich.

Kontakt:


