


Mitte 2020 führte der Entwicklungs- und Fertigungsdienstleister Burgmaier AM den neu qualifizierten Einsatzstahl 16MnCr5 in den Markt ein. Der Werkstoff zeichnet sich durch vielfältige Anwendungsgebiete aus. Das neue Materialangebot öffnete Burgmaier die Tür zu einem führenden Werkzeughersteller, der durch die additive Fertigung in 16MnCr5 bisher nicht realisierbare Produktlösungen anbietet.
Hersteller der Werkzeugbranche setzen zunehmend Additive Manufacturing für Spannmittel ein, um die Vorteile der Zukunftstechnologie auszuspielen: Wirtschaftlichkeit bei geringen Stückzahlen und deutlich verkürzte Lieferzeiten. Eine Barriere stellten bislang die verfügbaren Werkstoffe für AM dar. „Spannmittel mit hoher Standzeit benötigen einerseits eine sehr harte Oberfläche, andererseits muss der Kern des Materials zäh bleiben, um Brüche zu vermeiden“, berichtet Ken Krauß, Leiter des Geschäftsbereichs Additive Manufacturing bei Burgmaier. Mit der Qualifizierung des neuen Werkstoffs gelingt es die Grenzen der bisherigen Machbarkeit zu verschieben. Mit dem Productivity-Parameter für 16MnCr5 und flexiblen Wärmebehandlungen erreicht Burgmaier AM mit additiv gefertigten Bauteilen die gleichen oder bessere mechanische Eigenschaften im Vergleich zu konventionellem Material. Durch die Verbindung des bewährten Einsatzstahls mit den Vorteilen der additiven Fertigung eröffnen sich eine Vielzahl neuer Anwendungen in der Werkzeugbranche.
Ganzheitliche Prozessauslegung ermöglicht neue Anwendungsgebiete
Im Falle der verschleißarmen Spannmittel hat Burgmaier AM unterschiedliche Prozessketten für die jeweiligen Kundenteile ausgelegt. Im Pre-Process, der Arbeitsvorbereitung vor der eigentlichen Fertigung, nehmen die Applikationsexperten von Burgmaier die geforderten Eigenschaften auf und legen die notwendigen Prozessschritte und deren Reihenfolge fest. Dabei ist ein ganzheitlicher Blick auf den Ablauf notwendig:
Bereits im Pre-Process stimmen Burgmaier und der Kunde die Geometrie des Bauteils im Hinblick auf die nachgelagerten Schritte, dem In- und Post-Process, ab. Reduzierte Volumensprünge verringern Verzugsrisse und Delamination zwischen den Schichten. Bei Freiform-Teilen ist die Spannsituation für eine abschließende Präzisionszerspanung abzubilden und Bearbeitungszugaben zu berücksichtigen. Regelmäßig beauftragen die Burgmaier-Ingenieure Spezialwerkzeuge für das Bauteil-Finish, die in der eigenen Werkzeugschleiferei spezifisch und schnell gefertigt werden.
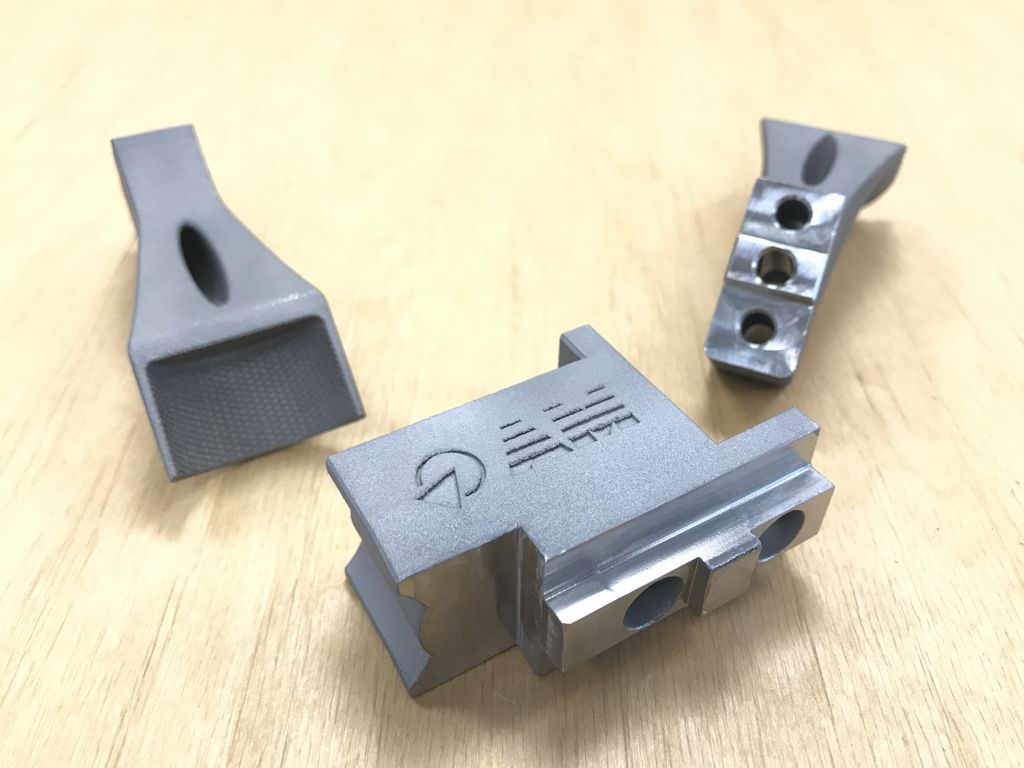
Beim In-Process produziert eine SLM 280 2.0 mit Twin-Laser die Bauteile mit einer Schichtstärke von 50µm. Bereits im gebauten Zustand zeigt der Werkstoff sein charakteristisches, feinkörniges Gefüge, das zu höheren mechanischen Eigenschaften als das konventionell gelieferte Material führt. Lokal auftretenden Gefügeunterschiede können durch eine Wärmebehandlung zu einem homogenen Gefüge entwickelt werden. Die Wärmebehandlung reduziert darüber hinaus den auftretenden thermischen Verzug.
Die Flexibilität von 16MnCr5 zeigt sich in den vielfältigen Möglichkeiten im Post-Process. Verschiedene Verfahren und Zyklen der Wärmebehandlung stellen gezielt die Eigenschaften der Spannmittel ein. Für eine besonders harte Oberfläche kann ein Kennwert über 60 HRC erzielt werden – bei gleichzeitig zähem Kern. Eine abschließende Präzisions-CNC-Zerspanung bringt die Spannmittel an den notwendigen Stellen auf Maß. Dabei kann Burgmaier auf die jahrzehntelange Erfahrung aus der subtraktiven Serienfertigung zurückgreifen.

Weitere Einsatzfelder – Flexible Ersatzteilversorgung und Prototypen
Neben erfolgreichen Projekten in der Werkzeugbranche löst Burgmaier AM mit dem Einsatzstahl auch andere Herausforderungen: Additive Manufacturing ermöglicht eine flexible Ersatzteilversorgung von 16MnCr5-Bauteilen und unterstützt die Zielerreichung für geringe Stückkosten, kurze Lieferzeiten und reduzierte Lagerkosten.
Ein weiteres Anwendungsgebiet ist Prototypen, die vergleichbare mechanische Kennwerte zur späteren Serienproduktion erfordern. 16MnCr5 ist in der Serienproduktion weit verbreitet – Burgmaier erreicht auch bei additiv gefertigten Prototypen in diesem Werkstoff die mechanischen Kennwerte des konventionell gelieferten Materials. Darüber hinaus können verschiedene Wärmebehandlungen die mechanischen Eigenschaften der AM-Bauteile flexibel einstellen und damit die Anforderungen unterschiedlicher Stahllegierungen abbilden. Durch unterschiedliche Verfahren und Zyklen können beispielsweise die Streckgrenze Rp0,2 von 378 MPa für das Serienmaterial Baustahl S355 erzielt werden oder auch eine Bruchdehnung A von 23%, vergleichbar zum Feinkornbaustahl S420MC. “Mit 16MnCr5 haben wir für viele Kundenanfragen nun einen echten Trumpf auf der Hand“, freut sich Karl-Hugo Schick, geschäftsführender Gesellschafter der Burgmaier-Gruppe, über die Vorteile des neu verfügbaren Werkstoffs.
Zu dieser Presse-Information stehen passende digitale Bilder in druckfähiger Auflösung bereit. Diese dürfen nur zu redaktionellen Zwecken verwendet werden. Die Verwendung ist honorarfrei bei Quellenangabe „Foto: Burgmaier“. Grafische Veränderungen – außer zum Freistellen des Hauptmotivs – sind nicht gestattet.
Kontakt:


