


Mit Additive Manufacturing (AM) lassen sich Teilegeometrien herstellen, die mit konventionellen Fertigungsverfahren nicht realisierbar sind. Mit dieser neuen Technologie lassen sich Bauteile mit komplexer Formgebung, integrierten Funktionen und konturnahen Kühlkanälen fertigen. Diese Eigenschaften von AM sind unter anderem für den Werkzeugbau, die Hydraulik sowie die Luft- und Raumfahrt von großem Interesse. Insbesondere im Werkzeugbau bietet die Integration von Kühlkanälen Vorteile, denn Temperaturschwankungen beispielsweise während des Kühlzyklus erhöhen die Gefahr, dass sich Teile verziehen. Darüber hinaus lassen sich die Kühlzykluszeiten durch eine konturnahe Kühlung deutlich reduzieren.
Selektives Laser Melting – optimal aber mit hoher Oberflächenrauheit
Für die Herstellung von Teilen im Werkzeugbau ist das Selektive Laser Melting (SLM) das Verfahren der ersten Wahl. Durch das selektive Aufschmelzen der Pulverschichten mit einem Laserstrahl entsteht ein verfestigtes und nahezu dichtes Werkstück. Herausforderungen liegen jedoch einerseits in der Entfernung von Pulveranhaftungen aus den Kühlkanälen, andererseits in der verfahrensbedingten rauen Oberfläche der Teile, die Ra-Werte zwischen 10 und 20 µm aufweist.
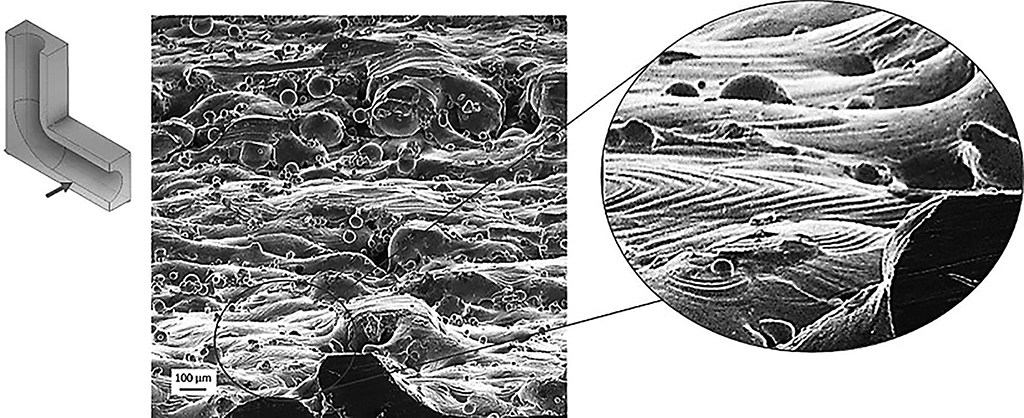
Sowohl die hohe Oberflächenrauheit als auch die Ablagerungen in den Kanälen beeinträchtigen die Funktionalität der Bauteile – Reibungsverluste und Turbulenzen, Druckabfälle im System, gelöste Partikel, die andere Geräte beschädigen können. Da die Innenflächen komplexer Bauteile mit integrierten Kavitäten durch eine konventionelle Bearbeitung nicht erreicht werden können, sind hier neue Nachbehandlungsverfahren erforderlich.
Die Wahl des richtigen Verfahrens für die Oberflächenbehandlung hat damit entscheidenden Einfluss auf die Lebensdauer der Komponente und die Effizienz des Systems. Eine Alternative zur Bearbeitung der Außen- und Innenflächen additiv gefertigter Bauteile stellt die Gleitschlifftechnik dar. In diesem Prozess werden die Werkstücke in einer Gleitschliffanlage in speziell abgestimmten Medien und Compounds eingetaucht. Die Vibration des Arbeitsbehälters führt zu einer kreisförmigen Bewegung der Werkstücke, gleichzeitig werden die Oberflächen der Teile durch die Medien geschliffen und so die gewünschte Oberflächenqualität hergestellt.
Effiziente Bearbeitung der Innenkanaloberflächen dank Gleitschlifftechnik

Um verschiedene Verfahren, unter anderem die Gleitschlifftechnik, zur Bearbeitung der Außen- und Innenflächen additiv hergestellter Werkstücke bewerten zu können, führten die Fachbereiche Maschinenbau und Chemische Verfahrenstechnik des Politecnico Milano (Italien) zusammen mit Rösler Italiana S.r.l. eine Studie durch. Dafür erfolgten Untersuchungen von Teilen mit verschiedenen Geometrien und Innenkanälen mit unterschiedlichen Durchmessern (3; 5; 7,5 und 10 mm) mit den Bearbeitungsansätzen Gleitschleifen, Sandstrahlen sowie chemisch unterstütztes Gleitschleifen.
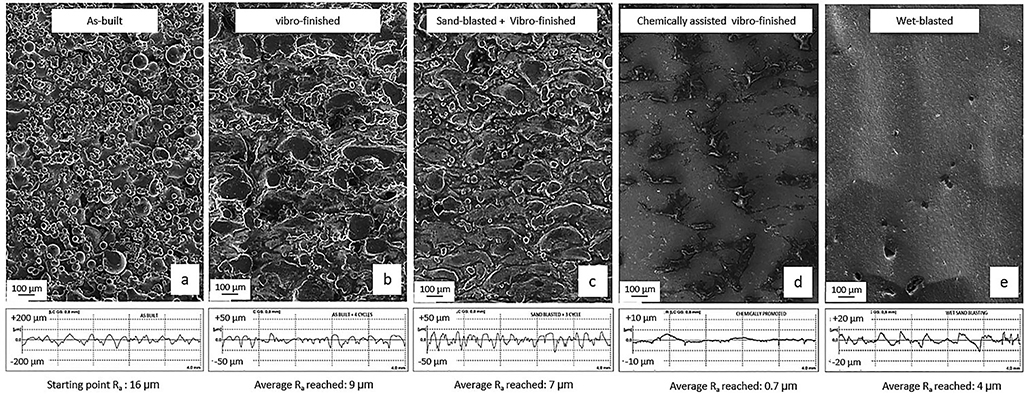
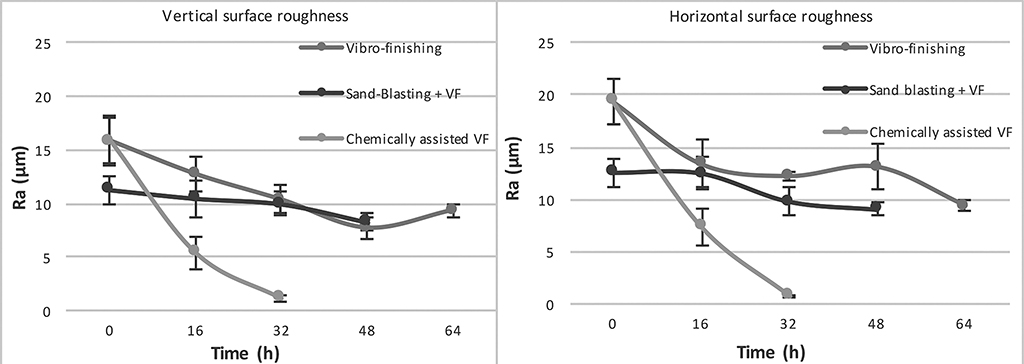
Die Ergebnisse zeigen eine große Ähnlichkeit zwischen Gleitschleifen und Sandstrahlen. Mit beiden Ansätzen wurden die Rauheitsspitzen zuverlässig beseitigt und ein vergleichbares Rauheitsprofil erreicht. Die besten Ergebnisse wurden mit dem chemisch unterstützten Gleitschleifen erzielt. Die Teile wiesen die glatteste Oberfläche sowie das beste Rauheitsprofil auf. Mit diesem Verfahren wurden mit Ra-Werten von 0,7 µm die niedrigsten Rauheitswerte in kürzester Zeit erreicht. Festgestellt wurde auch, dass die endgültigen Rauheitswerte im vertikalen und horizontalen Kanal sehr ähnlich sind.
Insgesamt wurde die Wirksamkeit der Gleitschlifftechnik auf den inneren Kanaloberflächen ohne Änderung der Kanalform bestätigt. Die Analysen zeigten, dass die behandelten Oberflächen frei von Spritzern und losen Pulvern waren. Mit allen drei Verfahren wurde eine Verbesserung der Rauheitswerte in den innenliegenden Kanälen erzielt, wobei das chemisch unterstützte Gleitschleifen sowohl vom Ergebnis als auch dem Zeitaufwand am effektivsten war.
Vollautomatische Bearbeitung in einer Maschine
Durchgeführt wurden die Untersuchungen auf einer Weiterentwicklung des Anlagentyps M3 von AM Solutions. Dabei handelt es sich um eine Marke der Rösler Gruppe, die sich u.a. auf das Post Processing 3D-gedruckter Teile spezialisiert und entsprechende Maschinenlösungen anbietet. Diese decken vom Auspacken, Entpulvern, Entfernen von Stützstrukturen, Homogenisieren bzw. Glätten der Oberfläche, (Hochglanz-)Polieren und der Oberflächenvorbereitung, z.B für eine nachfolgende Beschichtung, das gesamte Spektrum der Nachbearbeitung additiv gefertigter Teile ab.
Die Weiterentwicklung der bestehenden M3 Anlage ermöglicht es, zukünftig nicht nur Innenkanäle effektiv und gezielt zu bearbeiten, sondern sie ist gleichzeitig das erste vollautomatisierte System für die prozesssichere Bearbeitung additiv gefertigter Bauteile ohne manuellen Aufwand. Das Teilehandling für die Ein- und Ausgabe der Bauteile kann mit einem Roboterarm ebenfalls automatisiert werden.
Die genau angepasste Dosierung von Schleifmedium und Compound in die Anlage erfolgt automatisch über ein Befüllsystem ebenso wie der Start des Prozesses. Angepasst an die Oberflächenanforderungen können mehrere Schleif- und Polierprozesse nacheinander geschaltet durchgeführt werden. Nach der automatischen Entleerung der Verfahrensmittel aus dem Arbeitsbehälter wird das Bauteil ausgespannt.
Falls erforderlich, kann optional ein Reinigungs- und Trockenprozess ebenfalls automatisiert erfolgen. Das Teilehandling dafür lässt sich ebenso wie für die Übergabe an den nachfolgenden Prozess automatisieren. Die Anlagensteuerung ermöglicht, mehrere teilespezifische Bearbeitungsprogramme zu hinterlegen. Die an unterschiedliche Teile angepassten Prozessparameter werden einfach mit einem Tastendruck oder einer Werkstückerkennung ausgewählt.
Die automatisierte Nachbearbeitung additiv gefertigter Bauteile – auch in schwer zugänglichen Werkstückbereichen, die bisher nicht oder nur mit einem sehr hohen manuellen Aufwand bearbeitet werden konnten – ermöglicht erhebliche Zeit- und Kosteneinsparungen und führt somit zu einer deutlich erhöhten Wirtschaftlichkeit.
Kontakt:


