


Kniend – liegend und stehend: Dies sind die Anschlagsarten für den olympischen Dreistellungskampf im Kleinkalibergewehr schießen. Für die präzisen Schüsse ist neben einer ruhigen Hand und der richtigen Schießtechnik eine sehr genaue Sportwaffe für einen erfolgreichen Wettkampf entscheidend. Die Ulmer Traditionswaffenschmiede Carl Walther GmbH ist ein Synonym für solch präzise Waffen. Am Standort in Ulm entwickelt und produziert das Unternehmen die Sportgeräte, welche weltweit einen exzellenten Ruf haben. Zur Fertigung setzt Walther auf einen hochmodernen Maschinenpark und Präzisionswerkzeuge der Paul Horn GmbH.

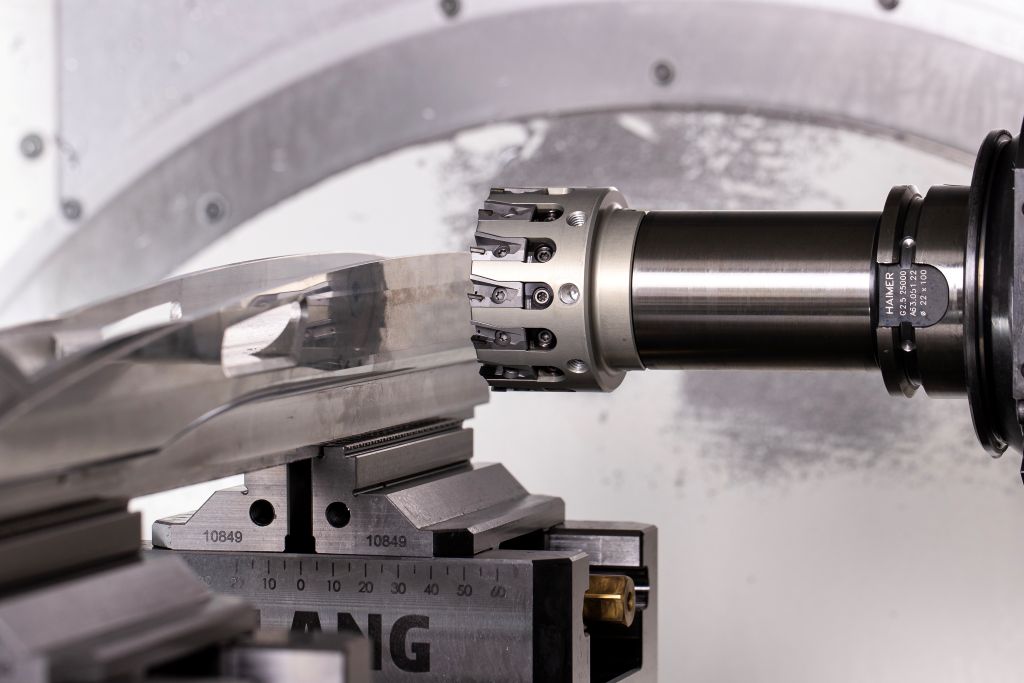
„Wir setzen schon sehr lange auf die Werkzeugsysteme von Horn. Dazu gehören beispielsweise Nutenfräser, Schaftfräser und PKD-Fräser sowie verschiedene Drehwerkzeuge“, so der Walther-Prozessplaner Ronny Buchholz. Für das Schlichten des Systemkastens der KK-Gewehre setzt das Walther-Team auf den Horn-PKD-Planfräser DTM 1710. Der Systemkasten ist das zentrale Bauteil des Gewehrs. Alle weiteren Bauteile wie Abzugseinheit, Lauf und Schulterstütze sind daran montiert. Ein hohes Augenmerk liegt dabei auf der Oberflächengüte. „Am Systemkasten sind alle äußeren Flächen Sichtflächen. Hier lädt der Schütze die Waffe, alle Aufmerksamkeit liegt auf diesem Bauteil. Eine dementsprechend gute Oberfläche ist unser Qualitätsanspruch“, so Buchholz.
Spiegelnde Oberfläche
Vor der Umstellung auf den PKD-Fräser setzte das Team beim Schlichten auf einen Vollhartmetall-Schaftfräser. Die Oberflächengüte war hierbei nicht schlecht, verlangte jedoch je nach dem vom Kunden gewünschten Finish immer die entsprechende Nacharbeit. Der Horn-Techniker Thomas Kisch schlug vor, für das Schlichten den PKD-Schlichtfräser des Typs DTM 1710 zu testen.
„Die Aufgabe war, die Effizienz des Schlichtprozesses zu steigern, die Laufzeiten zu kürzen und die Qualität der Oberflächengüten zu steigern, um Nacharbeiten zu minimieren“, so Kisch. Es war jedoch nicht nur ein neues Werkzeug. Die Fertigung des Systemkastens wurde komplett neu aufgesetzt. Für die Komplettbearbeitung des Bauteils schaffte sich Walther eine neue Grob G550 an. „Durch die Umstellung der Fertigung des Systemkastens konnten wir zahlreiche Fräsprozesse optimieren und haben die Fertigungszeit wesentlich gesenkt“, so Buchholz.
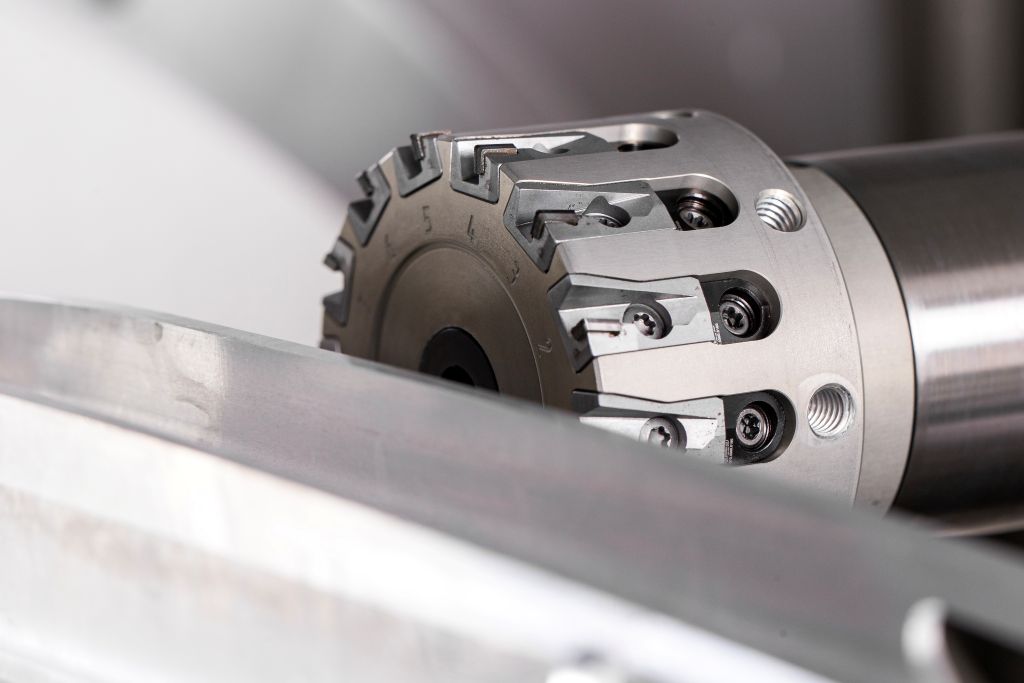
Für die kürzere Fertigungszeit hat auch der Horn-Schlichtfräser gesorgt. Durch die hohen realisierbaren Vorschubgeschwindigkeiten ermöglicht das Werkzeugsystem ein hohes Maß an Produktivität und Wirtschaftlichkeit. Die präzisionsgelaserten PKD-Schneideinsätze erzeugen im Schlichtprozess sehr hohe Oberflächengüten. Die Qualität der PKD-Schneidkante, das PKD-Substrat sowie der µ-genau eingestellte Planlauf stellten dies sicher.
Der Fräskörper aus einer Aluminiumlegierung sorgt für ein spindelschonendes geringes Gewicht. Als Langzeitschutz gegen den abrasiven Angriff der Späne ist der Fräskörper speziell oberflächenbehandelt. Für das Erreichen von hohen Oberflächengüten und den Einsatz im oberen Drehzahlbereich muss das Werkzeug mit der Werkzeugaufnahme feingewuchtet werden. Für eine optimale Wuchtgüte sind am Fräskörper Wuchtbohrungen angebracht. Um bestmögliche Ergebnisse zu erzielen, muss das gesamte Maschinenumfeld beachtet und auf ein möglichst hohes Stabilitätsniveau gebracht werden. Der Aufbau der Maschine, Führungen, Spindeln und die Spannsysteme für das Werkstück sowie das Fräswerkzeug haben einen entscheidenden Einfluss auf das Ergebnis.
Diamantkörner

Der Horn-Hochleistungs-PKD-Schneidstoff setzt sich aus einer ausgefeilten Mixtur unterschiedlicher Größen von Diamantkörnern zusammen. Der Volumenanteil von Diamant steigt, Wirkhärte, Zähigkeit und Schneidenqualität ebenso. Strenge Qualitätsstandards und deren Kontrolle sind selbstverständlich und sorgen für eine starke Leistung. Für das Frässystem DTM 1710 bietet Horn die Schneidkassetten je nach zu bearbeitendem Werkstoff in zwei unterschiedlichen PKD-Substraten an.
Das Ergebnis überzeugte das Walther-Team. Mit Schnittgeschwindigkeiten von vc = 3100 m/min und Oberflächengüten von Ra = 0,4 µm, schlichtet das Frässystem in der geforderten Geschwindigkeit und erreicht nahezu spiegelnde Oberflächen. Die Zeiteinsparung beträgt nach Umstellung des Schlichtprozesses rund elf Minuten. „Wir sind sehr zufrieden mit der Leistung des Systems. Das stellt uns, unsere Qualitätssicherung und am Ende natürlich auch den Schützen zufrieden“, sagt Buchholz.
Olympische Disziplin

Zu den KK-Schützen zählen Hobbyschützen bis hin zu Olympioniken. Neben anderen Disziplinen zählt der Dreistellungskampf zu den bekanntesten. Bei der olympischen Disziplin schießen die Athleten auf eine Entfernung von 50 Metern. Ein Wettkampf wird in den Anschlägen kniend, liegend und stehend durchgeführt. Pro Anschlag gibt der Schütze 40 Schuss ab. Die vorgegebenen Zeiten liegen pro Anschlag zwischen 60 und 90 Minuten. Wer die meisten Ringe erzielt, hat den Wettkampf gewonnen. Das Kaliber liegt bei 5,6 mm.
Die Umstellung auf den Horn-Schlichtfräser DTM 1710 war ein voller Erfolg. Die Planung zur Umstellung weiterer Schlichtprozesse sowie neue Projekte sind geplant. „Durch die Möglichkeit die Plattensitze einzustellen, sind die Werkzeuge flexibel einsetzbar. Wir freuen uns schon auf die nächsten Projekte mit Horn“, so Buchholz.
Die Carl Walther GmbH:
Die Carl Walther GmbH ist ein traditionsreiches deutsches Unternehmen, das für seine hochwertigen Schusswaffen bekannt ist. Gegründet im Jahr 1886 in Zella-Mehlis, hat sich Walther im Laufe der Jahre einen hervorragenden Ruf in der Waffenbranche erarbeitet. Das Unternehmen spezialisiert sich auf die Entwicklung und Herstellung von Pistolen, Gewehren und Zubehör für den zivilen, behördlichen und militärischen Einsatz. Besonders bekannt ist die Marke für ihre innovativen und zuverlässigen Produkte, die durch Präzision und Qualität überzeugen. Walther legt großen Wert auf Sicherheit, Funktionalität und modernes Design. Mit einer langen Tradition und kontinuierlicher Innovation bleibt die Carl Walther GmbH ein führender Name in der Waffenindustrie weltweit.
Das Horn-PKD-System:
Mit über 30 Jahren Erfahrung in Entwicklung und Produktion von Präzisionswerkzeugen mit hochharten Schneidstoffen zeigt Horn ein umfangreiches PKD-Fräsprogramm für die produktive Aluminiumzerspanung. In dieser Zeit hat sich Horn in zahlreichen Branchen bewiesen – und ist so zum wichtigen Partner im Bereich PKD-Werkzeuge geworden. Das PKD-Fräsprogramm reiht sich in diese langjährige Weiterentwicklung ein und ergänzt das Portfolio. Auf Basis der Markterfahrung sowie der Kundenanforderungen entwickelte Horn zielgerichtet ein komplettes Standardprogramm an Fräswerkzeugen. Das Programm steht in seiner Vielfalt für das prozesssichere Zerspanen von Aluminium, NE-Metallen sowie technischen Kunststoffen. Mit dem Fokus auf Ressourcenschonung, abgestimmten Schneidlängen und Werkzeugdesigns sind die Werkzeuge ab Lager verfügbar.
Mit diesem Produktprogramm bietet Horn eine hohe Bandbreite an Standard- und Sonderwerkzeugen vom einfachen PKD-Schaftfräser bis hin zum komplexen und modularen Kombinationswerkzeug. Als treibende Kraft liegt der Fokus auf wirtschaftlich durchdachten Lösungen bei hoher Produktivität, kombiniert mit Horn-Technologie, einer hohen Flexibilität sowie Zuverlässigkeit. Der Horn-Hochleistungs-PKD-Schneidstoff setzt sich aus einer ausgefeilten Mixtur unterschiedlich großer Diamantkörner zusammen. Der Volumenanteil von Diamant steigt, Wirkhärte, Zähigkeit und Schneidenqualität ebenso. Strenge Qualitätsstandards und deren Kontrolle sind selbstverständlich und sorgen für eine starke Leistung.
Kontakt:


