


Horn hat neu entwickelte Stechgeometrie zum Abstechen von Titan im Programm. Die Entwicklung der WT-Geometrie eigens für Titan erfolgte mittels umfangreicher Simulationen. Sie hat sich auf Anhieb in der Praxis beim Abstechen von Knochenschrauben aus dem anspruchsvollen Werkstoff bewährt.
Neben einem sicheren Spanbruch sorgt die angepasste Geometrie für einen weichschneiden Schnitt. So sind höhere Vorschübe möglich, was einer schnelleren Bearbeitungszeit entspricht. Dies erhöht zusätzlich die Lebensdauer, wie die Versuche belegen, um bis zu 60 Prozent. Die Schneidplatten des Typs 224 mit der neuen WT-Geometrie gibt es in den Abstufungen 2; 2,5 und 3 mm in der Sorte IG35. Sie sind für passende Halter vom Typ H224 ausgelegt.

Kistler ist Weltmarktführer für dynamische Messtechnik zur Erfassung von Druck, Kraft, Drehmoment und Beschleunigung. Die Kistler Gruppe hat in enger Zusammenarbeit mit der Paul Horn GmbH eine weltweit einzigartige Lösung zur Echtzeit-Werkzeugüberwachung von Mikro-Drehbearbeitungen entwickelt.
Das Piezo Tool System (PTS) besteht aus einem Kraftsensor, welcher in das Drehwerkzeug eingelegt wird und Aufschluss über den Zustand des Werkzeuges während der Bearbeitung gibt. Der extrem kleine Piezo-Sensor misst selbst niedrigste Zerspankräfte mit hoher Auflösung. Der Maschinenbediener kann so fehlerhafte Materialien und Schneidstoffe oder auch einen Werkzeugbruch sofort erkennen. Die Folge ist ein minimaler Ausschuss bei maximaler Qualität.
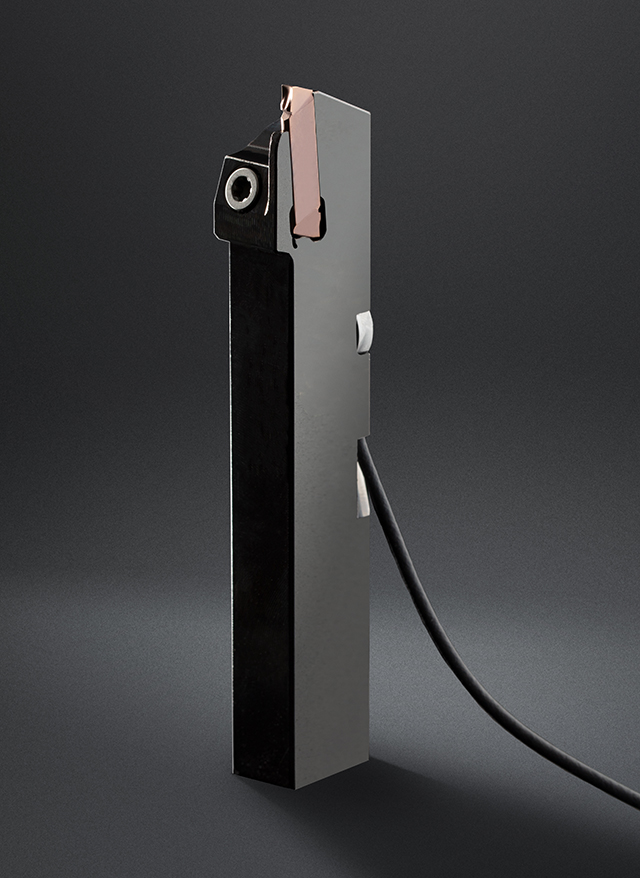
Das neue System eignet sich für den Einsatz bei Drehbearbeitungen, speziell im Mikrobereich. Hier sind alternative Messmethoden wie die Überwachung der Antriebsleistung des Hauptspindelmotors aufgrund der geringen Abweichungen unergiebig. Auch eine Messung des Körperschalls liefert bei kleinen Werkstücken keine konstant zufriedenstellenden Ergebnisse.
Ein visuelles Überwachen scheidet aufgrund des Einsatzes von Kühlschmierstoffen sowie den hohen Rotationsdrehzahlen beim Bearbeitungsprozess ebenfalls aus. Die neue Lösung ist kompatibel mit ausgewählten Standard-Drehhaltern von Horn. Sie erfordert keinen Eingriff in die CNC-Steuerung. Der Einsatz erfolgt maschinenunabhängig. Der Austausch der Sensoren geschieht schnell und problemlos. Die Folge des PTS sind eine Reduzierung der Produktionskosten sowie eine Erhöhung der Fertigungskapazitäten.
Kontakt:


