


Die MPS1-Bohrer verfügen über eine grade Schneidkante, die speziell dafür entwickelt wurde, bei höchsten Vorschüben und Schnittgeschwindigkeiten eine weichere Zerspanung im modernen Fertigungsprozess zu gewährleisten. In Kombination mit der MIRACLE SIGMA-Beschichtung garantiert die Schneidkante effektive Werkstoffbearbeitung und hohe Werkzeugstandzeiten.
Bewährte Eigenschaften
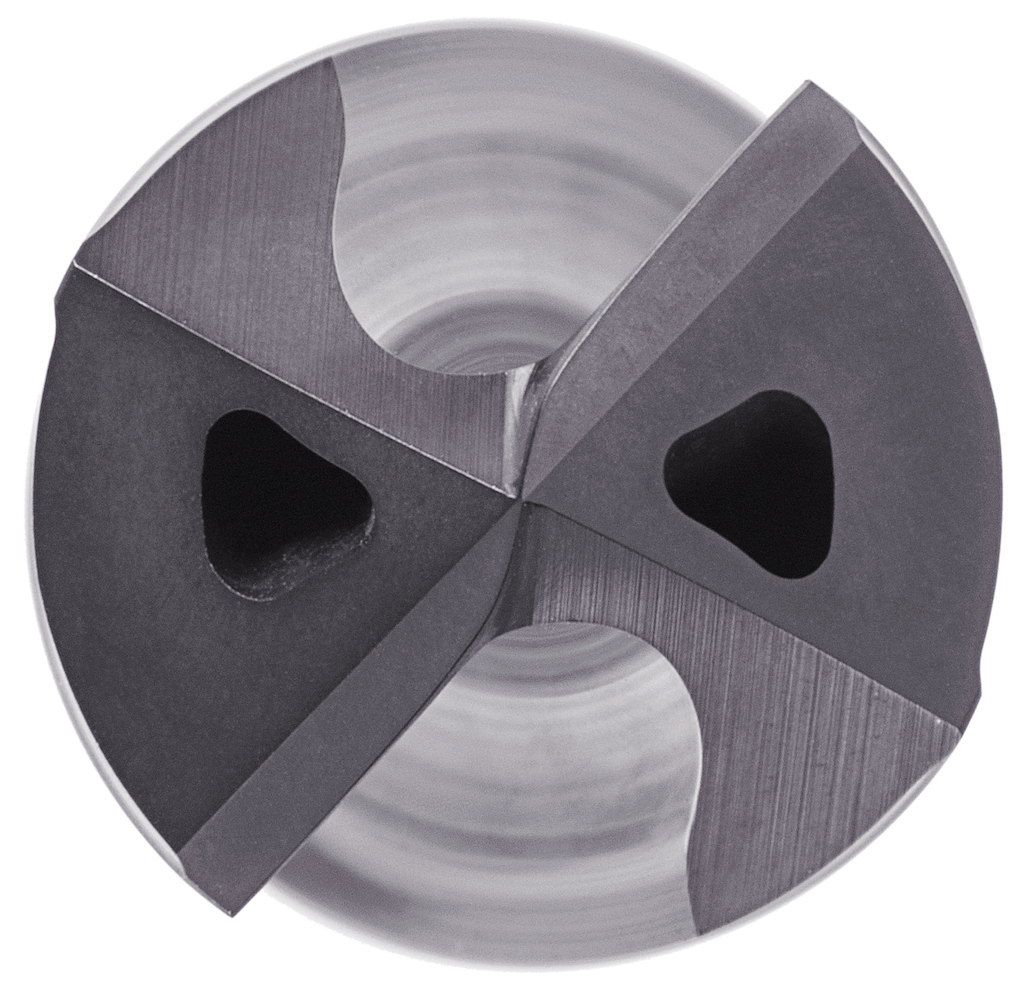
Die 4-Fasen-Schneidengeometrie garantiert hohe Präzision, reibungslose Spanabfuhr und sehr gute Bohrlochqualitäten. Die Tri-Coolant-Kühlmittelbohrungen von Mitsubishi Materials verbessern nachweislich die Kühlmittelzufuhr dort, wo sie am dringendsten benötigt wird: an den Hauptschneiden des Bohrers und an den Führungsfasen.
Umfangreiche Untersuchungen der Durchflussdynamik haben nicht nur den Vorteil höherer Kühlmittelmengen bewiesen, sondern auch aufgezeigt, auf welchem Weg das Kühlmittel effizienter durch das Bohrloch fließt. Durch diese Optimierung können Späne schneller und effektiver aus dem Bohrloch entfernt werden – auch bei höheren Schnittgeschwindigkeiten – und ein optimaler Kühlschmiereffekt an den Führungsfasen reduziert drastisch die Aufbauschneidenbildung. Diese Effekte gelten auch für den Einsatz mit Minimalmengenschmierung (MMS).
MIRACLE SIGMA-Beschichtung
Die MIRACLE SIGMA-Beschichtung auf PVD-Basis gewährleistet längere Werkzeugstandzeiten, insbesondere bei höheren Schnitt- und Vorschubgeschwindigkeiten, wie sie von heutigen Bearbeitungsansprüchen vorgegeben werden. Zudem verfügt die extrem glatte Beschichtungsoberfläche über wichtige Eigenschaften wie ausgezeichneten Verschleißwiderstand und einen geringen Reibungskoeffizienten für eine zuverlässigere Bohrbearbeitung. Die glatte Oberfläche unterstützt außerdem die effiziente Spanabfuhr – ein weiterer wichtiger Aspekt, wenn man die größeren Materialmengen bedenkt, die durch höhere Schnitt- und Vorschubgeschwindigkeiten abgeführt werden müssen.
Die typischen Schnittgeschwindigkeiten beim Bohren in C-Stahl können von etwa 160 m/min auf 220 m/min erhöht werden, die Vorschubraten von 0,25 mm/U auf 0,35 mm/U. Dadurch erhöht sich der lineare Vorschub insgesamt von 1600 mm/min auf beachtliche 3080 mm/min. Nicht zuletzt verfügt auch das überaus wichtige Hartmetallsubstrat über die notwendige Zähigkeit und Härte, um die Leistungsfähigkeit der neuen Beschichtung zu unterstützen.
Erhältlich von Ø3,0 – Ø20 l/d x 3 und l/d x 8.
Kontakt:


