


2008, 3 Jahre später – wie hat sich die Zusammenarbeit entwickelt?
Die SHW BT in Aalen-Wasseralfingen wurde 2005 als eigenständiges Unternehmen gegründet und ist heute mit 37 Mitarbeitern als Zerspanungsexperte vornehmlich im Bereich Großmotoren- und Getriebebau für Schwerlastlokomotiven und im allgemeinen Maschinen- und Anlagenbau tätig. Wir sprechen mit Roland Ziegler, Geschäftsführender Gesellschafter der SHW BT über den oben genannten Auftrag über die Bearbeitung der Diesellokomotivmotoren für einen russischen Kunden. Der läuft weiterhin – in ungeahnten Dimensionen: „Während im Jahr 2005 die Produktionsstückzahl noch bei 180 Motoren pro Jahr lag, will unser Kunde die Stückzahl bis 2010 auf 750 Motoren pro Jahr erhöhen! Damit kommen wir trotz großer Investitionen in Gebäude und Maschinen an unsere Kapazitätsgrenzen. Daher benötigen wir absolut prozesssichere Werkzeuge, die dazu möglichst schnell arbeiten.“
Werkzeuge zur Vor- und Semi-Finishbearbeitung aus dem Jahr 2005 weiterhin sehr erfolgreich im Einsatz
Für die Bearbeitung der Zylinderbohrungen (ø 335H7) wurde auf innovative Tangentialwerkzeuge von MAPAL gesetzt. Zwei Werkzeuge übernehmen die Vorbearbeitung der Aufnahme für die Zylinderlaufbuchse bei einer Schnitttiefe von insgesamt 16 mm. Anschließend wird die Aufnahme mit einem Tangential-Feinbohrwerkzeug fertigbearbeitet. Roland Ziegler: „Die Werkzeuge laufen weiterhin ohne jegliche Beanstandung. Zusammen mit Marc Wagner (zuständiger Außendienstmitarbeiter bei MAPAL) wurden in der Zwischenzeit lediglich kleinere Optimierungen durchgeführt, um die Prozesssicherheit der Oberflächengüte noch weiter zu steigern. Wir hatten 2005 zwei Sätze der Werkzeuge gekauft – der zweite ist auch nach drei Jahren noch nie im Einsatz gewesen!“
 Jetzt auch Fertigbearbeitung der Edelstahlbuchse durch SHW BT und MAPAL
Jetzt auch Fertigbearbeitung der Edelstahlbuchse durch SHW BT und MAPAL
Die Zusammenarbeit von SHW BT und MAPAL bei der Bearbeitung des Diesellokomotivmotors ist seitdem ein großes Stück intensiver geworden. Nach der oben erläuterten Bearbeitung der Aufnahmen für die Edelstahl-Zylinderlaufbuchsen werden diese eingeschrumpft. Die Fertigbearbeitung der Edelstahlbuchsen war zunächst an eine 400 km entfernte Firma vergeben worden. Allerdings kam der Auftrag aufgrund von Problemen bei Lieferzeit und Qualität nach einem Jahr ebenfalls zu SHW BT. Diese Schlichtbearbeitung nimmt zwar im gesamten Bearbeitungsprozess des Motorblocks nur 15 % des Zerspanvolumens ein. Zieht man allerdings die Bearbeitungszeit der Zylinderbohrungen mit 50 Stunden insgesamt in Betracht, so entfallen davon mit dem vom Kunden beigestellten einschneidigen Werkzeug 20 Stunden auf die Finishbearbeitung. Grund genug für Roland Ziegler, zusammen mit Marc Wagner nach einer innovativen und schnellen Bearbeitungslösung zu suchen.
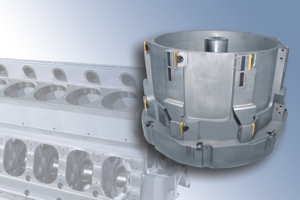
Dreistufiges Kombinationswerkzeug mit Titangrundkörper
Das Ergebnis ist ein dreistufiges Kombinationswerkzeug, das sowohl die Tangentialtechnologie als auch bewährte MAPAL Führungsleisten-Elemente beinhaltet. Der Grundkörper des Werkzeugs ist aus Titan und in Leichtbauweise gefertigt, um bei einem maximalen Durchmesser von 340 mm und einer Werkzeuglänge von 366 mm das Gewicht für die SK50-Aufnahme möglichst gering zu halten (32 kg). Die dreistufige Bearbeitungskontur (ø 295H7, 320H8 und 340H7) wird in einem Schritt fertig bearbeitet. ø 295H7und 320H8 werden mit je acht radial eingebauten, einstellbaren Wendeplatten aus beschichtetem Hartmetall bearbeitet. Acht PKD- und weitere acht Cermet-Leisten führen das Werkzeug in der Bohrung. Der dritte Durchmesser 340H7 wird mit tangential eingebauten ISO-Wendeschneidplatten aus dem TFB-Programm gefertigt. Auch hier ist jede Schneide durch eine Führungsleiste abgestützt. Marc Wagner: „Durch die Tangentialtechnologie erreichen wir einen weichen, ruhigen Schnitt, reduzieren Schnittkräfte und Belastungen für Maschine und Spindel und erreichen so höhere Standzeiten und Werkstückqualitäten. Darüber hinaus können wir mehr Schneiden im Werkzeug unterbringen und so höhere Vorschübe fahren.“
 Bearbeitung der Querbohrungen mit MAPAL HPR
Bearbeitung der Querbohrungen mit MAPAL HPR
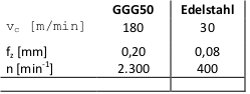
Auch zwei weitere Bearbeitungen in dem Motorblock werden heute mit MAPAL Technologie wirtschaftlich durchgeführt. Zunächst die 50 mm langen Querbohrungen in die Zylinderbohrungen, die heute mit einer HPR-Reibahle ø 25H7 gerieben werden. Die sechsschneidige Reibahle bearbeitet sowohl GGG50 und anschließend auch das Edelstahl-Material – mit den links dargestellten Arbeitswerten:
Pro Zylinderbohrung sind zwei dieser Querbohrungen zu bearbeiten, also 32 Bohrungen pro Motor. Die Reibahle erreicht eine Standmenge von sechs Motoren. Das entspricht 192 Bohrungen beziehungsweise einem Standweg von 10.000 mm.
 <Bearbeitung der Kurbelwellenlagergasse mit MAPAL Führungsleistenwerkzeug ø 235H7
<Bearbeitung der Kurbelwellenlagergasse mit MAPAL Führungsleistenwerkzeug ø 235H7
Schließlich kommt ein MAPAL Werkzeug zur Fertigbearbeitung der Kurbelwellenlagergasse ø 235H7 zum Einsatz. Ursprünglich wurde ausgespindelt, Roland Ziegler war auf der Suche nach einer schnelleren Lösung, die gleichzeitig für diese abschließende Bearbeitung die nötige Prozesssicherheit bietet. Das MAPAL Werkzeug ist einschneidig mit Wendeplatte und vier Führungsleisten aus Cermet ausgeführt und kommt mit folgenden Bearbeitungsparametern zum Einsatz:
vc = 120 m/min
f = 0,12 mm
n = 162 min-1
Für die gesamte Kurbelwellenlagergasse benötigt das Werkzeug daher 53 Minuten reine Bearbeitungszeit.
Gemeinsam zum Erfolg
Roland Ziegler sagt abschließend über die Zusammenarbeit mit MAPAL: „Von MAPAL bekommen wir immer wieder hochinnovative Lösungen angeboten, die uns in den Prozessen deutlich nach vorne bringen. Bei der Auslastung, die SHW BT glücklicherweise hat, ist es unerlässlich, dass wir schnelle und vor allem sehr prozesssichere Werkzeuge einsetzen. Auch der Kontakt zu MAPAL ist immer sehr eng und gut. So können wir derartige Großprojekte gemeinsam stemmen.“
Bild 1: Die Tangential-Werkzeuge zur Vor- und Fertigbearbeitung der Aufnahmen für die Zylinderlaufbuchsen sind seit 2005 ohne Unterbrechung im Einsatz.
Bild 2: Heute werden auch die Edelstahl-Zylinderlaufbuchsen mit MAPAL Technologie fertig bearbeitet.
Bild 3: Roland Ziegler (Geschäftsführender Gesellschafter SHW BT) und Marc Wagner (zuständiger Außendienstmitarbeiter MAPAL) beraten über das Werkzeug zur Bearbeitung der Kurbelwellenlagergasse (ø 235H7, siehe Einklinker).
Kontakt


