


Das Ziel, eine intelligente Fabrik (Smart Factory) nach der Vorlage von Industrie 4.0 zu realisieren, kann auch in mittelständischen Fertigungsbetrieben erreicht werden. Wenn Werkstücke und Maschinen miteinander kommunizieren sollen, dann geht das nur mit Hilfe der Informationstechnologie. Diese Erkenntnis birgt immenses Potential zur Optimierung der Produktion und zur Steigerung der Produktivität.
Voraussetzung für Industrie 4.0
Die Voraussetzung für eine intelligente Fabrik (Smart Factory) ist der kontinuierliche Datenaustausch zwischen Planungs- und Produktionsebene. Mit Insellösungen, bestehend aus lokalen Software-Modulen und einem Minimum an Schnittstellen, ist Industrie 4.0 nicht zu realisieren. Da laufen oft MDE/BDE-System, DNC-Software oder Software-Module für die Produktion, Qualität und Wartung noch unabhängig voneinander auf demselben Netzwerk.
Das heißt, für die intelligente Fabrik ist die kompromisslose Verschmelzung aller IT-Module von der Datenerfassung von Prozess- und Qualitätsdaten an der Maschine bis zur Online-Anbindung des Kunden unabdingbar. Durch ein Höchstmaß an Integration von ERP- und MES-Software-Modulen wie MDE/BDE/PZE, CAQ und PPS und die Verschmelzung von Prozess- und Qualitätsdaten wird Industrie 4.0 auch für den mittelständischen Präzisionsteilehersteller realisierbar.
Viele der Ansätze zu Industrie 4.0 sind in der durch rasantes Entwicklungstempo geprägten IT-Welt bereits Realität und haben auf breiter Front bereits Einzug gehalten. Die Übergänge sind fließend, evolutionär und der gesamte Digitalisierungsprozess wird bestenfalls in der Nachbetrachtung in 10 oder 20 Jahren als disruptiv empfunden werden. Merkmale für Industrie 4.0-Strukturen sind z.B.:
- Individualisiertes Produkt – Variantenfertigung ab Losgröße 1
- Werkstück und Werkzeugmaschine kommunizieren miteinander (WEB-Server und Leitstand)
- Verschmelzung von Informationstechnologie mit der Produktion
- Kontinuierlicher Informationsaustausch zwischen der Planungs- und Produktionsebene (Regelkreisfunktion)
- Kompromisslose Integration von betriebswirtschaftlichen Abläufen bis zur Maschine
- Eindeutige Identifizierbarkeit der Werkstücke und Erzeugnisse
- Kenntnis über den aktuellen Produktionsort und den Fertigungszustand des Produktes
- Ständige Bewertung der Wertschöpfungskette und halbfertiger Teile
- Entstehungshistorie der Produkte
- Optimale Fertigungsorganisation/-prozesse und IT-Infrastruktur
- Erfassung der Produktionsdaten in Echtzeit in einer heterogenen Produktionsumgebung
In diesem Prozess nimmt die Komplexität der Produktion ständig zu. Aber auch die bestehenden Produktionsanlagen müssen aufgrund der Langlebigkeit von bis zu 20 Jahren und mehr I4.0-tauglich gemacht werden und von starren, wenig flexiblen Lösungen zu dynamischen Kopplungen geführt werden. Um diese Strukturen umzusetzen, muss sich die Automatisierungssoftware flexibel und ohne größeren Aufwand ständig den neuen Gegebenheiten anpassen lassen.
Ein Ansatz, um diesen Herausforderungen zu begegnen, ist die Entwicklung von agentenbasierten Softwaresystemen, in denen jedes Element der Fertigung, wie z.B. ein Werkstück, ein Sensor, eine SPS-Steuerung oder eine Fertigungslinie als Agent (Objekt) definiert und abgebildet werden kann.
Die Software-Agenten können mit besonderer Intelligenz ausgestattet werden, haben Ziele, können Aussagen über ihren Zustand machen und vor allem, sie kommunizieren und organisieren sich über ein Cyber-Netzwerk (z.B. Feldbus, Intra- oder Internet) mit anderen Agenten. Das heißt, ein agentenbasiertes System schafft den Übergang von hierarchischen, statischen Systemstrukturen hin zu flexiblen Netzwerken, die sich aus autonom operierenden Elementen zusammensetzen.
Cyber-Physische Systeme (CPS)
Die Cyber-Physische Systeme (CPS) sind Systeme die aus Sensoren für die Datenerfassung und Aktoren für die Ausführung von Befehlen sowie weiterer Elemente der physikalischen Welt bestehen. Alle Elemente, Sensoren und Aktoren sind vernetzt und werden über Geschäftsprozess-Software miteinander logisch verknüpft. Die physikalische Welt verschmilzt also mit der virtuellen – dem Cyberspace. Auf dieser Basis lassen sich teilweise selbständig arbeitende Produktionssysteme mit Fernüberwachung realisieren.
Wie diese Digitalisierung bereits heute bei Präzisionsteileherstellern umgesetzt werden kann und welchen Nutzen sie bringen, zeigen einige Beispiele von Industrie 4.0-Ansätzen, die auf Basis eines integrierenden Produktionsüberwachungssystems realisiert wurden. Entscheidend dabei ist das konzertierte Zusammenspiel der einzelnen Module und Funktionalitäten des ERP-Systems. Alle Lösungen entstanden aufgrund der Notwendigkeiten und Probleme der mittelständischen Kunden vor Ort und in einer engen Kooperation mit dem Kunden.
Verschiedene Puristen unterscheiden vielleicht gern zwischen herkömmlicher Automatisierung und den Industrie 4.0-Prozessen. Das macht insofern keinen Sinn, weil die Übergänge fließend sind und die Transformation eine homogene Entwicklung ist. Man kann nur mit dem Digitalisierungsstand anfangen, den das Unternehmen erreicht hat, um dann in Richtung des Idealbildes und Leitsterns Industrie 4.0, sprich einer vollautomatischen, sich selbst steuernden und vernetzten Produktion, zu gehen.
Containermanagement, ProVis-Navigator: Zu Industrie 4.0 gehört vor allem das Wissen über den geografischen Ort und den aktuellen Fertigungszustand des Produktes. Das Containermanagement verknüpft die gefertigten Losgrößen eines Fertigungsauftrages mit dem Behälter.
Lieferabrufe online: Fertigung, Montage und Logistik sind eng miteinander verbunden. Liefereinteilungen und Lieferabrufe werden täglich online vom Kunden direkt in das Computernetzwerk übertragen und an den Fertigungsprozess weitergeleitet.
Begleitende Kalkulation in Echtzeit: Während der Produktion werden sämtliche betriebswirtschaftliche Parameter wie z. B. Prozesslaufzeit, Werkzeugverbrauch, Materialverbrauch nach jedem Teil berechnet und mit den Sollwertvorgaben aus der Kalkulation verglichen. Bei Abweichungen werden entsprechende Maßnahmen ausgelöst, die in einem Workflow festgelegt sind. So kann beispielsweise automatisch eine E-Mail bzw. eine SMS an den Abteilungsleiter versendet werden.
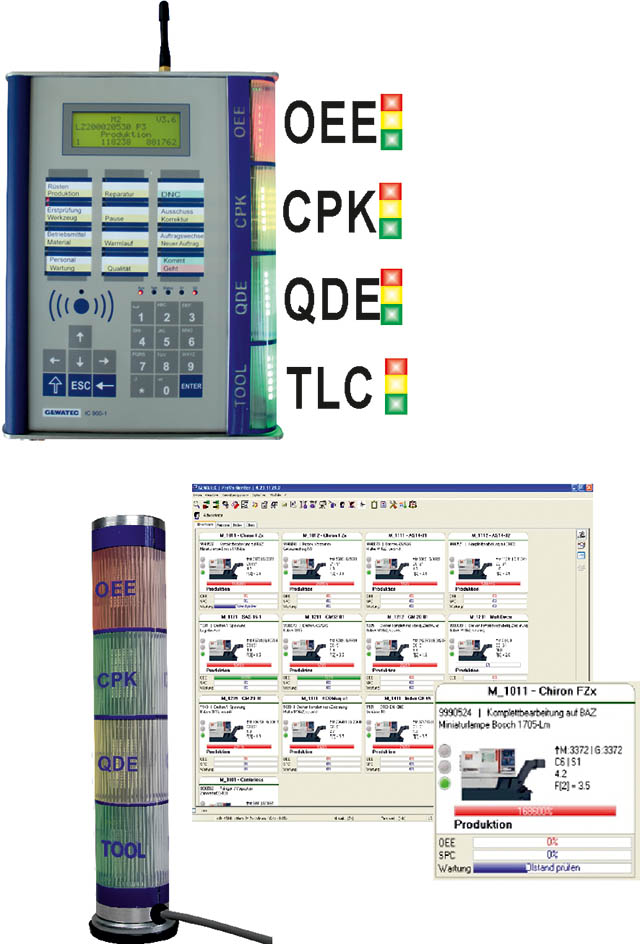
Prozesssteuerung durch Prozessampel: Auf einen Blick immer zu wissen, was in der Produktion gerade läuft oder nicht so läuft wie es eigentlich sein sollte – das ermöglichen der Industrie-PC IC901 in Verbindung mit der Prozessampel und entsprechender Software.
Die Prozessampel signalisiert auf der Basis von relevanten Kennzahlen den aktuellen Zustand von Werkzeugmaschinen in den Ampelfarben. So gibt die Overall-Equipment-Effectiveness-Kennzahl (OEE) Auskunft über Nutzungsgrad, Leistungsgrad und Qualitätsrate der jeweiligen Maschine.
Über den statistischen Wert der Prozessfähigkeit informiert der CPK-Wert. Die Qualitätsdatenerfassung (QDE) gibt beispielsweise an, wann wieder ein Messzyklus zur Qualitätsüberwachung ansteht. Das System informiert auf der Basis von Standzeiten und Einsatzzeiten auch, wann Werkzeuge gewechselt werden müssen (TOOL Change TLC). Welches Werkzeug gewechselt werden soll, wird am Display des Terminals angezeigt: z. B. „Wendeplatte von Werkzeug 4 wechseln“.
Der Mitarbeiter in der Produktion ist so jederzeit über den Zustand der Werkzeugmaschine informiert. Am IC901 mit Prozessampel kann der Mitarbeiter auch Maschinen- und Betriebsdaten wie Rüstzeiten und Reparaturen erfassen. Die Transparenz in der Fertigung schafft die Voraussetzung, Fehler und Schwachstellen zu erkennen und zu korrigieren sowie die Produktion kontinuierlich zu optimieren.
Korrelation von Prozess- und Qualitätsdaten: Das MDE-System erfasst Prozessparameter wie Druck und Temperatur (Prozessdatensammler). Werden bei einem Merkmal die Eingriffsgrenzen verletzt, so sind sofort (je nach Prozess innerhalb von Sekunden oder Minuten) entsprechende Maßnahmen einzuleiten, um den Prozess wieder unter Kontrolle zu bekommen. Die Prozessparameter werden durch einen Leitstandrechner nach oben beschriebenem Verfahren vollautomatisch über die standardisierte Schnittstelle EUROMAP 63 oder OPC korrigiert.

Zwangshalt, Maschine Stop: Ein Paradebeispiel für die Verknüpfung von Produktionsabläufen ist das Zusammenspiel von Qualitätsmanagement und Produktionssteuerung. Das MDE-Terminal stoppt die Maschine, wenn eine Qualitätskennzahl außerhalb vorgegebener Grenzen liegt.
Wartung, vorbeugende Instandhaltung: Funktionssicherheit und Zuverlässigkeit komplexer Anlagen und Fertigungsressourcen und damit deren Verfügbarkeit können mit einem konsequenten vorbeugenden Instandhaltungskonzept auf einem gleichmäßig hohen Produktivitätslevel gehalten werden. In Verbindung mit der BDE/MDE-Software werden auf die Werkzeuge die Stückzahlen (Schüsse) gebucht. Bei Erreichen der max. Stückzahl (Schusszahl) zeigt die Prozessampel am MDE-Terminal an, dass das Werkzeug gewartet bzw. ausgetauscht werden muss.
Automatischer Auftragswechsel an einer Maschine: Bei Fertigmeldung des letzten Arbeitsganges eines Fertigungsauftrages wir automatisch der neue Auftrag angestempelt, der vom Planer mit der grafisch interaktiven Kapazitätsplanung auf die Maschine gelegt wurde. Beim Auftragswechsel werden folgende Vorgänge automatisch angestoßen:
- Abspeichern des aktuellen CNC-Programms per Funk zum jeweiligen Fertigungsauftrag und Bereitstellung des neuen
- Erstellung Prüfauftrag
- Neuer Status der Maschine auf Rüsten setzen
Automatische Materialanforderung: Wenn der Materialvorrat an der Maschine erschöpft ist kann der Werker über einen Tastendruck eine Materialanforderung an den Lageristen versenden. Über einen frei definierbaren Workflow lassen sich beliebige Maßnahmen definieren, die eine automatische Materialbereitstellung einleiten.
Intelligente Werkzeugausgabe: Über die Fertigungsauftrags-Nummer werden dem Werker automatisch die richtigen Werkzeuge angeboten. Für die Erfassung des Werkzeugverbrauches werden die Werkzeuge automatisch auf den zugehörigen Fertigungsauftrag gebucht.

Automatisierter Buchungsvorgang mehrerer Aufträge per Tablet: Die Grundidee war, eine Palette mit mehreren Auftragskörben an einem Arbeitsplatz komplett an- bzw. abzubuchen oder den Bearbeitungszustand umzubuchen von ‚halbfertig‘ auf ‚fertig‘ und nicht alle einzelnen Aufträge umständlich per Hand ummelden zu müssen. Die Lösung ergab z.B. bei einem Kunden eine Einsparung von 800 Stunden Arbeitszeit im Jahr.
Eingesetzt wird dazu ein Android-Tablet, das per App alle QR-Codes der Laufkarten auf einem Foto identifizieren kann und den Buchungsvorgang automatisch vornimmt. Die App wurde vom Software-Anbieter selbst entwickelt, da es auf dem Markt keine gab, die in der Lage gewesen wäre, mehrere QR-Codes auf einem Foto zu identifizieren. Der Foto-Ansatz mit dem Tablet wird auch in anderen Bereichen eingesetzt, wie u.a. bei der Lieferscheinerstellung für die Fertigungsprozesse bei Subunternehmen.
Energiemanagement, Licht und Kompressor ausschalten: Das BDE/MDE-System kennt über einen Sensor den genauen Zustand (Stückzahl, steht/läuft) sämtlicher Maschinen in der Produktion. Viele Maschinen produzieren in die Nachtschicht hinein, bis kein Material mehr zur Verfügung steht. Mit einem Actor des BDE/MDE-Energiemanagements ist es möglich, Kompressoren, Beleuchtungen, Klimaanlagen und sonstige Verbraucher ein- und auszuschalten, sobald diverse Maschinen- bzw. Maschinengruppen nicht mehr produzieren. Neben dem Schalten von Verbrauchern können auch beliebige und frei programmierbare Messages über E-Mail oder SMS versendet werden.

Lernfabrik für Industrie 4.0: Studien belegen, dass es bereits aktuell, aber noch mehr in der Zukunft, einen eklatanten Fachkräftemangel für I4.0-Technologie geben wird. Eine breite Qualifizierungsoffensive für digitale Technologien ist deshalb das Gebot der Stunde.
Das veranlasste die Feintechnikschule in Schwenningen zusammen mit industriellen Partnern, eine I4.0-Lernfabrik aufzubauen. Sowohl die Schüler, als auch die Mitarbeiter der industriellen Partner profitieren vom theoretischen Know-how und der praktischen Vorführung der I4.0-Technologie, die mit modernen didaktischen Konzepten und Hilfsmitteln, wie dem Cyber-Classroom, vermittelt werden.
Mit fünf Firmen wurde eine besonders enge Kooperation eingegangen. Sie waren von Beginn an in der Projektgruppe aktiv, haben ihre in der Praxis bewährten Maschinen und Anlagen sowie die Software zur Verfügung gestellt und arbeiten ständig mit an der Weiterentwicklung der Webfactory. Die I4-0-Lernfabrik wird mittlerweile von den fünf Firmen als schlüsselfertige Gesamtlösung auf dem Markt angeboten.
Kontakt:


