


Bei konventionellen Werkzeugkonfigurationen für das Abstechen auf Drehzentren und Multitasking-Maschinen unterliegt die Vorschubbewegung in der XZ-Ebene systembedingten Einschränkungen: Bei Abstechprozessen wird der resultierende Vektor der Schnittkräfte zwangsläufig als Biegelast über den Werkzeugquerschnitt gelenkt, was zu hohen Belastungen und möglichen Verformungen führt.
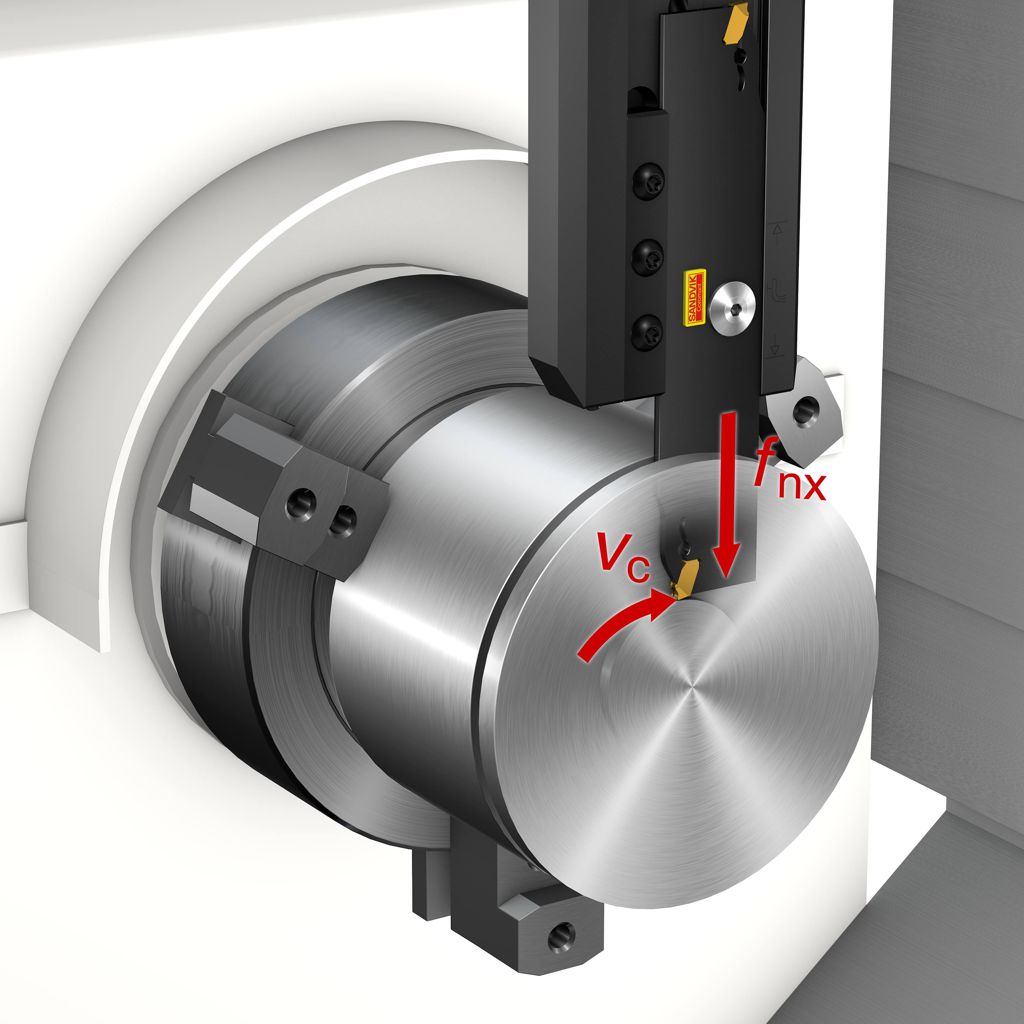
Um hier Abhilfe zu schaffen, hat Sandvik Coromant eine Lösung entwickelt, die die Vorteile moderner Drehzentren und Multitasking-Maschinen nutzt, um das Werkzeug in Y-Richtung zu führen. Bei dem neuen Konzept wird die Oberseite der Wendeschneidplatte parallel zum Klingenende positioniert, so als ob man den Plattensitz um 90 Grad gegen den Uhrzeigersinn drehen würde. Auf diese Weise wird der resultierende Vektor der Schnittkräfte ungefähr auf die Längsachse der Klinge ausrichtet. Die FEM-Analyse bestätigt, dass dadurch die für herkömmliche Werkzeuge typischen kritischen Spannungen eliminiert werden und die Steifigkeit der Klingen im Vergleich zu Standardausführungen um das Sechsfache erhöht wird. Das ermöglicht schnellere Vorschubgeschwindigkeiten oder die Bearbeitung längerer Auskragungen ohne Einbußen in der Stabilität.
Die größten Vorteile des Abstechens mit der Y-Achse von Drehzentren liegen in der Steigerung der Produktivität und der Prozesssicherheit. Für Nutzer von Multitasking-Maschinen bieten Werkzeuge für die Y-Achse vor allem verbesserte Zugänglichkeit und die Möglichkeit, größere Durchmesser zu bearbeiten. Tatsächlich bestätigte ein Vorabtest beim Abstechen einer herkömmlichen Metallstange mit einem Durchmesser von 120 mm die Bearbeitung von 50 Prozent längeren Auskragungen, und das bei maximalem Vorschub der Wendeschneidplatte – so kann das volle Potenzial der Maschine ausgenutzt werden. Darüber hinaus ergab der Testlauf eine Produktivitätssteigerung von 300 Prozent ohne Kompromisse bei der Prozesssicherheit eingehen zu müssen.
In einem Test bei einem Kunden wurde das Bandsägen einer Inconel-Stange mit einem Durchmesser von 180 mm erfolgreich durch Abstechen auf der Y-Achse ersetzt. Das Resultat: signifikante Produktivitätssteigerungen aufgrund drastisch verkürzter Bearbeitungszeiten.
Ein weiterer Vorteil der Bearbeitungsmethode ist die Tatsache, dass sie nur minimale Änderungen am typischen Produktions-Setup erfordert. Darüber hinaus fallen praktisch keine zusätzlichen Werkzeugkosten an, da vorhandene CoroCut QD-Ausrüstungen verwendet werden können. Ein weiteres Potenzial für erhebliche Zeiteinsparungen ergibt sich durch das beidseitige Spannen des Werkstücks, da beim Abstechen keine weiteren Bearbeitungsprozesse möglich sind.
Die neuen CoroCut QD-Schneidköpfe sind in den Breiten 3 und 4 mm erhältlich. Standardlängen (sowohl in 3 als auch in 4 mm Breite) werden für Abstechoperationen bis 120 mm Durchmesser angeboten; zusätzlich gibt es eine extra lange, 4 mm breite Klinge für Bearbeitungen bis 180 mm Durchmesser. Konventionelle CoroCut QD-Werkzeughalter und -Schneideinsätze können mit den neuen Klingen verwendet werden.
Kontakt:


