


Das Institut für Fertigungstechnik und Werkzeugmaschinen (IFW) der Leibniz Universität Hannover arbeitet zusammen mit dem Leibniz-Institut für Festkörper und Werkstoffforschung Dresden an der Entwicklung einer angepassten Herstellungsprozesskette für Bauteile aus der Titanlegierung Ti-5Al-5V-5Mo-3Cr (Ti5553). Im Fokus steht dabei der Zusammenhang zwischen geeigneten Verfahrensparametern für die additive Herstellung der Legierung und dem daraus resultierenden Einfluss auf das Werkstoffgefüge und deren Zerspanbarkeit.

Titanwerkstoffe sind für viele Hochleistungsanwendungen unabdingbar. Aufgrund der hohen Zerspanraten in der konventionellen Titanbauteilfertigung von oftmals mehr als 90 % ist die additive Fertigung von Komponenten aus Titan eine vielversprechende Methode zur Ressourcenschonung und Gegenstand aktueller Forschung.
Infolge hoher Anforderungen an die Oberflächengüte und Formtoleranzen, insbesondere im Bereich von Funktionsflächen, müssen diese Bauteile in der Regel spanend nachbearbeitet werden. Als Folge der spezifischen Eigenschaften von Titanlegierungen (hohe Warmfestigkeit, geringe Wärmeleitfähigkeit, intermetallische Phasen) stellt die spanende Nachbearbeitung hohe Anforderungen an das Zerspanwerkzeug.
Durch die Prozesscharakteristik des pulverbettbasierten Laserstrahlschmelzens (eng.: Laser Powder Bed Fusion (LPBF)) entstehen Gefüge- und Materialeigenschaften, die sich signifikant von denen konventionell urgeformter Titanhalbzeuge unterscheiden. Eine gezielte Prozesssteuerung würde es ermöglichen, Gefügeeigenschaften maßgeschneidert einzustellen und so beispielsweise die Zerspanbarkeit in nachzubearbeitenden Bereichen gezielt zu verbessern.
Additive Fertigung von Titanlegierungen
Titan und dessen Legierungen liegen je nach Zusammensetzung und Temperatur in verschiedenen Gefügemodifikationen vor. Die Mehrzahl der Legierungen und Reintitan liegen bei Raumtemperatur in der sogenannten α-Phase vor. Diese Phase zeichnet sich durch eine erschwerte plastische Verformbarkeit, reduzierte Duktilität und einen erhöhten Kriechwiederstand aus.
Durch geeignete Legierungselemente kann jedoch auch die Hochtemperaturphase (β-Phase) bis auf Raumtemperatur erhalten werden, wodurch die plastische Verformbarkeit steigt. Die Stabilisierung der β-Phase kann unter anderem durch ausreichend große Abkühlgeschwindigkeiten erreicht werden.
Für die Legierung Ti5553 konnte gezeigt werden, dass das in diesem Projekt eingesetzte LPBF-Verfahren je nach Verfahrensparametern ausreichend hohe Abkühlgeschwindigkeiten ermöglicht, um ein reines β-Gefüge zu erhalten.
Werkzeugverschleiß bei der Fräsbearbeitung
Zur Untersuchung des Einflusses des Gefüges der Legierung auf die Zerspanbarkeit wurden unter Variation der LPBF-Prozessparameter unterschiedliche Werkstoffproben hergestellt. Anschließend wurde das Verschleißverhalten von Hartmetallwerkzeugen bei der Fräsbearbeitung der unterschiedlichen Gefügemodifikationen untersucht.
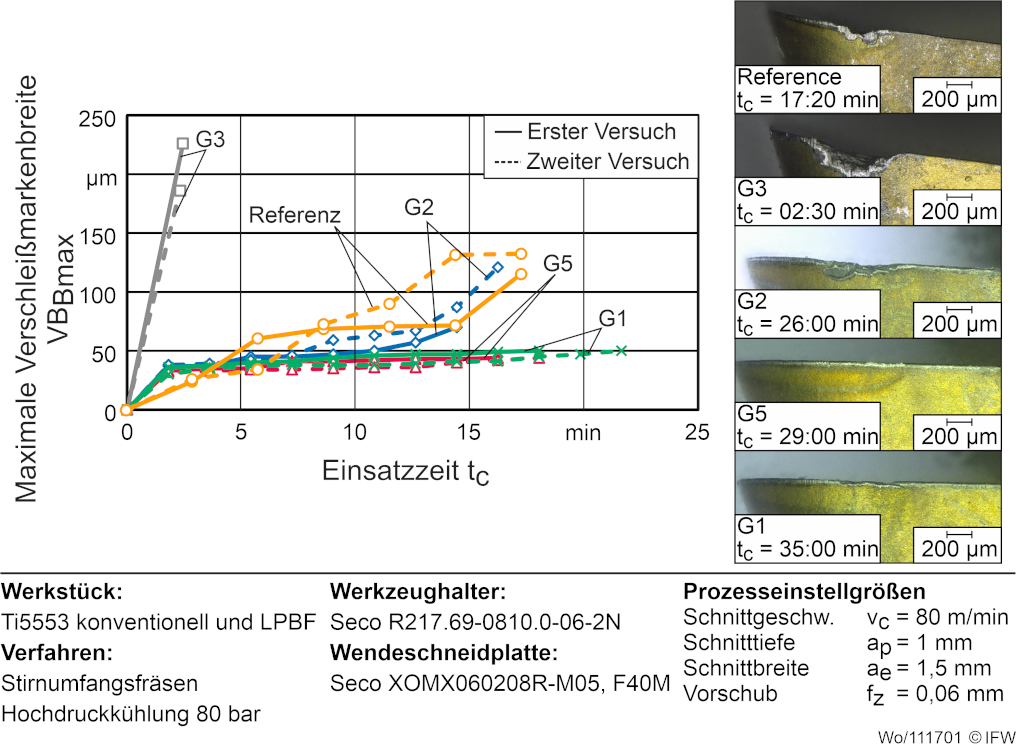
Die Untersuchungen wurden auf einem 4-Achs-Bearbeitungszentrum H5000 der Firma Heller durchgeführt. Die eingesetzte Maschine verfügt über eine Hochdruckinnenkühlung, sodass die Versuche mit einem Kühlschmiermitteldruck von 80 bar durchgeführt werden konnten. Hierdurch können eine effektive Werkzeugkühlung und Spanabfuhr gewährleistet werden. Als Werkzeug wurde ein Wendeplattenfräser R217.69-0810.0-06-2N der Firma Seco Tools mit Wendeschneidplatten vom Typ XOMX060208R-M05 (F40M) eingesetzt.
Um die Ergebnisse in den Kontext konventioneller Titanbauteile zu setzten, wurden alle Versuche mit der Fräsbearbeitung einer konventionell hergestellten Legierung verglichen. Die Ergebnisse der Verschleißversuche zeigen einen deutlichen Einfluss der unterschiedlichen Gefügeeigenschaften auf das Verschleißverhalten der Werkzeuge.
Während der Herstellung der Probe G3 wurden aufgrund eines hohen Energieeintrages keine ausreichend großen Abkühlgeschwindigkeiten erreicht, was zur Bildung der höherfesten α-Phase führt. Als Folge zeigt das Fräswerkzeug bereits nach kurzer Bearbeitungszeit Ausbrüche über einen weiten Bereich der Schneidkante.
Die Werkstoffprobe G2 zeigt bei der Fräsbearbeitung ein ähnliches Verschleißbild wie bei den Referenzuntersuchungen. Auch hier wird die Standzeit des Werkzeugs durch das Auftreten von Ausbrüchen an der Schneidkante begrenzt.
Die Proben G1 und G5 hingegen weisen eine verbesserte Zerspanbarkeit auf. Auch nach einer Einsatzzeit der Werkzeuge von ca. 20 Minuten ist der Verschleiß am Werkzeug mit einer Verschleißmarkenbreite an der Freifläche von weniger als 50 µm noch nicht signifikant. Hierzu muss jedoch ergänzend erwähnt werden, dass das Gefüge der Proben G5 eine relative Dichte von weniger als 99 % erreicht und teilweise große Poren aufweist.
Die industrielle Verwendbarkeit einer solchen Gefügemodifikation ist daher nicht gegeben. Für Bereiche, die aufgrund erhöhter Anforderungen einer Nachbearbeitung bedürfen, können die zugrundeliegenden Parameter des LPBF-Prozesses jedoch trotzdem eingesetzt werden.
In der Industrie haben sich Wärmebehandlungen als leistungssteigernd für additiv gefertigte Bauteile erwiesen. Es hat sich herausgestellt, dass sich die gewünschten Gefüge und deren Eigenschaften für die finale Funktion weiter positiv beeinflussen lassen. Die bisherigen Untersuchungen in der Nachbearbeitung beschränken sich derzeit jedoch auf die Zerspanbarkeit im additiv gefertigten Zustand ohne nachfolgende Wärmebehandlung.
Aus diesem Grund wird in zukünftigen Arbeiten der Zusammenhang unterschiedlicher Wärmebehandlungen auf die Gefügeausbildung und die daraus resultierende Zerspanbarkeit im Fokus stehen.
Gefördert durch die Deutsche Forschungsgemeinschaft (DFG) – Projektnummer 432764611
Autor: M. Sc. Sebastian Worpenberg | Web: www.ifw.uni-hannover.de


