


Mit kundenspezifischen Anlagenlösungen ist SSB-Maschinenbau enger Partner metallverarbeitender Unternehmen in den unterschiedlichen Marktsegmenten. Dazu gehören u. a. neben dem Fahrzeug- und Maschinenbau auch Hersteller von Förderketten bzw.-systemen aller Art.

Holger Klatte, Geschäftsführer von SSB-Maschinenbau: „Jeder Bauteil- bzw. Komponentenhersteller in dieser vielschichtigen Industriebranche hat seine eigenen Herstellungsverfahren, Materialien und Workflows. Bearbeitungsmaschinen gibt es daher oftmals nicht von der Stange. Wir passen deswegen jede SSB-Anlage auf Basis unserer eigenen Maschinenplattformen sowie dazugehöriger SSB-Module an die jeweiligen kundenspezifischen Produktions- und Anforderungsprofile an.“
Holger Klatte erzählt weiter: „Das sind beispielsweise applikations- und bauteilfokussierte Spann- und Zerspansysteme, Rundtakttische mit Einlege- und Entladevorrichtungen, Messeinrichtungen und mehr. Dieses maßgeschneiderte Kombinieren aus unserem ’Modul-Baukasten’ hält selbst für eine komplexe, unikate Anlagenkonzeption die Kosten niedrig.“
Ein Beispiel ist eine SSB-Anlagenkonfiguration für einen Hersteller von Fördersystemen, der seine Produktion von Gabellaschen noch produktiver und wirtschaftlicher gestalten wollte. Dazu benötigte er ein flexibles Bearbeitungszentrum mit Be- und Entladerobotik, das Kettenglieder auch bei einer hohen Variantenvielfalt mit geringstmöglichem Umrüstaufwand vollautomatisch hochpräzise bearbeitet. Das heißt: Ausfräsen der Gabel, Entgraten des Gabelendes und Ausspindeln der Laschenbohrungen mit extremer Toleranzvorgabe.


Vollautomatischer Prozess – Mannlos zum fertigen Bauteil
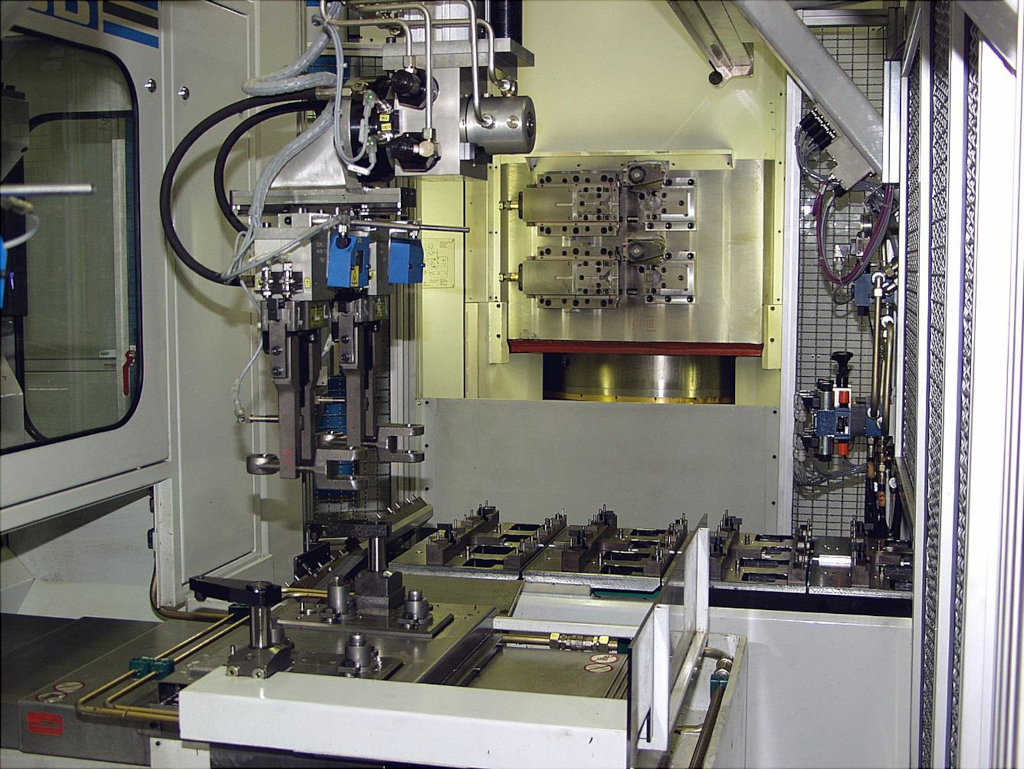
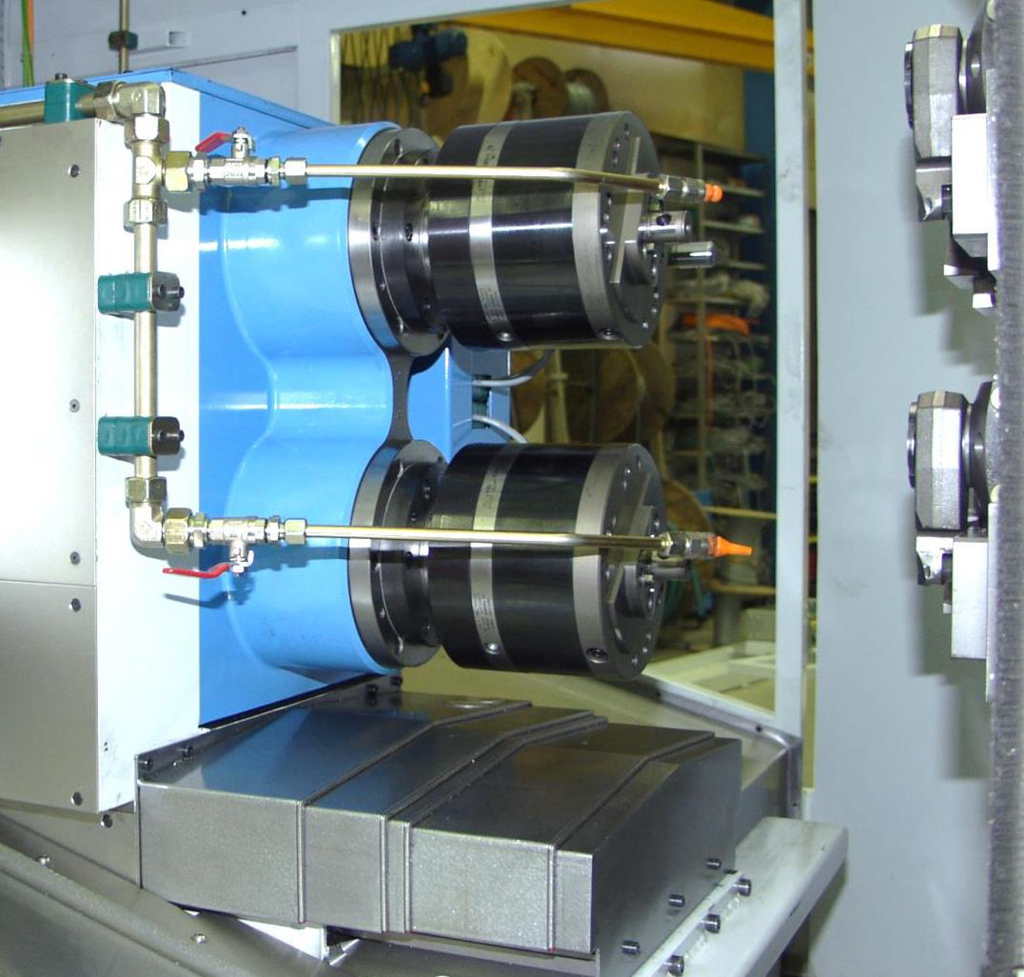
SSB-Maschinenbau konfigurierte einen Rundtakter mit drei Doppelspindeln sowie automatischem Be- und Entlade-Handlingsystem. Die Spanneinheiten wurden exakt an die Komponenten in enger Zusammenarbeit mit dem Kunden angepasst und erlauben das problemlose Fixieren unterschiedlicher Kettenglieder-Varianten.
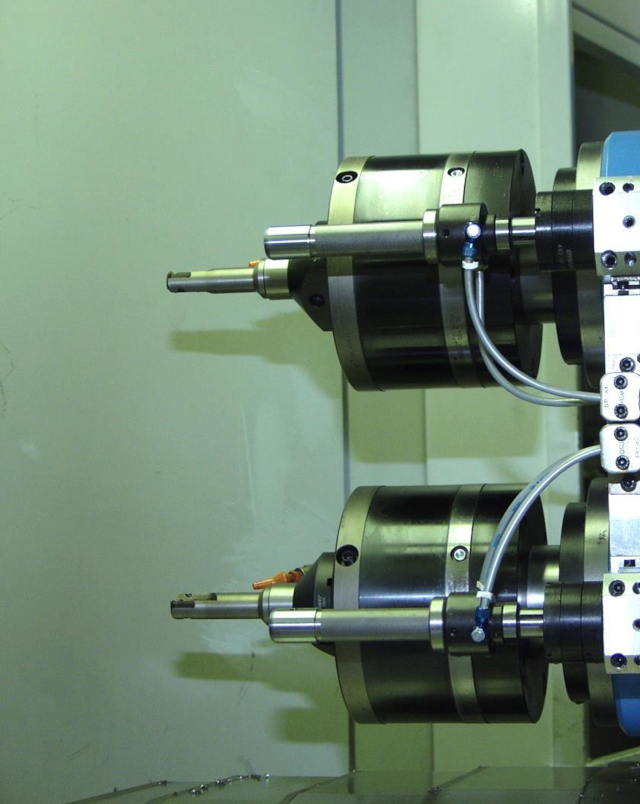
Sehr kurze Prozesszeiten gelingen durch die Aufteilung des Komplettprozesses in vier Zerspanapplikationen: Gabelfräsen 1, Gabelfräsen 2, Bohren und Ausspindeln. Da immer zwei Gabellaschen je Station bearbeitet werden, wird im Takt sehr hohe Produktivität erreicht. So kommen beispielsweise zwei Planschieber zum Ausspindeln der Laschenbohrungen mit einer Toleranz von ± 0,02 mm zum Einsatz.
Eine pneumatische Messeinrichtung sorgt für die automatische Kompensation von Schmiedetoleranzen, so dass der Gabelkopf nach der Bearbeitung wiederholgenau symmetrisch ist. Düsenmessdorne an jeder Spindel ermitteln den tatsächlichen Durchmesser der Bohrung und korrigieren unmittelbar. Beim Ausspindeln erfolgt außerdem eine automatische Korrektur des Schneidenverschleißes.
Um die maximale Produktionsleistung zu erreichen, programmierten SSB-Spezialisten Taktbeginn und -ende sowie die Drehzahlen für jede Arbeitsstation individuell. Alle 30 Sekunden können durch das Entladesystem zwei Kettenglieder entnommen werden.
Holger Klatte: „Unsere kundenspezifischen Rundtakter spielen in der Serienfertigung ihre unschlagbaren Vorteile aus: Ohne die Komponenten auszuspannen, können unterschiedliche Bearbeitungsschritte vollautomatisch im Takt ausgeführt werden. Das garantiert ein Höchstmaß an Produktivität, Präzision und Wiederholgenauigkeit. Die hohe Systemintegration und die kompakten Maße sind weitere Pluspunkte. Unterm Strich steht beim Kunden die erwünschte Produktivitätssteigerung.“
Kontakt:


