


Wer braucht so viele Löcher?
Auch wenn die Pandemie Flugreisen vorerst reduziert hat, steht die Flugzeugbranche unter erheblichem Druck, den Treibstoffverbrauch weiter zu reduzieren. Eine Chance dafür bietet das Prinzip des »Hybrid Laminar Flow Control«: Die Luft strömt mit weniger Widerstand um einen Flugzeugflügel, wenn dessen Oberfläche viele kleine Bohrungen aufweist. Bis zu 10 Prozent Treibstoffeinsparungen sind so möglich.

Ähnlich sieht es bei Flugzeugturbinen aus, dort helfen kleine Bohrungen, den Triebwerkslärm zu dämpfen. Ein drittes Beispiel ist Filtertechnik. Dort können Metallfolien mit Bohrungen im Mikrometerbereich Mikroplastik effizient aus dem Abwasser filtern. Diese drei Beispiele zeigen schon recht gut, dass in ganz verschiedenen Bereichen viele Löcher zu bohren sind. Turbinenbau, Papierherstellung oder Kunststoffrecycling sind Bereiche mit großem Potential.
Wie kann man mit dem Laser bohren?
Der Laser ist inzwischen mehrere Jahrzehnte im industriellen Einsatz, entsprechend vielfältig sind die Anwendungen. Neben dem Markieren, Schweißen und Schneiden ist auch das Bohren ein gängiges Verfahren. Wissenschaftlich betrachtet ist es ein nicht-spanendes thermisches Trennverfahren. Abbildung 1 zeigt vier verschiedene Wege, um mit dem Laser Löcher zu bohren. Bei der Auswahl spielt die Abwägung zwischen hoher Geschwindigkeit und hoher Präzision eine entscheidende Rolle.
Am schnellsten ist es natürlich, wenn man die Löcher mit Einzelpulsen durch das Material »schießen« kann. Das Wendelbohren dauert am längsten, erfordert meist sogar eine spezielle Optik, bietet dafür aber auch eine hohe Präzision. Beim Perkussionsbohren werden mehre Pulse an denselben Punkt gesetzt, um ein Loch durch das Material zu lasern. Von Trepanieren spricht man, wenn nach der Durchgangsbohrung das Loch durch Abfahren der Bohrungskontur ausgeschnitten wird.
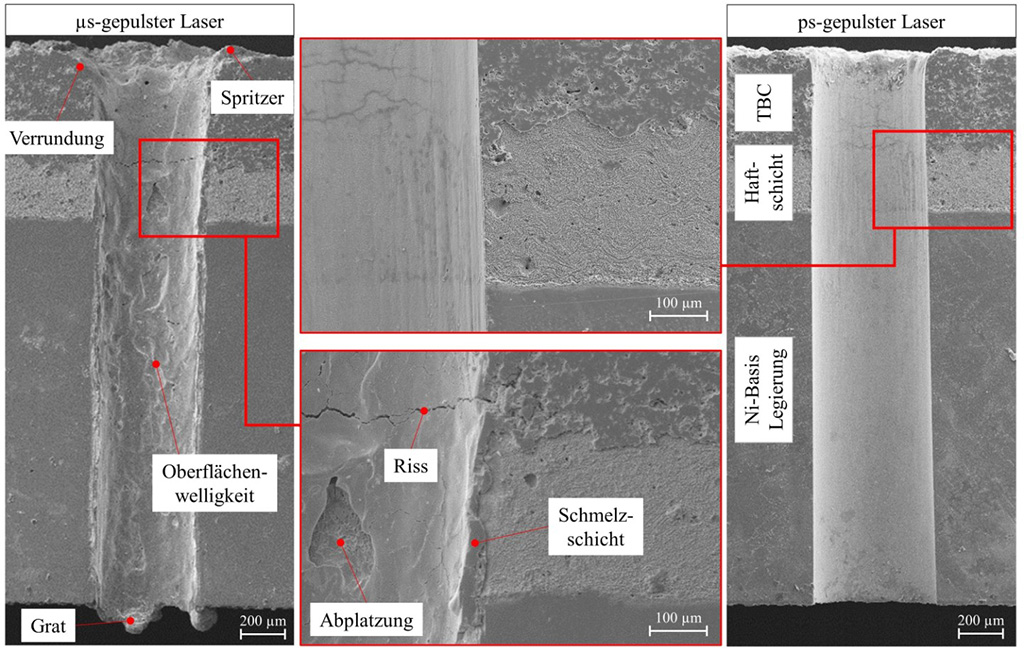
Die Präzision der Bohrung und die Glattheit der Bohrlochwände hängen natürlich auch vom Material und der Art der Laserstrahlung ab. Kupfer zum Beispiel absorbiert grüne und blaue Strahlung viel besser als das gängige Infrarot.
Pulsdauer und Pulsenergie beeinflussen das Ergebnis auch, da sind die Ultrakurzpuls-(UKP)-Laser etwas ganz Besonderes: Sie bringen die Laserenergie in extrem kurzer Zeit ein, das Material wird fast instantan in ein Plasma umgewandelt. Dadurch können die UKP-Laser praktisch jedes Material bearbeiten, sie bieten eine exzellente Oberflächenqualität, brauchen bei der Bearbeitung aber auch die längste Zeit.
Am Fraunhofer ILT werden alle diese Verfahren seit Jahren untersucht und optimiert. Herausgekommen sind hochproduktive Bohrverfahren, bei denen einige Zehn bis Hundert Bohrungen in der Sekunde hergestellt werden können. Die große Herausforderung war hier, auch bei einer hohen Produktivität (Bohrrate) geringe Toleranzen der Bohrungsdurchmesser und eine hohe Oberflächengüte beizubehalten. Hier kommen die Prozesse des bekannten »on-the-fly« (OTF)-Bohrens mit Einzelpulsen und das am Fraunhofer ILT entwickelte OTF-Perkussionsbohren zum Einsatz.
Beispiel 1: Einzelpuls-Mikrobohren mit dem Laser
Das produktivste Bohrverfahren der obigen Aufzählung ist das Bohren mit Einzelpulsen. Dabei ist immer zu beachten, dass die Geschwindigkeit des Verfahrens und die Bohrlochqualität ausbalanciert werden müssen. Bewegt sich die Optik zu schnell über die Oberfläche, dann wird das Loch länglich. Die Qualität des Bohrlochs kann nach verschiedenen Parametern bewertet werden:
- Rundheit, also wie weit das Bohrloch von einer idealen Kreisform abweicht. Sie wird durch den Laser und die Verfahrgeschwindigkeit beeinflusst
- Konizität ist das Maß, mit dem sich der Durchmesser der Bohrung mit der Tiefe verändert
- Oberflächenqualität in der Bohrung, sie wird durch die Intensität der Laserstrahlung beeinflusst
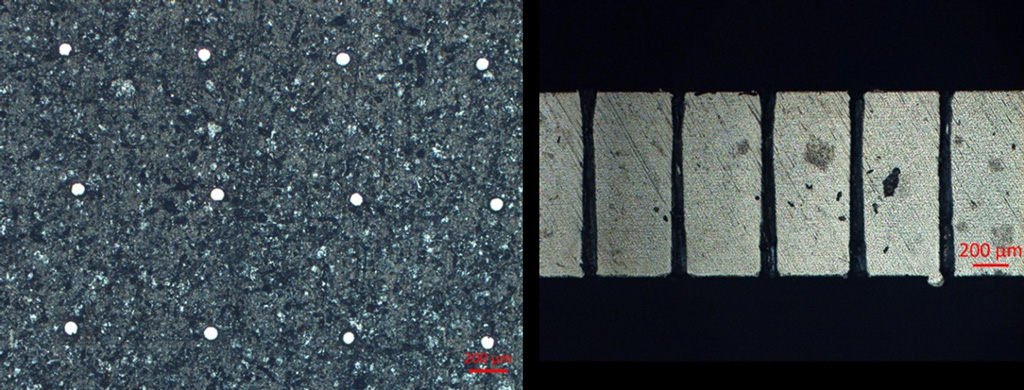
Am Fraunhofer ILT wurde das Verfahren so optimiert, dass sich 200 Löcher pro Sekunde in 1 mm starkes Titanblech bohren ließen. Dazu wurde ein Single Mode Laser verwendet, mit dem ein Fokusdurchmesser von nur 12 µm erreicht werden kann, um Bohrungen mit nur knapp 80 µm Durchmesser zu erzeugen.
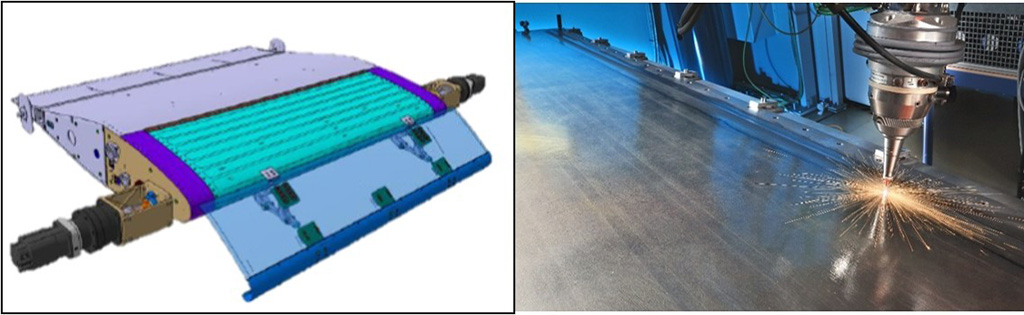
Es wurde »on-the-fly« gebohrt, also mit einem konstanten Vorschub der Optik gegenüber dem Werkstück. Mit den optimierten Prozessparametern wurde ein 2 m langer 3D-geformter Demonstrator eines Flugzeugflügels auf einer 6-Achs-Anlage erfolgreich bearbeitet. Bei einer Geschwindigkeit von 200 Löchern pro Sekunde wurden etwa 2 Millionen Löcher pro Quadratmeter auf einer Fläche von etwa 2 m² in unter drei Stunden gebohrt. Der Durchmesser der Löcher war 80 µm.
Wichtig war dabei auch die präzise Steuerung des Abstands zwischen Optik und Werkstück. Dafür wurde ein OCT (Optische Kohärenztomographie) eingesetzt, da es weder durch Plasma noch durch Spritzer beeinflusst wird und eine Messgenauigkeit von nur wenigen Mikrometern erreicht.
Beispiel 2: »On the fly« Perkussionsbohren
Nicht alle Löcher lassen sich mit einem Laserpuls bohren. Höhere Aspektverhältnisse, höhere Anforderungen an die Bohrlochqualität oder eine Neigung des Loches können mit dem Perkussionsbohren erreicht werden. Größere Bohrungsdurchmesser sind ein weiterer Anwendungsfall für das OTF-Perkussionsbohren. Dabei werden mehrere Laserpulse in dasselbe Loch geschossen. Es ist offensichtlich, dass dabei die Vorschubgeschwindigkeit noch eine größere Rolle spielt: Die Bohrung muss fertig sein, bevor sich die Optik weiterbewegt hat, sonst wird das Loch schief, oder der Laser kann das Material gar nicht durchdringen.
Die Dauer einer Bohrung hängt dabei von der Zahl der nötigen Laserpulse und der Repetitionsrate des Lasers ab. Der Bohrprozess selbst ist komplexer als bei einem Einzelpuls. Bis zum Durchstich müssen die einzelnen Laserpulse stark genug sein, um das Material weiter aus dem Loch zu treiben. Abhängig von den Prozessparametern kann nämlich die Schmelze im Loch verbleiben und erstarren und den Laser abschatten oder gar das Loch verschließen.
Am Fraunhofer ILT wurden dazu umfangreiche Untersuchungen durchgeführt und erfolgreich ein OTF-Prozess für einen Perkussionsbohrprozess entwickelt. Durch den Einsatz einer neuen Faserlaserstrahlquelle mit bis zu 20 kW Pulsspitzenleistung und 2000 Hz Repetitionsrate konnten so bis zu 30 Bohrungen pro Sekunde in 2 mm dickem Aluminium erzeugt werden.
Dabei wurden Bohrungsdurchmesser von 500 µm mit einer hohen Präzision erzeugt. Die Standardabweichung war im Eintritt bei unter 5 Prozent, im Austritt sogar bei unter 2,5 Prozent. Die hohen Pulsspitzenleistungen und Repetitionsraten der neuen Laserstrahlquellen haben dabei das Erreichen der Präzision der Bohrungen und der Produktivität ermöglicht.
Und wenn das nicht reicht?
Die Laser- und Prozesstechnik entwickelt sich ständig weiter, und so sind in den nächsten Jahren auch weitere Fortschritte beim Laserbohren zu erwarten. Bei den Strahlquellen sind Ultrakurzpuls (UKP)-Laser mit höheren Leistungen im Kommen. Sie haben zwei große Vorteile: Einerseits sind die Bohrlöcher nach UKP-Bearbeitung präziser, defektfreier, oder schlicht glatter. Andererseits können UKP-Laser praktisch alle Materialien bearbeiten. Dem steht bislang nur eine deutlich geringere Arbeitsgeschwindigkeit gegenüber.
Im Cluster of Excellence Advanced Photon Sources CAPS entwickeln Expertinnen und Experten mehrerer Fraunhofer-Institute derzeit Strahlquellen bis weit über 10 kW Leistung sowie die nötige Prozesstechnik. Sie sollten auch das gegenwärtige Problem der geringen Produktivität von UKP-Lasern lösen.
Solche starken Laserstrahlquellen ermöglichen auch den Einsatz von Multistrahl-Optiken. Sie erlauben unter anderem das parallele Bohren von Hunderten oder Tausenden Löchern. Im Projekt SimConDrill wurden auf diese Weise schon Filterbleche für Abwasserfilter mit Millionen 10 µm-Löchern gebohrt. Mit so kleinen Bohrungen können die Filter in öffentlichen Abwasseranlagen eingesetzt werden, um Mikroplastik bis in den Bereich unter 10µm abzufangen.
Die Multistrahloptiken lassen sich verschieden konfigurieren: Über diffraktive optische Elemente können große Zahlen paralleler identischer Teilstrahlen erreicht werden. Über spezielle Flüssigkristallmodulatoren kann die Verteilung der Teilstrahlen fast beliebig definiert werden. Mit akusto-optischen Modulatoren können wiederum auch Einzelstrahlen an- und ausgeschaltet werden.
Insgesamt zeigt die Technik des Laserbohrens eine hohe Dynamik. Neue Verfahren werden entwickelt, immer stärkere Laser eröffnen immer neue Möglichkeiten Bezüglich der erreichbaren Bohrungsgeometrien und Produktivität. Insbesondere die großen Fortschritte in der Weiterentwicklung von UKP-Strahlquellen werden in den nächsten Jahren noch viele neue und spannende Anwendungen beim Laserbohren ermöglichen. Am Fraunhofer ILT wird das Know-How von Grundlagenuntersuchungen bis zum industriellen Einsatz und der Anlagenentwicklung erarbeitet.
Auf der diesjährigen LASER WORLD of PHOTONICS in München vom 26. – 29. April 2022 stellen Experten des Fraunhofer ILT das Spektrum vor, welches die UKP-Technologie im Bereich Laserbohren bietet: Fraunhofer-Gemeinschaftsstand Halle A6.441.
Kontakt:


