


Es ist immer wieder erstaunlich, was unterschiedliche Partner erreichen, wenn alle konsequent auf ein Ziel hinarbeiten: So entstehen im BMBF-Forschungsprojekt ProLMD in Teamarbeit neue Hybrid-Prozesse, die konventionelle Fertigungsverfahren mit Laserauftragschweißen (auch bekannt als Laser Material Deposition, LMD) zu einem neuen Fertigungsansatz vereinen.
Den Beginn markiert 2016 eine Forschungsidee. „Es geht um die Entwicklung wirtschaftlicher und robuster Systemtechnik für das LMD-Verfahren, basierend auf einem Knickarm-Roboter, sowie ihre Integration in eine Prozesskette für hybride Fertigung“, blickt Jan Bremer, Wissenschaftler am Fraunhofer-Institut für Lasertechnik ILT aus Aachen, zurück. „Dabei bewegen wir uns entlang der Prozesskette für die roboterbasierte hybrid-additive Fertigung und erforschen verschiedene, dafür notwendige Technologien. Das Spektrum der Inhalte deckt dabei alles ab – von Bearbeitungsköpfen, Roboter- und Schutzgassystemen über die Schweißprozesse bis zur Qualitätssicherung und Software.“

Was hybrid konkret in der Praxis heißt, zeigen drei Anwendungen der Projektpartner MTU Aero Engines (Aufbau von Funktionselementen an einer Triebwerkskomponente), Airbus (Bauteilverstärkung durch 3D-Verrippung) und Mercedes-Benz (Anpassung eines Presswerkzeuges in der Karosseriefertigung). Im Mittelpunkt steht die lokale Verstärkung oder Veränderung von konventionell gefertigten Bauteilen. Im Projekt liegt der Fokus auf der Fertigung, die entwickelten Technologien erlauben jedoch zudem auch Reparaturanwendungen.
„Diese Beispiele zeigen, was wir unter hybrider Fertigung verstehen“, sagt Wissenschaftler Bremer. „Es ist die flexible Verbindung der Vorteile aus verschiedenen Fertigungsverfahren, da es beliebige konventionelle Herstellverfahren mit LMD zu einer durchgängigen Prozesskette vereint.“ Die Flexibilität zeigt sich auch im Projekt bei den Industriepartnern, die ihre Demonstratoren vor der LMD-Funktionalisierung durch Rollformen (Airbus), Gießen (Mercedes-Benz) oder Schmieden (MTU) herstellen.
Für den Wissenschaftler ist es außerdem ein schönes Beispiel, wie sich komplexe Variantenvielfalt in der Herstellung vereinfachen lässt. „Man fängt zum Beispiel mit dem Stanzen und Besäumen eines Basisteils immer auf die gleiche Art und Weise an“, erklärt Bremer. „Die Varianten werden dann später mit Hilfe von LMD hergestellt. Der Anwender kann also weiterhin seine Stanzanlage nutzen, um dann aber z. B. Verstärkungen additiv aufzutragen. Durch das LMD-Verfahren und die in ProLMD entwickelten Technologien können wir dabei extrem flexibel und automatisiert agieren. Das entspricht unserer Leitidee: Additive Manufacturing – aber nur dort in der Prozesskette, wo es Mehrwert bedeutet.“
Mit diesem Ziel im Visier arbeiten die Aachener zusammen mit insgesamt sieben Industriepartnern an einer hocheffizienten, modularen LMD-Zelle, die sich mit geringem Aufwand in eine bestehende Prozesskette integrieren lässt.
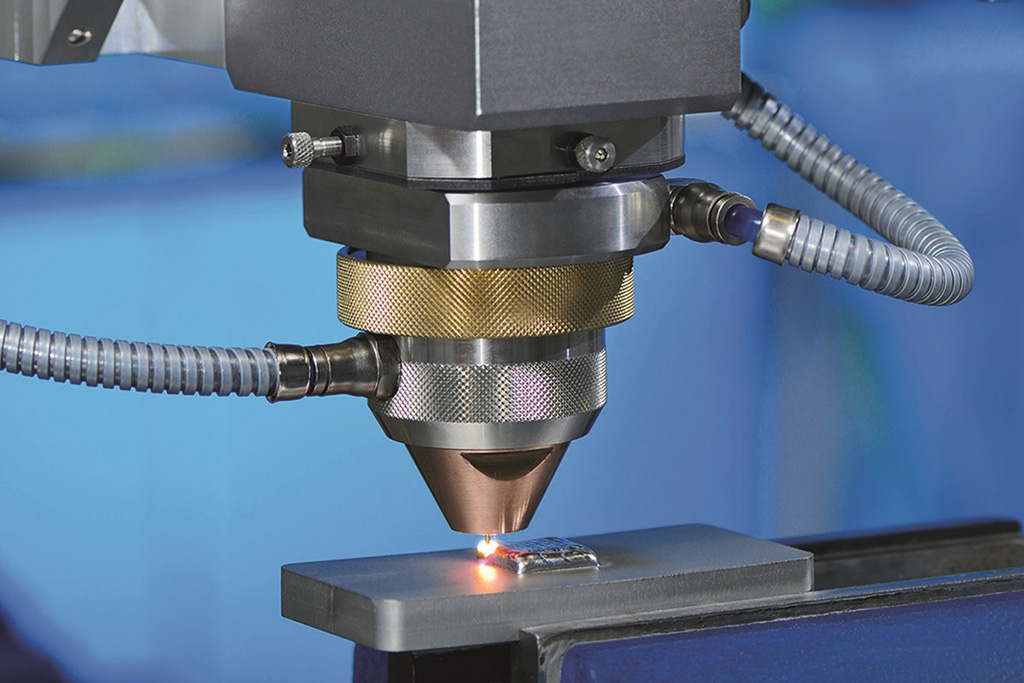
Für maximale Anwendungsflexibilität werden Prozesse mit Draht und auch Pulver als Zusatzwerkstoff entwickelt. Am Fraunhofer ILT entstand u. a. eine Bearbeitungsoptik zur Erzeugung eines Ringstrahls für das koaxiale Laserauftragschweißen, die im ProLMD-Verbundprojekt weiterentwickelt und genutzt wird. Diese Optik erzeugt einen Ring mit gleichmäßiger Intensitätsverteilung und bietet damit Richtungsunabhängigkeit beim Schweißen. Im Rahmen des Projektes werden dabei Prozesse mit Auftragsraten im Bereich von 1 bis 2 kg/h bei hoher geometrischer Auflösung entwickelt.
Doch warum kommt ein mehrachsiger KUKA Roboter zum Einsatz? „Für ihn spricht der sehr große Bauraum, seine Flexibilität und die einfache Zugänglichkeit“, erläutert Bremer. „Wir können in der Versuchsanlage mithilfe von bis zu acht Achsen ein fast beliebig komplexes Bauteil von allen Seiten bearbeiten. Die Anlagentechnik lässt sich dabei mit Robotern erstaunlich preiswert realisieren.“ Fokus des Projektes ist die Bearbeitung von komplexen Großbauteilen. „Bauteile bis zu 1,2 Tonnen Gewicht und einem Durchmesser von zwei Metern können wir auf der Roboteranlage bearbeiten“, berichtet der Wissenschaftler.

Die Aufgabenteilung der weiteren Projektpartner ist klar definiert: Der Geschäftsbereich Lasertec des KUKA-Standorts in Würselen übernimmt die Projektleitung und Zellintegration des Roboters, während sich die Laserline GmbH aus Mülheim-Kärlich um die Auslegung und Entwicklung von Strahlquelle und Optik kümmert. Die M. Braun Inertgas-Systeme GmbH, Garching (bei München), ist für den Bau einer Schutzgaszelle zuständig, während die Dortmunder BCT Steuerungs- und DV-Systeme GmbH Software und anlagenintegrierte Messtechnik entwickelt.
Flexibel wird die Plug-in-Lösung, weil sie nach dem Blackbox-Prinzip funktioniert. „Uns interessiert nicht, was vorher oder nachher mit dem Bauteil passiert“, betont Bremer. „Wir arbeiten nicht ein statisches CAD-Modell ab, sondern nutzen dank robuster Systemtechnik und Software in adaptiven Prozessen auch die reale Geometrie. Durch intelligente Algorithmen kann sich die Zelle auch extremen Bauteilabweichungen anpassen und diese kompensieren.“
Die Betonung liegt dabei bei Hard- und Software auf robust – vom Laserkopf, Roboter bis hin zum flexiblen Schutzgaskonzept und geeigneter angepasster Bahnplanungsalgorithmen. Ein Hinweis, dass das Fraunhofer ILT nicht nur den Schweißprozess weiterentwickelt, sondern auch weitere wichtige Aspekte wie den Einfluss der Robotergenauigkeit auf die Prozesssicherheit und Bauteilqualität erforscht.
Während Projektleiter KUKA in Würselen den Roboter in einer flexiblen Schutzgaszelle oxidationsempfindliche Werkstoffe wie Titan prozesssicher schweißen lässt, arbeiten die Aachener mit einer weiteren Roboteranlage ohne Schutzgaszelle bei den nickel- und eisenbasierten Werkstoffen mit lokal aus der Düse ausströmendem Schutzgas. Wenn die Auftragsrate höher ausfällt, verwenden sie nach Bedarf zusätzlich eine wenige Zentimeter große Schutzgasglocke. „Auf diese Weise kommen alle drei Lösungen mit deutlich weniger teurem Schutzgas aus“, so Bremer. „Das senkt die Betriebskosten erheblich.“
Innovative Prozesse sind dabei nicht nur Forschungsgegenstand, sondern auch Alltag am Fraunhofer ILT. „Bei den ersten Versionen der lokalen Schutzgasglocke hatten wir bei höheren Auftragsraten thermische Probleme“, berichtet der Forscher. „Da unsere Forscherkollegen im pulverbettbasierten selektiven Laserschmelzen (Laser Powder Bed Fusion, LPBF) aber bereits seit einigen Jahren an der Verarbeitung von Kupfer arbeiten, konnten wir mit ihrer Unterstützung auf einer Forschungsanlage das Bauteil mit innenliegenden Kühlstrukturen additiv aus Kupfer fertigen und das Problem so lösen.“ Für ihn ist es ein Beispiel dafür, was sich ergeben kann, wenn ein Institut fachübergreifend Lösungen entwickelt.
Mehr über die Erfolge von proaktiver Teamarbeit zeigt sich beim Blick in die Entwicklungshallen am Fraunhofer ILT. In Aachen stehen eine große und eine kompaktere Roboterzelle für die additive Fertigung. Auf diese neueste Entwicklung sind die Projektteilnehmer besonders stolz: Mit zusätzlicher finanzieller Unterstützung durch das BMBF entsteht eine preiswertere Variante der ProLMD-Roboteranlage für kleine und mittlere Unternehmen (KMU).
„Wir haben die Lösung von einem 3,1 m langen Roboterarm mit 90 kg Traglast auf etwa 2 m und 60 kg Traglast herunter skaliert“, berichtet der Wissenschaftler. „Am großen Roboter zeigen wir ein flexibles Wechselsystem mit Draht- und pulverbasierten Bearbeitungsköpfen, in der kleinen Zelle geht es um pulverbasiertes LMD, maschinenintegrierte Geometrievermessung und das neue CAM-Modul.“
Mit der neuen Zelle beweisen die Aachener in Zusammenarbeit mit den Projektpartnern, dass sich auch eine kompakte Zelle für KMU realisieren lässt, die nochmals deutlich weniger als ein typisches Bearbeitungszentrum kostet.
Kontakt:


