


Begonnen hatte alles zunächst mit der Investition in eine Senkerodiermaschine GANTRY Eagle 500. In relativ kurzer Zeit folgte beim Unternehmen Krüger Erodiertechnik aber schon der Ausbau mit einem MultiChange-Roboter und einer zweiten Senkerodiermaschine, einer GANTRY Eagle 800. Im Zuge dieser Erweiterung wurden in Biedenkopf die Magazinkapazitäten mehr als verdoppelt, es entstand ein MoldCenter mit zwei Senkerodiermaschinen. Geschäftsführer Friedhelm Krüger ging es bei diesen Investitionen aber weniger darum, weitere Maschinen zu platzieren sondern vielmehr sollten – ohne zusätzliches Personal – weitere Kapazitäten in der gesamten Fertigung geschaffen werden.


Die Lösung fand er bei OPS-INGERSOLL. Seit Ende 2017 verfügt man für die Durchgängigkeit der Prozesse über einen Workflow mit Chipidentifikation und der entsprechenden Software OIPM (OPS-INGERSOLL Part Managementsystem). Nun sind derartige Automationslösungen und Industrie 4.0 heute kaum noch zu trennen. Allerdings definiert den Begriff Industrie 4.0 nach wie vor jeder für sich. Entscheidend ist für Matthias Schmidt, Vertriebsleiter bei OPS-INGERSOLL, dabei aber die Transparenz und Effizienz: „Bei solchen Projekten ist eine Software wichtig, die aus vorhandenen Informationen einen sicheren Ablauf und lauffähige Programme generiert, die wirtschaftlich sind.“

Schmidt: „Das beginnt bereits im CAD-System, man verwendet diese Daten für den gesamten Prozess, damit man schnell ein fertiges Ergebnis vorlegen kann. OIPM ist hier eine praxisorientierte Lösung, die kostengünstig und effizient eingesetzt werden kann, denn man verfügt ja über die Daten, Namen, und die Zuordnung der Chips. Als parallele Strecke dazu bieten wir außerdem ein System an, mit dem alle relevanten Daten für die Bearbeitung aus dem CAD- bzw. Programmier-System übernommen werden können. Interessant dabei ist, dass bei der Krüger Erodiertechnik auch die technologierelevanten Daten aus dem CAD-System abgegriffen werden.“
Das heißt, man übernimmt aus dem Programmiersystem die Positionierdaten, Erodiertiefen, die Oberflächenklassen, Untermaße, die Grafitqualität und könnte selbst die Anzahl der Elektroden vorgeben. All diese Daten lassen sich über einen Importfilter in das Programmier-System MultiProg übernehmen und man erhält so alle relevanten Informationen, um in Richtung automatisiertes Programmieren zu gehen.
Mit der Integration in bestehende Systeme
OIPM, so Matthias Schmidt, ist nicht als ein vollwertiges Job Management System zu sehen. Vielmehr ist es eine Software, die man als Einstieg in die digitale Vernetzung definiert und damit hinsichtlich Preis-Leistung vor allem für klein- und mittelständische Unternehmen äußerst attraktiv ist. Für OIPM werden keine Lizenzgebühren fällig, das System ist zudem nach oben kompatibel, OIPM stellt den Workflow sicher.
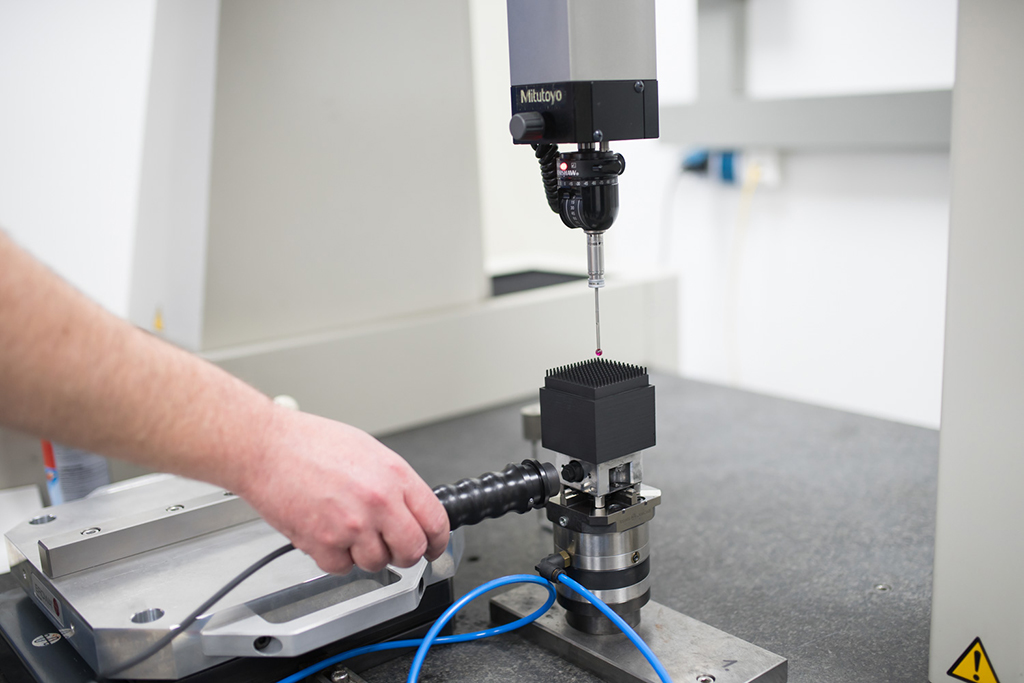
Die Joblisten werden in der Maschinensteuerung erzeugt. Details, die Friedhelm Krüger zwar sehr entgegenkommen aber neben der zusätzlichen Kapazitäten war für ihn bei der Investition vor allem die Fehlervermeidung ein zentrales Thema: „Die manuelle Eingabe von Versatzdaten hatte bei uns in der Vergangenheit immer wieder zu Problemen geführt. Da wurde zum Beispiel eine Kommastelle vertauscht oder ein Vorzeichen vergessen. Kleinigkeiten mit großer Wirkung, denn damit war die Elektrode entweder im Minus oder Plus. Diese Fehlerquelle haben wir eliminiert und auch unsere vorhandene Messmaschine in diesen Workflow eingebunden. So lassen sich jetzt direkt aus dem CAD-System die Messpunkte definieren und der Datensatz der Elektroden vermessen. Der Messprozess wird aus OIPM angestoßen und Versatzdaten automatisch in die Datenbank übernommen. Durch dieses Mehr an Sicherheit konnten unsere Durchlaufzeiten um 30 Prozent reduzieren.“

Nun sind die Motivationen in solch eine Lösung zu investieren, natürlich von Branche zu Branche unterschiedlich. Während der klassische Werkzeug- und Formenbau mit genügend Vorlauf seine Prioritäten, beispielsweise beim MoldCenter, in einer Auslastung von 6.000 bis 7.000 Stunden im Jahr sieht, geht es Krüger Erodiertechnik darum, Aufträge kurzfristig und schnell abzuarbeiten sowie den Workflow entsprechend zu organisieren, um auch die Nacht und das Wochenende nutzen zu können.
Deshalb, und da sind sich Matthias Schmidt und Friedhelm Krüger einig, ist es immer wichtig, wie bestehende Systeme in solch eine Prozesskette integriert werden können, damit es zu einer praxisorientierten Lösung wird. Ein Beispiel dafür ist die Senkerodiermaschine GANTRY Eagle 1200, die bereits vor Einführung der Automatisierung inklusive der Chipidentifikation als Stand Alone-Maschine vorhanden war. Die Maschine wurde mit der Chipidentifikation problemlos nachgerüstet und in den Verbund übernommen. Deshalb überlegt man Krüger Erodiertechnik derzeit auch schon, die High Speed-Fräsmaschine EAGLE V9 der Prozesskette anzuschließen.
Kontakt:


