


Die Herstellung rotationssymmetrischer Stahlteile mit hoher Präzision ist das Spezialgebiet der Albert-Frankenthal GmbH. Als Tochterunternehmen des Druckmaschinenkonzerns Koenig & Bauer fertigt das Unternehmen in Frankenthal, nahe Mannheim, vor allem Walzen für verschiedenste Anwendungen in der Druckindustrie. Gefragt sind die Produkte aber auch bei anderen Maschinenbauern, die beispielsweise Schwerlasthubtische oder Anlagen zum Schneiden von Schaumstoffen herstellen. Mit mehr als 150 Jahren Produktionserfahrung und dem Wissen um die speziellen Anforderungen in der Druckindustrie entwickelt Albert-Frankenthal zusammen mit ihren Kunden Lösungen, die einerseits deren hohe Ansprüche erfüllen, sich andererseits aber kostengünstig fertigen lassen.
Höhere Wirtschaftlichkeit stellte auch die wichtigste Anforderung dar, als sich Geschäftsführer Hans-Peter Kohlmann und Fertigungsleiter Markus Spiegel Anfang 2015 entschlossen, eine rund 20 Jahre alte Mittenantriebsdrehmaschine durch eine neue Anlage zu ersetzen. Die neue Maschine, das war klar, musste mit automatisiertem Werkstückwechsel die Nebenzeiten reduzieren und außerdem die Bearbeitungszeiten verkürzen. Zudem sollte die maximale Werkstücklänge von 2000 auf 3000 mm erhöht werden. Auch die beidseitige Fräs- und Bohrbearbeitung zählte zu den Anforderungen, die Kohlmann und Spiegel ins Lastenheft schrieben.
Realisiert wurde die Modernisierung am Ende aber nicht durch eine Neuanlage, sondern mit einer Retrofit-Maschine, die Ende 2016 in Betrieb genommen wurde. Ohne Abstriche bei der gewünschten Leistung hinnehmen zu müssen, konnte Albert-Frankenthal bei dieser Investition 40 Prozent gegenüber einem neuen Bearbeitungszentrum mit vergleichbarer Leistung einsparen.
Denn exakt in der Phase der Investitionsvorbereitung Anfang 2015 fragte der Vertrieb der Werkzeugmaschinenbau Sinsheim GmbH bei Albert-Frankenthal nach, ob Interesse an einer Mittenantriebsdrehmaschine als Retrofit-Anlage bestehe. Dieses glückliche Zusammentreffen, „war fast wie ein Sechser im Lotto“, berichtet Markus Spiegel. Die beiden Unternehmen standen schon lange in Kontakt, weil WMS in Frankenthal immer wieder Wartungs- und Reparaturarbeiten an Werkzeugmaschinen durchführte.
Einsparungen bei der Investition summieren sich auf 40 Prozent
Für die Albert-Frankenthal GmbH bestand der Reiz dieses Angebots nicht nur in der Kosteneinsparung gegenüber einer Neuanlage. Hinzu kam die Möglichkeit, auf die Generalüberholung Einfluss zu nehmen und eine maßgeschneiderte technische Aufrüstung zu veranlassen. Denn vor einer Aufarbeitung zerlegt WMS die Anlagen komplett, um festzustellen, welche Teile erneuert oder aufgearbeitet werden müssen. Beim anschließenden Wiederaufbau ist es für die Konstrukteure und Entwickler des Serviceunternehmens möglich, entsprechend den Kundenwünschen neue Module oder Eigenschaften zu integrieren.

Im konkreten Fall handelte es sich um eine Mittenantriebsdrehmaschine vom Typ CM 704, die bei einem Zulieferer der Nutzfahrzeugindustrie im Einsatz war. Claus Weiske, Geschäftsführer von WMS, berichtet, wie er auf diese Maschine aufmerksam wurde: „Der Zulieferer hatte zwei dieser Anlagen in Betrieb. Im Rahmen einer Produktionsverlagerung ließ er eine Maschine von uns überholen und in sein neues Werk liefern, die zweite wurde dabei frei und stand zum Verkauf.“
Maßgeschneiderte Aufrüstung wird zusammen mit dem Kunden geplant
Mit Albert-Frankenthal kam Claus Weiske schnell zu einer Einigung und kaufte die Anlage, um sie ab Herbst 2015 in Sinsheim zu überholen und in Abstimmung mit Albert-Frankenthal aufzurüsten. „Wir hatten in unserem Pflichtenheft schon recht umfassend aufgelistet, welche Funktionen uns wichtig waren“, erläutert Markus Spiegel. „Weitere Eigenschaften der Anlage, darunter vor allem die Automatisierung, haben wir gemeinsam mit den Konstrukteuren von WMS geplant“, ergänzt der Fertigungsleiter.

Auf dieser Basis konzipierten die Maschinenbau- und Elektrokonstrukteure sowie die Softwareentwickler von WMS im engen Austausch mit dem Kunden in Frankenthal ein Komplettpaket: Von der Überholung und der Erweiterung der Maschine um zusätzliche Baugruppen über die nötigen Werkzeuge und die Bearbeitungsstrategie bis zur Software für die Herstellung der geplanten Produkte erhielt Albert-Frankenthal alles aus einem Guss – und aus einer Hand.

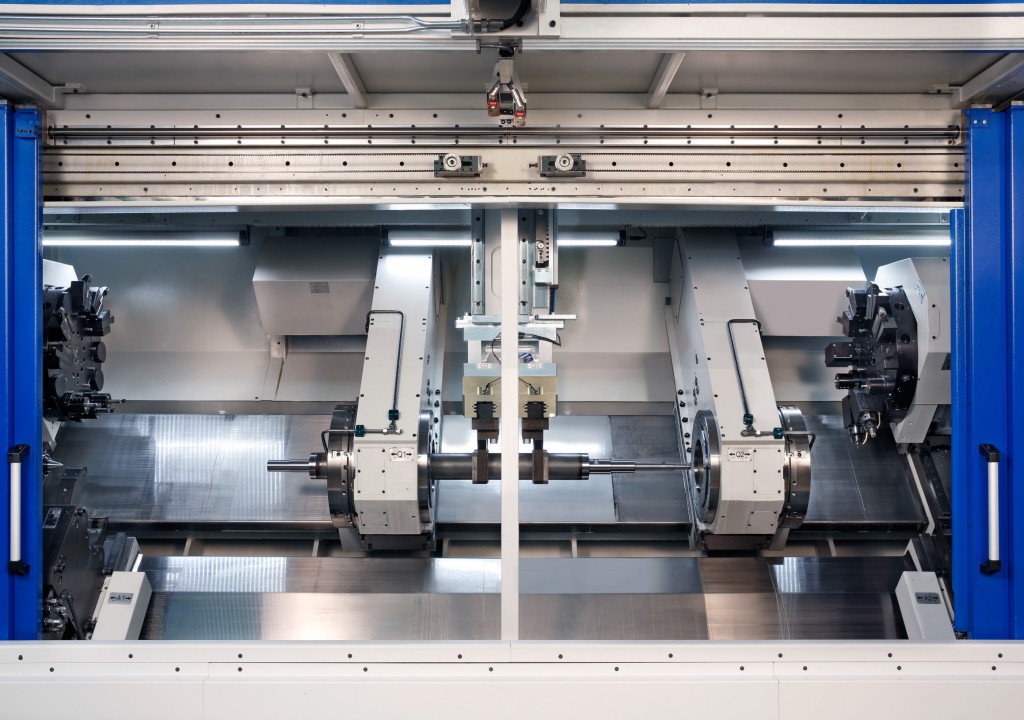
Um den Automatisierungsgrad zu steigern, erhielt die Maschine einen Portallader für die automatische Beladung. Ergänzt wurde zudem ein Werkstückmagazin, das zehn Werkstücke mit Längen zwischen 800 und 3.000 mm sowie mit bis zu 200 mm Durchmesser und 250 kg Gewicht aufnehmen kann. Dank dieses Vorrats kann die Maschine nun zwei bis drei Stunden vollautomatisch arbeiten.
Die optimale Bearbeitung langer Teile wird durch zwei neu eingebaute, selbstzentrierende Lünettenschlitten ermöglicht. Aus der reinen Drehmaschine wurde im Rahmen der Modernisierung zudem eine Dreh-Fräsmaschine. Dafür wurden eine zusätzliche Y-Achse und angetriebene Werkzeuge integriert. So können zusätzlich zum Drehen auch Fräs- und Bohrbearbeitungen in einer Aufspannung durchgeführt werden.
Auch hinsichtlich Kühlung und Schmierung bei der Bearbeitung gab es Verbesserungen. Zum einen wurde eine Hochdruckkühlschmierstoffeinrichtung integriert. Zum anderen wurde die Maschine erstmalig mit einer Aufbereitungsanlage für die Kühlschmierstoffe ausgestattet. Dank dieser Filteranlage kann nun ein großer Teil der Kühlschmierstoffe in einem Kreislaufsystem wiederverwendet werden, was die Kosten für neue KSS und die Entsorgung verbrauchter merklich reduziert.
Modernste Steuerung für 16 Achsen, Ethernet-Anbindung für verkettete Fertigung

Um all die mechanischen Möglichkeiten optimal nutzen zu können, wurde die Maschine mit einer neuen Steuerung ausgestattet. Mit der Siemens 840D sl lässt sich die von acht auf 16 verdoppelte Anzahl der Achsen und Spindeln problemlos steuern und dank Netzwerkanbindung sowohl lokal als auch aus der Ferne warten. Der Ethernet-Anschluss ermöglicht zudem die Einbindung der Maschine in eine verkettete Fertigungslinie.
„Im Ergebnis handelt es sich zu 80 Prozent um eine Neukonstruktion. Von der alten Maschine übernommen wurde eigentlich nur das Maschinenbett mit den Kreuzschlitten für die X- und Z-Achse“, fasst WMS-Geschäftsführer Weiske zusammen. Für die Albert-Frankenthal GmbH war die Zusammenarbeit ein voller Erfolg. „Unsere Ziele hinsichtlich der verkürzten Bearbeitungszeiten und der Werkzeugwechselzeiten wurden erreicht“, berichtet Geschäftsführer Hans-Peter Kohlmann. Die Bearbeitungszeiten verkürzten sich um 20 Prozent. Beim nun automatisierten Werkstückwechsel sorgt der Portallader für 70 Prozent Zeiteinsparung, und der Maschinenbediener muss nicht mehr eingreifen.
Die neue sowie zwei vorhandene Anlagen ließen Kohlmann und Spiegel in U-Form platzieren, so dass zwei Maschinenbediener die drei Anlagen bedienen können und dabei nur kurze Wege zurücklegen müssen. Das Verhältnis von zwei Maschinenbedienern und drei Anlagen hat sich für Albert-Frankenthal als effizienteste Lösung erwiesen. „Wenn ein Mitarbeiter seine Maschine neu einrüstet und sich voll auf seine Anlage konzentrieren muss, kann der andere immer noch im Wechsel die beiden anderen Maschinen betreuen“, erläutert Fertigungsleiter Spiegel. Dieser Wechsel zwischen unterschiedlichen Anlagen setzt viel Know-how und Flexibilität der Mitarbeiter voraus. „Facharbeiter, die das beherrschen, sind schwer zu finden. Auch deshalb bilden wir unsere Zerspaner selbst aus und vermitteln ihnen fundiertes Wissen im Umgang mit all unseren Maschinen“, betont Hans-Peter Kohlmann.
Die Zusammenarbeit mit WMS Sinsheim behält der Albert-Frankenthal-Geschäftsführer als „tolles Projekt“ in Erinnerung und lobt die gute Zusammenarbeit der Experten beider Firmen. Die hat sich auch zum Abschluss des Projekts bewährt. Denn die mehr als 40 Tonnen schwere Maschine musste bei der Überführung auf dem Werksgelände einige Engstellen passieren. „Der Transport in die Maschinenhalle war Präzisionsarbeit. Das hat auf den Millimeter genau gepasst“, berichtet Hans-Peter Kohlmann.
Kontakt:


