


Fräsen, Bohren, Drehen – alles auf einem einzigen Bearbeitungszentrum. Die Möglichkeit des integrierten Horizontal- und Vertikaldrehens ersetzt einen zusätzlichen Drehmaschineneinsatz. Die MCT gewährleistet somit eine umfassende Zerspannung mit hoher Leistungsdichte dank NC-gesteuerter Schwenkspindel, kräftiger Drehstahlaufnahme und schnelldrehender Torquetische. (MCT steht für Machining Centre Turning)

Gestiegene Anforderungen seitens der Industrie
Die Industrie verlangt aufgrund von Kostendruck und einer stetig steigenden Teilekomplexität neue Lösungen. Der Wunsch nach einer allumfassenden Zerspanung von immer komplexeren Formen nimmt zu. Daraus ergab sich die Zielsetzung der neuen Baureihe MCT:
Ein 5-Achs-BAZ mit kombinierten Fräs-Dreh-Operationen, bei der die Drehtechnologie mit einer annährend gleichen Wertigkeit zum Fräsen und Bohren eingeführt werden muss. D.h. ein 5-Achs-BAZ mit ausgefeilter Drehtechnologie. Das war bisher auf typischen BAZ nur mit Zusatzköpfen also Plandrehköpfen möglich.
Risiken durch kombiniertes Fräsen und Drehen?
 Das Fräsen und schnelle Drehen stehen im technischen Widerspruch. Braucht ein solides BAZ für Fräsoperationen an ausladenden Teilen oder in hoher Spindellage ein sehr kippsteifes Tischlager, so wirkt die dafür erforderliche geringe Lagerluft und hohe Vorspannung wie Gift bei schnellen Drehoperationen. Diese brauchen zur Wärmevermeidung erhöhte Lagerluft.
Das Fräsen und schnelle Drehen stehen im technischen Widerspruch. Braucht ein solides BAZ für Fräsoperationen an ausladenden Teilen oder in hoher Spindellage ein sehr kippsteifes Tischlager, so wirkt die dafür erforderliche geringe Lagerluft und hohe Vorspannung wie Gift bei schnellen Drehoperationen. Diese brauchen zur Wärmevermeidung erhöhte Lagerluft.
Das Herzstück eines jeden BAZ ist die Hauptspindel. Diese gilt es optimal auszulegen und dauerhaft zu schützen. Das vielfach verwendete Prinzip der Klemmung des Spindelrotors bei Einsatz der stehenden Dreh-Werkzeuge findet überhaupt nicht die Zustimmung von BURKHARDT+WEBER.
Der Tod durch Vorschädigung einer jeden Präzisionsspindellagerung sind Schlagimpulse auf stehende Wälzlager. Es gibt dann Stillstandschäden durch Mikroeindrücke der Wälzkörper in die Laufbahn. Diese Vorschädigung führt zu einer späteren stärkeren Lagerschädigung und damit zwangsläufig zum zeitversetzten Ausfall.
Nur an diesen beiden Beispielen wird klar, dass konstruktiv ganz andere Wege gegangen werden müssen.
Die neue MCT Baureihe

Die heutige MCT-Baureihe besteht aus sechs Maschinentypen und deckt Drehdurchmesser von 300mm bis 2.000mm und Tischdrehzahlen bis zu 600 U/min im Horizontal-, Vertikal- und Konturdrehen ab.
Alle BAZ der MCT-Baureihe verfügen über einen schnelldrehenden Torquetisch, die dem BW-Prinzip nach einer hohen Fertigungstiefe und Know-How Schutz folgend, bei BW entwickelt und gebaut werden.
Über eine halbe Million Euro wurden in die notwendigen Prüf- und Sicherheitseinrichtungen und weitere 600T€ in die direkte Entwicklung der BW-Torquetische investiert. Neben der allgemeinen Erprobung bzgl. Genauigkeit, Steifigkeit, Temperaturverhalten, etc. galt es besondere technische Problemstellungen zu lösen, wie z.B. der hohe Temperatureintrag durch Verlustwärme oder die Tischdrehdurchführung mit 16 Kanälen und einer sauberen, verschleißfreien Abdichtung.
Der Torquetisch
 Jeder Torqueantrieb erzeugt relativ viel Verlustwärme und das zudem direkt über der Tischverfahrachse; etwas was Werkzeugmaschinenbauer gar nicht gebrauchen können. Der Grundsatz „Wärmequellen auslagern!“ geht bei einem integrierten Motor einfach nicht. Also wird um den Motor herum gekühlt.
Jeder Torqueantrieb erzeugt relativ viel Verlustwärme und das zudem direkt über der Tischverfahrachse; etwas was Werkzeugmaschinenbauer gar nicht gebrauchen können. Der Grundsatz „Wärmequellen auslagern!“ geht bei einem integrierten Motor einfach nicht. Also wird um den Motor herum gekühlt.
Die Besonderheit des BW Torquetischs ist die sehr aufwendige Kühlung auf der Kopfseite des Motors: viele scheuen den hohen Aufwand, aber dann wächst der Tisch noch oben und verliert nach und nach seine geometrische Genauigkeit. Es gibt vielfach die tollsten Angaben über Kompensationsraster, aber wer kann schon alle Betriebszustände sicher in einer Kompensationsmatrix abbilden. BURKHARDT+WEBER setzt deshalb auf Wärmevermeidung durch wirksame Wärmeabfuhr, sprich allseitige Kühlung.
Bei Drehzahlen bis 600 U/min entstehen bei berührenden Dichtungen höhere Temperaturen, der Dauerverschleiß ist damit vorprogrammiert.
Auf dem Markt haben die Experten von BW kein geeignetes Prinzip einer berührungslosen Spaltdichtung gefunden, die bis zu 16 Kanäle bei höheren Drehzahlen und gleichzeitig niedrigste Leckraten zulässt. Also wurde eine Spaltdichtung entwickelt und gebaut. Nach einer langen Testphase ist die berührungslose BW Drehdurchführung Standard bei allen BW-Torquetischen.
Unsymmetrische Werkstücke erzeugen eine Unwucht
Besonderes Augenmerk muss bei der Drehtechnologie der Verteilung der Drehmasse geschenkt werden. Im industriellen Fertigungsprozess unserer Kunden werden aus Kostengründen Einzelteile zusammengefasst und damit komplexere Formen geschaffen. Deshalb liegen selten Werkstücke mit Rotationssymmetrie vor.
Das Auswuchten
 Dreht sich ein starrer Körper um eine feststehende Achse und wird eine unsymmetrische Körperform in Schwingungen versetzt, führt dies zu Schäden am Werkstück.
Dreht sich ein starrer Körper um eine feststehende Achse und wird eine unsymmetrische Körperform in Schwingungen versetzt, führt dies zu Schäden am Werkstück.
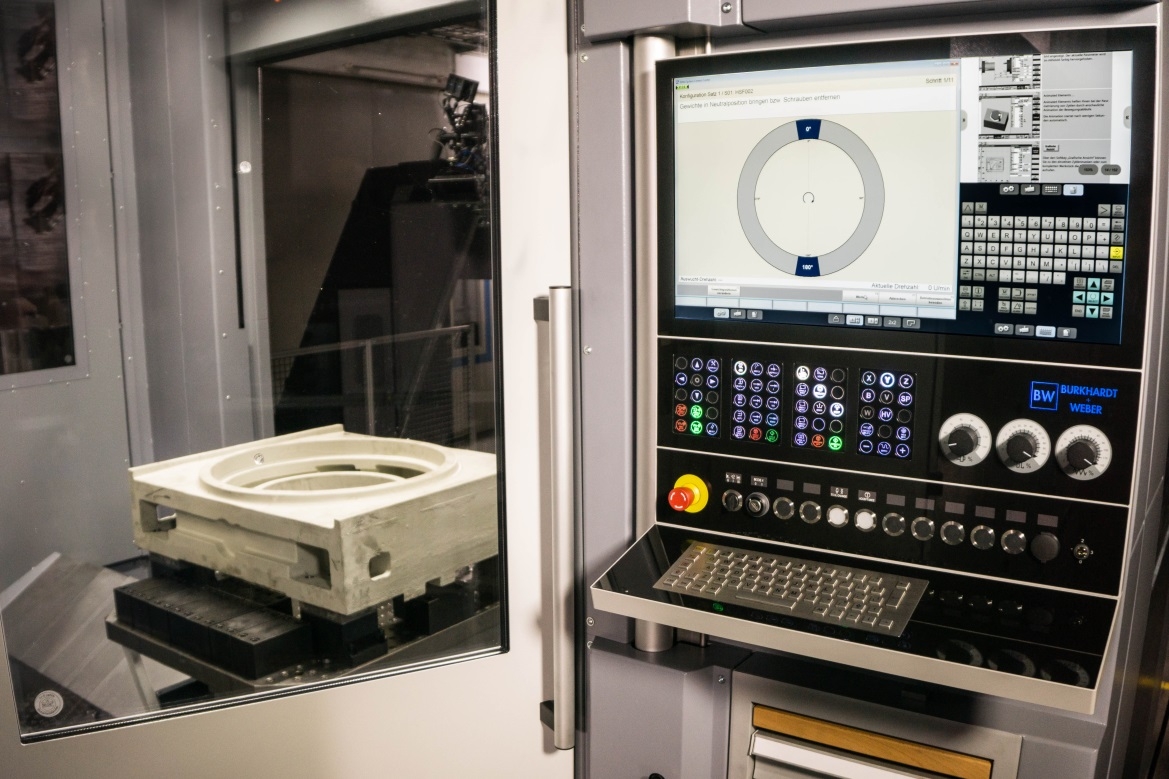
Um dies zu vermeiden verfügt jedes BAZ von BURKHARDT+WEBER über eine Auswuchteinrichtung mit Anzeige und einer Unwuchtüberwachung.
Ist das Werkstück mit der Palette auf den Maschinentisch eingewechselt, erfolgt zunächst die federbelastete und damit sichere Palettenspannung. Danach wird automatisch ein Wuchtlauf mit 80 U/min gestartet. Der im Tisch verbaute Schwingungssensor misst die Querauslenkung, sprich Unwucht. Über die Unwuchtlage und die Amplitude werden Winkellage und Größe des Kontergewichts automatisch berechnet und dem Bediener auf dem Bildschirm angezeigt.
Je nach Paletten und Vorrichtungsausführung werden jetzt gestaffelte Gewichte zum Wuchtausgleich in vordefinierte Positionen montiert. Ist die erforderliche Wuchtgüte sichergestellt, erfolgt die Drehzahlfreigabe für über 80 U/min.
Es bleibt immer eine Restunwucht. Das bedeutet, der Grundaufbau und die Kernsteife der Maschine müssen so stabil sein, dass diese Restunwucht komplett aufgenommen und absorbiert werden kann.
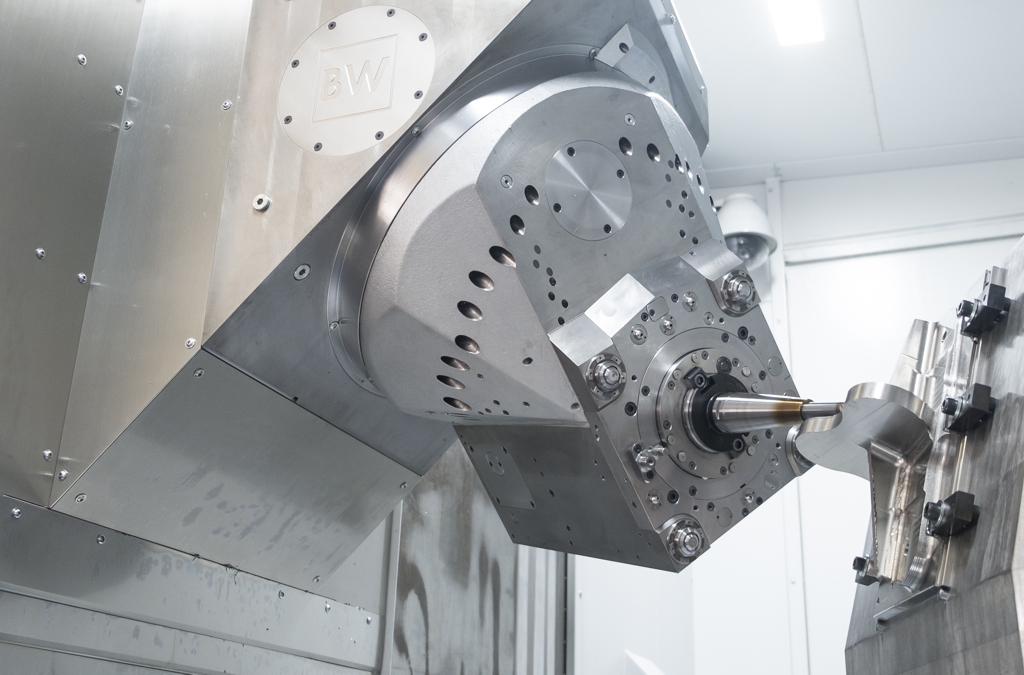
Der Drehstahladapter für die Hauptspindel
Ein weiterer wichtiger Baustein ist die Hauptspindel, die leistungsstark fräsen und bohren können muss und zusätzlich einen soliden Halt für alle Drehwerkzeuge bieten muss. Die Hauptspindel ist als schnelle Schwenkspindel ausgeführt. Die Schwenkzeit für 180 Grad beträgt kleiner 2 Sek. und das auch bei anliegenden Drehzahlen bis zu 8.000 U/min. Ein Master-Slave Antrieb garantiert höchste Positioniergenauigkeit, wobei der Schwenkkopf in Endlage durch eine hydraulische Bremsscheibe mit 6.500 Nm Haltmoment sicher geklemmt wird. Die 2-stufige Getriebeschwenkspindel wird aufwendig mit 4 verschiedenen Kreisläufen gekühlt.

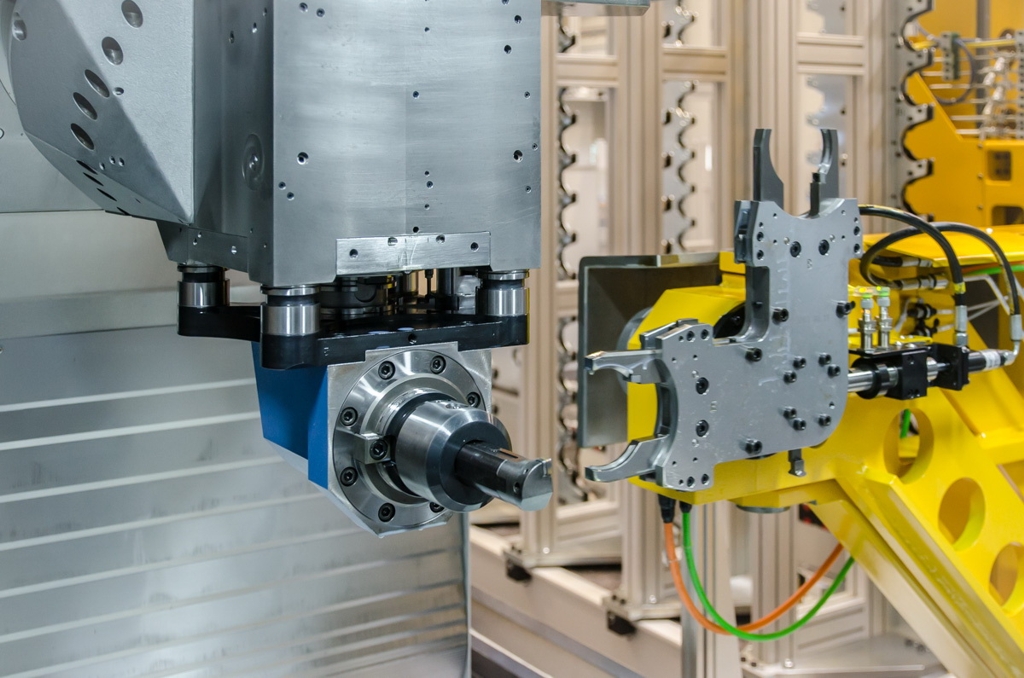
Wie eingangs erwähnt ist die Klemmung des Spindelrotors bei stehenden Drehwerkzeugen absolutes Gift für die Lagerung. Deshalb wechselt BURKHARDT+WEBER die Drehwerkzeuge auch automatisch aus dem Magazin ein, jedoch nicht wie bei vielen Wettbewerbern direkt in die Spindel, sondern in einen eigens entwickelten Drehstahladapter. Auch hier eine BW spezifische Besonderheit.
Dieser Drehstahladapter ist gänzlich von der Spindellagerung entkoppelt. Dieser wird über vier Spannzylinder, die nach dem Nullpunktspann-Prinzip arbeiten, jeweils im Abstand von 250mm hydraulisch mit 12 t geklemmt und sitzt damit auf einem großen und gleichförmigen Stützabstand bombenfest. Dadurch ist die maximal zulässige Querkraft deutlich größer gegenüber einem Drehstahl, der direkt in der Spindellagerung sitzt. Im Falle BW findet keinerlei Übertragung von Kräften vom Drehstahladapter auf die Spindellagerung statt, alles geht über die 4-Punktspannung in das massive Spindelgehäuse.

Der Drehstahl wird jetzt quasi als Folge-WZ in den Adapter eingewechselt. Die WZ Spannkraft entspricht dabei der der Hauptspindel, gelöst wird hydraulisch. Wird kein Drehstahl eingesetzt verschwindet der Adapter wieder im Magazin.
Durch die Schwenkspindel ist Horizontaldrehen (außen und plan), Vertikaldrehen (innen) sowie Konturdrehen möglich.
Kontakt:


