


Die Schwing-Stetter-Gruppe ist ein weltweit agierendes Unternehmen. Sie ist das international führende Systemhaus für den gesamten Prozess der Betontechnik – von der Herstellung über den Transport bis zur Einbringung und Restbeton-Aufbereitung. Im Unterschied zu ihren Wettbewerbern entwickelt und produziert Schwing neben den Grundmaschinen als einziger Betonpumpenhersteller auch die wesentlichen Hydraulikkomponenten sowie Mast-, Ausschub-, Abstütz- und Differentialzylinder ausschließlich in eigenen Werken. Diese hohe Fertigungstiefe garantiert den Kunden gleichbleibende Qualität und Zuverlässigkeit.

 Die Österreich-Tochter der Schwing-Stetter Gruppe wurde 1970 im Lavanttal im Bundesland Kärnten gegründet. Sie hat sich aufgrund der hohen Qualität und Flexibilität als Herzstück des Konzerns etabliert. Schwing St. Stefan hat sich mittlerweile zum Hauptproduktionswerk der Gruppe entwickelt. Seit über 4 Jahrzehnten werden hier Baugruppen und Komponenten für Betonpumpen wie Verteilermasten, Rahmen und Hydraulikzylinder in hoher Qualität gefertigt, die in den Werken der Schwing-Stetter-Gruppe in Deutschland, USA, China, Indien und Brasilien weiterverarbeitet werden. Mit 70 % Eigenfertigungsanteil bei Kernkomponenten liegt Schwing-Stetter weit über dem Branchenstandard. Sämtliche dynamisch belastete Bauteile werden ausschließlich in eigenen Werken produziert.
Die Österreich-Tochter der Schwing-Stetter Gruppe wurde 1970 im Lavanttal im Bundesland Kärnten gegründet. Sie hat sich aufgrund der hohen Qualität und Flexibilität als Herzstück des Konzerns etabliert. Schwing St. Stefan hat sich mittlerweile zum Hauptproduktionswerk der Gruppe entwickelt. Seit über 4 Jahrzehnten werden hier Baugruppen und Komponenten für Betonpumpen wie Verteilermasten, Rahmen und Hydraulikzylinder in hoher Qualität gefertigt, die in den Werken der Schwing-Stetter-Gruppe in Deutschland, USA, China, Indien und Brasilien weiterverarbeitet werden. Mit 70 % Eigenfertigungsanteil bei Kernkomponenten liegt Schwing-Stetter weit über dem Branchenstandard. Sämtliche dynamisch belastete Bauteile werden ausschließlich in eigenen Werken produziert.
Schwing St. Stefan beliefert die gesamte Gruppe mit Schlüsselbauteilen für die Betontechnik. Durch diese Aufgabenstellung hat man eine hohe Entwicklungs- und Fertigungskompetenz für Stahl- und Maschinenbauteile sowie Hydraulikkomponenten erworben. Man ist auch weiterhin als zentraler Lieferant der Schwing-Gruppe an laufenden Entwicklungsprozessen beteiligt.
 Zweites Standbein: Auftragsfertigung
Zweites Standbein: Auftragsfertigung
Durch das erworbene Knowhow als Hauptproduktionswerk innerhalb der Schwing-Gruppe hat sich der Standort in St. Stefan entschlossen, Auftragsfertigung als weiteres Standbein zu entwickeln. Die Schwing-Auftragsfertigung in St. Stefan kann als Teil der Schwing-Stetter-Gruppe auf alle weltweiten Ressourcen zurückgreifen. Dies gilt für alle Teile der Leistungskette, beginnend mit der globalen Beschaffung, über Planung, Produktion, Werkstoffprüfung bis zur Oberflächenveredelung und Lagerung.
Das Produktportfolio umfasst diverse Komponenten aus den Segmenten Stahlbau und Maschinenbauteile sowie dem Schwerpunkt Hydraulikzylinder mit hauseigenem Engineering – maßgeschneidert auf Kundenwunsch. Es werden im Produktionsstandort St. Stefan etwa 20.000 Hydraulikzylinder für die Schwing-Gruppe und für Auftragskunden hergestellt.
 Zusammenarbeit mit Ingersoll
Zusammenarbeit mit Ingersoll
Die gleichen hohen Anforderungen, die man in St. Stefan an das eigene Produkt stellt, sind natürlich auch Basis für die Auswahl der Lieferanten. Weiterhin ist man um einen kontinuierlichen Verbesserungsprozess in der Produktion bemüht.
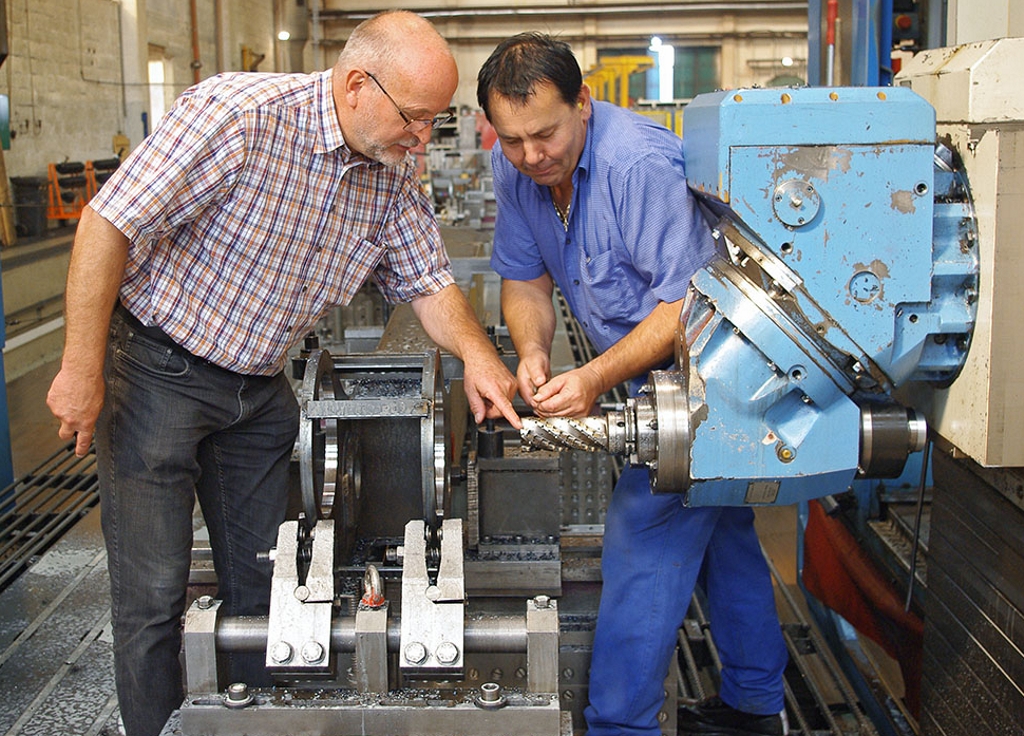
Bei diesen Anforderungen hat sich mit der Firma Ingersoll und Herrn Hans Gruber als technischem Repräsentanten, eine langjährige, vertrauensvolle Zusammenarbeit entwickelt. Durch die erfolgreiche Bearbeitung labiler Schweißkonstruktionen und kritischer Materialien haben sich die leichtschneidenden Ingersoll-Werkzeuge bei Schwing einen guten Ruf erarbeitet. So war auch direkt Bereitschaft vorhanden, die neuen HiPos+ Werkzeuge an kritischen Bearbeitungen einzusetzen.
Testbearbeitungen mit HiPos+ Walzenstirnfräser
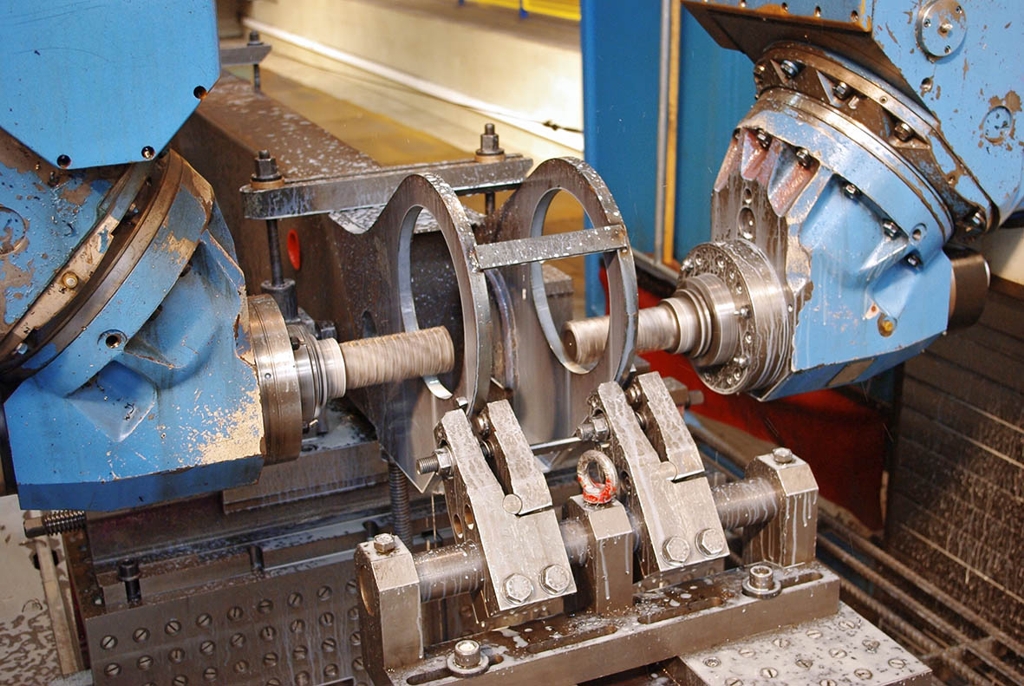 Zu Beginn bot sich die Zirkularbearbeitung, als bisher kritische Bearbeitung, eines Auslegerkopfstückes für einen Test mit den neuen leichtschneidenden Werkzeugen an. Die Bearbeitung an dem labilen Werkstück war oft durch Vibrationen und Wendeschneidplatten-Ausbröckelungen begleitet.
Zu Beginn bot sich die Zirkularbearbeitung, als bisher kritische Bearbeitung, eines Auslegerkopfstückes für einen Test mit den neuen leichtschneidenden Werkzeugen an. Die Bearbeitung an dem labilen Werkstück war oft durch Vibrationen und Wendeschneidplatten-Ausbröckelungen begleitet.
 Die ersten Tests mit den HiPos+ Walzenstirnfräsern zeigten sofort eine positive Tendenz in Richtung höherer Laufruhe. Der komplette Durchbruch wurde dann durch den Einsatz der ZOMT-Wendeschneidplatten mit Spanbrechergeometrie geschafft. Mit dieser Kombination von neuen HiPos+ Werkzeugen und Wendeschneidplatten mit Spanbrechergeometrie wurde eine deutlich höhere Produktivität und Prozesssicherheit erreicht. Höhere Vorschübe und eine wesentlich verbesserte Laufruhe wurden erzielt.
Die ersten Tests mit den HiPos+ Walzenstirnfräsern zeigten sofort eine positive Tendenz in Richtung höherer Laufruhe. Der komplette Durchbruch wurde dann durch den Einsatz der ZOMT-Wendeschneidplatten mit Spanbrechergeometrie geschafft. Mit dieser Kombination von neuen HiPos+ Werkzeugen und Wendeschneidplatten mit Spanbrechergeometrie wurde eine deutlich höhere Produktivität und Prozesssicherheit erreicht. Höhere Vorschübe und eine wesentlich verbesserte Laufruhe wurden erzielt.
 Als weiteren Anwendungsfall für die neuen Werkzeuge wurde eine reibgeschweißte Kurbelwelle ausgewählt. Hier wird auf der Reibschweißnaht eine Rundkehle im Drehfräsverfahren gefräst. Auch diese Bearbeitung hatte sich in der Vergangenheit als sehr störanfällig erwiesen. Nach den positiven Erfahrungen mit den ZOMT-Spanbrecher-Wendeschneidplatten, wurden diese bei dem zweiten Versuch direkt eingesetzt.
Als weiteren Anwendungsfall für die neuen Werkzeuge wurde eine reibgeschweißte Kurbelwelle ausgewählt. Hier wird auf der Reibschweißnaht eine Rundkehle im Drehfräsverfahren gefräst. Auch diese Bearbeitung hatte sich in der Vergangenheit als sehr störanfällig erwiesen. Nach den positiven Erfahrungen mit den ZOMT-Spanbrecher-Wendeschneidplatten, wurden diese bei dem zweiten Versuch direkt eingesetzt.
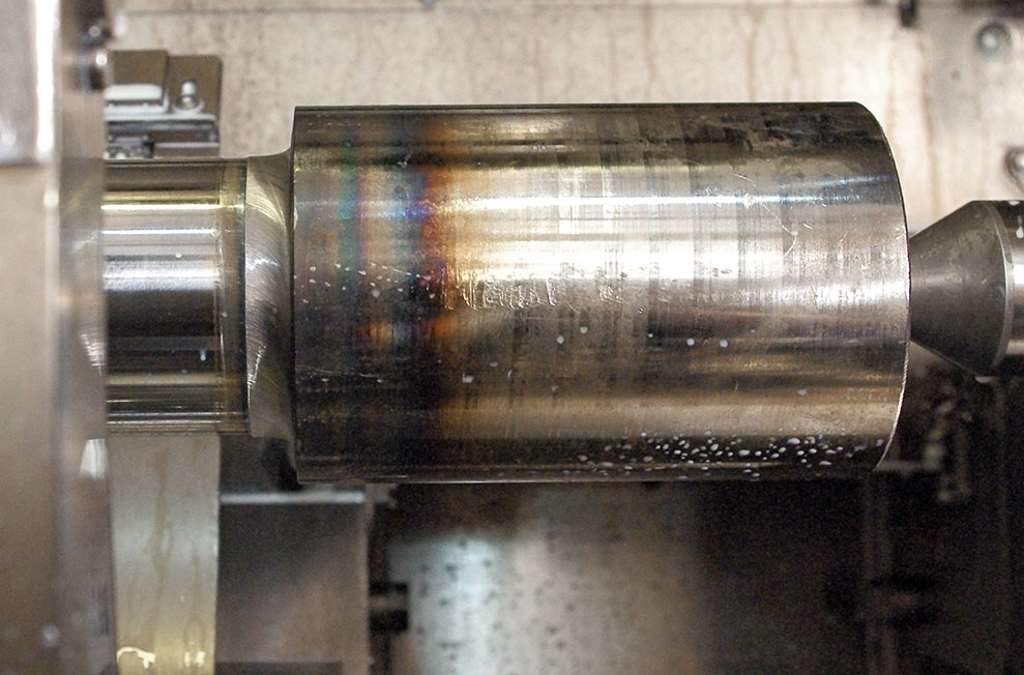 Auch hier konnte die Kombination aus leichtschneidendem Werkzeug mit Spanbrechergeometrie auf Anhieb überzeugen. Die Bearbeitung lief ruhiger und vibrationsfreier, was sich auf Dauer in höheren Standmengen und weniger Kantenausbrüchen an den Wendeschneidplatten bemerkbar machte.
Auch hier konnte die Kombination aus leichtschneidendem Werkzeug mit Spanbrechergeometrie auf Anhieb überzeugen. Die Bearbeitung lief ruhiger und vibrationsfreier, was sich auf Dauer in höheren Standmengen und weniger Kantenausbrüchen an den Wendeschneidplatten bemerkbar machte.
Die neuen leichtschneidenden HiPos+ Werkzeuge – insbesondere in Verbindung mit den ZOMT Spanbrechergeometrien – haben auch bei der Fa. Schwing ihr hohes Potential bei kritischen Bearbeitungen unter Beweis gestellt. Bei großen Auskraglängen oder bei labilen Werkstücken wird häufig durch diese Kombination eine Bearbeitung erst möglich.
Ebenso erfolgreich wie die Kombination positives Werkzeug – moderne Wendeschneidplattengeometrie hat sich die Zusammenarbeit zwischen Fa. Schwing und Fa. Ingersoll entwickelt. Und so sind auch schon weitere gemeinsame Prozessoptimierungen in Planung.
Kontakt:


